154) УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЕ ПРОТЯЖЕННОЙ ФОРМЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий на изделие протяженной формы | 1977 |
|
SU691932A1 |
| Многоходовая установка для изготовленияэМАлиРОВАННыХ пРОВОдОВ | 1979 |
|
SU847378A1 |
| Способ изготовления электрического провода | 1988 |
|
SU1607019A1 |
| Способ изготовления обмоточных проводов | 1976 |
|
SU616658A1 |
| Устройство для калибрования протяженного изделия | 1980 |
|
SU980168A2 |
| Устройство для калибрования протяженного изделия | 1977 |
|
SU675453A1 |
| Установка для изготовления эмалированных проводов | 1970 |
|
SU445929A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2011 |
|
RU2460161C1 |
| Устройство для изготовления эмалированной проволоки | 1986 |
|
SU1327193A1 |
| Устройство для нанесения покрытий на изде-лия пРОТяжЕННОй фОРМы | 1979 |
|
SU828218A1 |
1
Изобретение относится к технологическому оборудованию для нанесения покрытий на изделия протяженной формы.
По основному авт. св. № 691932 известна установка, отдающее, устройство которой размещено в сменной выдвижной кассете, в свою очередь раз-
мещаемой в ванне с пленкообразующей жидкостью ОJ
Однако натяжное устройство в известной установке отсутствует, при этом фактическое натяжение покрьгоае-t мого изделия (проволоки) имеет большую нестабильность, .определяемую непостоянством вязкости пленкообразуняцей жидкости, температуры ее нагрева, давления жидкости в канале калибра (скорости эмалированиями т.д. Кроме того, в известном устройстве отсутствует строгая фиксация положения покрываемого изделия протяженной формы (проволоки) непосредственно в зоне формирования покрытин, вследствие чего при реализации процесса под влиянием различных факторов неизбежно возникают дестабилизирующие колебания изделия (проволоки) относительно поверхности рабочего канала калибра (в пределах посадочного зазора проходного отверстия размещенной в ванне с пленкообразующей жидкостью направляющей), при этом процесс гидродинамического са10моцентрирования установленного на плавающей крЕШке калибра нарушается, что приводит к значительному ухудшению концентричности расположения покрытия относительно покрьшае15мой поверхности изделия и, следовательно, к существенному повышению величины его разностенности.
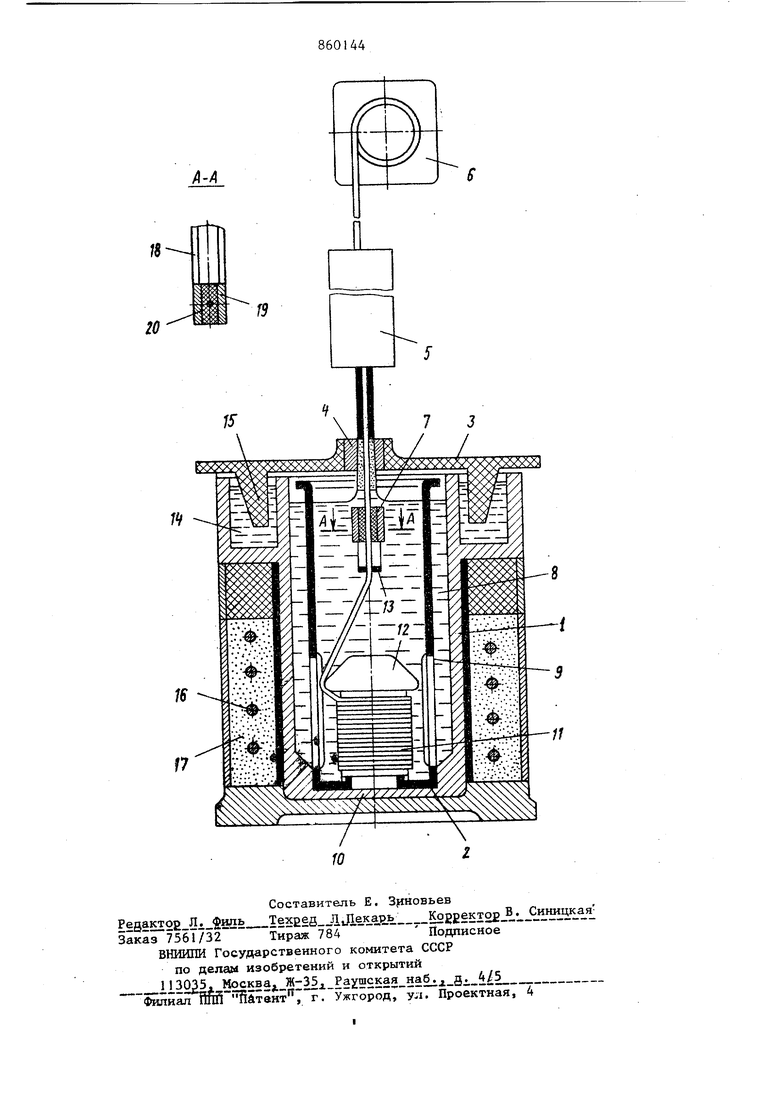
Цель изобретеиия - повышение про20изводительности и улучшение качества покрытия путем обеспечения стабильности и регулируемости режимов процесса. Указанная цель достигается оснащения установки натяжньм устройством, которое размещено в ванне и погружено в пленкообразующую жидкость. Конструктивное исполнение натяжного устройства предусматривает наличие по крайней мере одного упругого элемента с возможностью регулирования усилия натяжения. Для облегчения и ускорения заправ ки покрьшаемого протяженного изделия (проволоки) натяжное устройство размеи ено в сменной выдвижной кассете, в свою очередь помещенной в ванну, верхняя часть кассеты выступает над уровнем пленкообразующей жидкости. На чертеже представлен один из вариантов предлагаемой установки, предназначенной для эмалирования про водов . Установка состоит из- лакопитатель ного стакана (ванны) 1, безинерционного отдающего устройства 2, крышки 3 с эмалировочным калибром 4, эмальпечи 5, приемного механизма 6 и натя ного устройства 7. Установленное в стакане 1 с эмальлаком 8 отдающее и натяжное устройства размещены в сменной вьщвижной кассете 9, выполненной в виде стакана со сквозными о верстиями в боковых стенках, выступающих над свободной поверхностью эмальлака. Отдающее устройство, в ко тором устанавливается бобина 10 с эмалируемой проволокой 11, снабжено конусом 12 и направляющей 13. В верх ней части лакопитательного стакана (раины) 1 предусмотрен заполненный жидкостью 14 канал, охватывающий ег внутреннюю полость по замкнутому контуру. Крышка 3 в месте ее сочлег нения с корпусом лакопитательного стакана 1 снабжена выступом - поплавком 15, выполненным в виде кольц нижняя часть которого погружена в ЖИДКОСТЬ канала. Таким ббразом, внут 45
