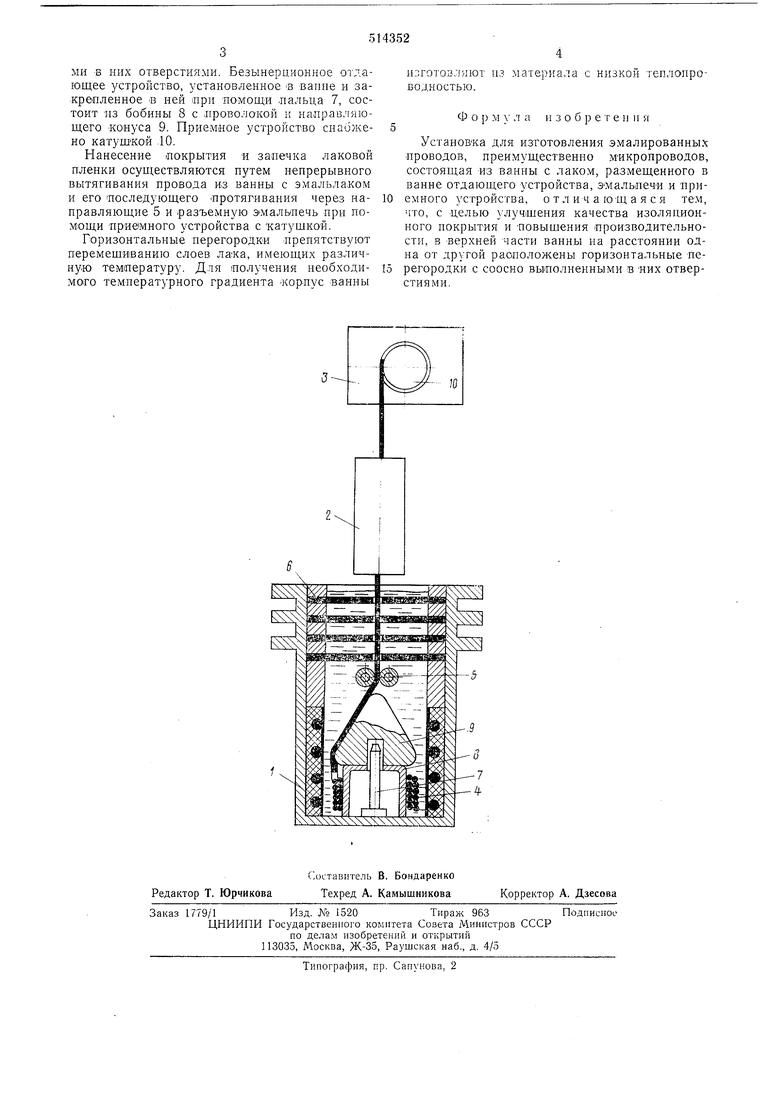
ми в них отверстиями. Безынерционное отдающее устройство, установленное В ванне и закрепленное iB ней при помощи лальца 7, состоит из бобины 8 с лроволокой к направляющего конуса 9. Приемное устройство снабжено катущкой .10.
Нанесение покрытия и запечка лаковой пленки осуществляются путем непрерывного вытягивания провода из ванны с эмальла-ком и его последу ощего «протягивания через направляющие 5 и .разъемную эмальпечь при помощи приемного устройства с катушкой.
Горизонтальные перегородки препятствуют перемешиванию слоев лака, имеющих различную температуру. Для получения необходимого температурного градиента «орпус ванны
изготовляют из материала с низкой теплопроводностью.
Ф о р м } л а и 3 о б р е т е н и я
Установка для изготовления эмалированных проводов, преимущественно микропроводов, состоящая из ванны с лаком, размещ,енного в ванне отдающего устройства, эмальпечИ и приемного устройства, отличающаяся тем, что, с целью улучшения качества изоляционного покрытия и повышения производительности, в верхней части ванны на расстоянии одна от другой расположены горизонтальные перегородки с соосно выполненными в яих отверстиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления эмалированных проводов | 1970 |
|
SU445929A1 |
| Способ изготовления электрического провода | 1988 |
|
SU1607019A1 |
| Установка для нанесения покрытий на изделие протяженной формы | 1979 |
|
SU860144A2 |
| Установка для нанесения покрытий на изделие протяженной формы | 1977 |
|
SU691932A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047231C1 |
| Многоходовая установка для изготовленияэМАлиРОВАННыХ пРОВОдОВ | 1979 |
|
SU847378A1 |
| Способ изолирования алюминиевой фольги | 1972 |
|
SU437131A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2011 |
|
RU2460161C1 |
| Устройство для калибрования протяженного изделия | 1980 |
|
SU980168A2 |
| Устройство для калибрования протяженного изделия | 1977 |
|
SU675453A1 |