ренняя полость лакопитательного стакана (ванны) 1 изолирована- от окружающей среды крышкой 3, в центральной части которой закреплен эмалировочный калибр А. В нижней части лакопитательного стакана предусмотрен проволояный нагревательный элемент 16, замурованный в керамическую массу 17. Натяжное устройство 7 состоит из пружины 18, прокладок 19 и эластичных обжимов.20.
Форма, конструктивные размеры, .а также материал крышки 3 и кольцеобпроволоки при необходимости осуществляется изменением расстояния между пружинами (с помощью прокладок) или их жесткости. В статике до начала
процесса эмалирования гидродинамическое давление в канале калибра отсутствует.
В течение переходного режима непосредственно после включения установкипроисходит гидродинамический подвес крьш1ки 3 с калибром 4 в жидкости и самоцентрирование калибра относительно эмалируемой проволоки. 44 разного выступа 15 выбиpaютcя согласованно с учетом обеспечения гарантированного зазора между сопрягаемыми поверхностями крышки и ванны, исключающего трение при их относительном перемещении. Вязкость используемой в канале корпуса ванны жидкости выбирается из соображений обеспечения оптимальной динамики перемещений плавающей крьшки 3 при самоцентрировании калибра относительно эмалируемой проволоки. Цикл работы установки содержит подготовительный, переходный и установившийся режимы ее функционирования. Зарядка кассеты, предшествующая началу процесса, сводится к установке в ней технологической бобины с покрываемой проволокой, сматьшаемый конец которой закрепляется между эластичными обжим и натяжного устройства 7. После заправки проволсжи в месте ее сопряжения (контакта) с материалом обжимов в нем образуется ложе, форма которого повторяет наружную поверхность эмалируемой проволоки, препятствующее ее поперечным колебаниям при реализации процесса эмалирования провода. Натя-( жение эмалируемой проволоки при функционировании установки определяется величиной силы трения между контактирующими поверхностями проволоки и обжимом, зависящей от степени их сжатия пружинами 18. Существенным в . данном случае является наличие на трупщхся поверхностях пленки эмальлака, которая придает трению жидкостный характер, что в свою очередь способствует повьш1ению стабильности натяжения (неровности трущихся поверхностей практически не влияют на величину трения) и снижению износа трущихся поверхностей. Варьирование натяжения эмалируемой которые осуществляются следующим образом. С момента пуска установки и начала протягивания эмалируемой проволоки вместе с нанесенным на е поверхность предварительным слоем лака через калибр в его рабочем канале возникает гидродинамическое давление и обусловленные им, приложенные непосредственно к калибру, гидродинамические силы, составляющи которых направлены соответственно по движению проволоки вертикально вверх Гпо ъемная сила) и горизонтал но, в направлении его центрирования (центрирующая сила). Величина подъемной гидродинамической силы в знач тельной мере зависит от параметров технологического процесса эмалирова ния (.вязкости эмальлака и скорости эмалирования), диаметра эмалируемой проволоки, формы и конструктивных размеров рабочего канала Ксшибра,- а также некотдрых других факторов. Ве личина и направление центрирующей гидродинамической силы зависит от концентричности расположения отверс тия рабочего канала калибра относительно эмалируемой проволоки (при концентрации расположения канала калибра относительно поверхности эмалируемой проволоки эта сила равна нулю). Непосредственно после включения приемного механизма установки и начала протягивания эмалируемой проволоки через калибр под влиянием возникшей при этом гидродинамической подъемной силы крышка 3 вместе с калибром перемещается вертикально ввер при этом происходит извлечение кольц образного выступа крьшки 3 из жидко ти 14. Одновременно по мере подъема крышки уменьшается глубина погружения ее в жидкости, соответственно уменьшается приложенная к крьшисе и направленная вертикально вверх; гидростатическая сила, равная по закону Архимеда весу вытесненной поплавком жидкости (в канале корпуса ванны) . Таким образом, воздействующая на калибр результируюш,ая подъемная сила, равная сумме всех ее составляющих, по мере подъема крышки непрерывно уменьшается и при достижении определенной высоты оказьшается равной нулю . Изменением профиля поплавка (его поперечного сечения) мож но в широких пределах регулировать высоту подъема крышки 3 относитель444но лакопитательного стакана (ванны; 1. Гидродинамический подвес крьшюки 3, при котором уравновешиваются все воздействукщие на нее силы, устойчиво поддерживается в течение всего времени нормальной реализации технологического процесса. Под влиянием гидродинамических центрирующих сил крьшпса 3 вместе с закрепленным на ней эмалировочным калибром перемещается (плавает).що принятия им положения, при котором формирующий канал калибра строго концентричен поверхности эмалируемой проволоки. Пространство, ограниченное крьшцсой 3 и поверхностью эмальлака 9 стакане 1, с момента пуска установки и заполнения эмальлаком зазора между эмалируемой проволокой и формирующим каналом калибра, оказьшается-изолированным от окружающей среды, (частицы эмальлака в зазоре между формирующим каналом калибра и поверхностью эмалируемой проволоки образуют своеобразную гидродинамическую пробку, изолирующую внутреннюю полость лаковой ванны от внешней среды). В течение относительно короткого промежутка времени с момента пуска установки это пространство заполняется, а затем насыщается парами растворителя, после чего наступает динамическое равновесие, при котором плотность насыщенных паров растворителя,- а также концентрация, вязкость и плотность эмальлака в стакане в дальнейшем практически не изменяются. Таким образом, при нанесении на поверхность.проволоки предварительного слоя змальлака заведомо избыточной толищны его калибрование и стекание избытков эмальлака в ванну осуществляются в среде насыщенного пара его растворителя. Формирование на поверхности эмалируемой проволоки эмалевого покрытия требуемой толщины осуществляется ее непрерывным вытягиванием с определенной скоростью из стакана 1 и последующим протягиванием ерез закрепленный в крышке эмалироочиый калибр 4 и эмальпечь 5 при поощи приемного механизма 6. Достигаемый при использовании . редлагаемой.установки положительный ффект и вытекающая из него промышенная полезность обусловлены значиельно более высокой геометрической днородностью наносимого покрытия
(существенно.меньшей его разностенностью ), улучшением механических и. электрофизических характеристик формируемого покрытия с одновременным снижением разброса из значений} снижением числа аномальных наплавов и утолщений формируемого покрытия, а также уменьшением их размеров; удобством и быстротой заправки покрываемого протяженного изделия, обусловленньми возможностью закрепления его наматывает мого конца непосредственно в кассету между губками натяжного устройства без применения вспомогательных средст (клея, лака и т.д.).
Кроме того, положительный эффект предлагаемого изобретения и вытекающая из него промьшшенная полез- , ность обусловлены .стабильностью поддержания натяжения и относительно малым износом трущихся поверхностей благодаря размещению натяжного устройства непосредственно в ванне и
его погружению в пленкообразующую жидкость.
Формула изобретения
Установка для нанесения покрытий на изделие протяженной формы по авт. св. № 691932, отличающаяся тем, что, с целью повышения производительности и улучшения Качества покрытия путем обеспечения стабильности и регулируемости режимов процесса, она снабжена натяжным устройством, вьтолненным в виде, по крайней мере, одного упругого элемента с возможностью регулирования усилия натяжения и размещенным в ванне ниже уровня пленкообразующей жидкости.
Источники информации, принятые во внимабше при экспертизе
