(54)УСТРОЙСТВО ДЛЯ КАЛИБРОВАНИЯ ПРОТЯЖЕННОГО
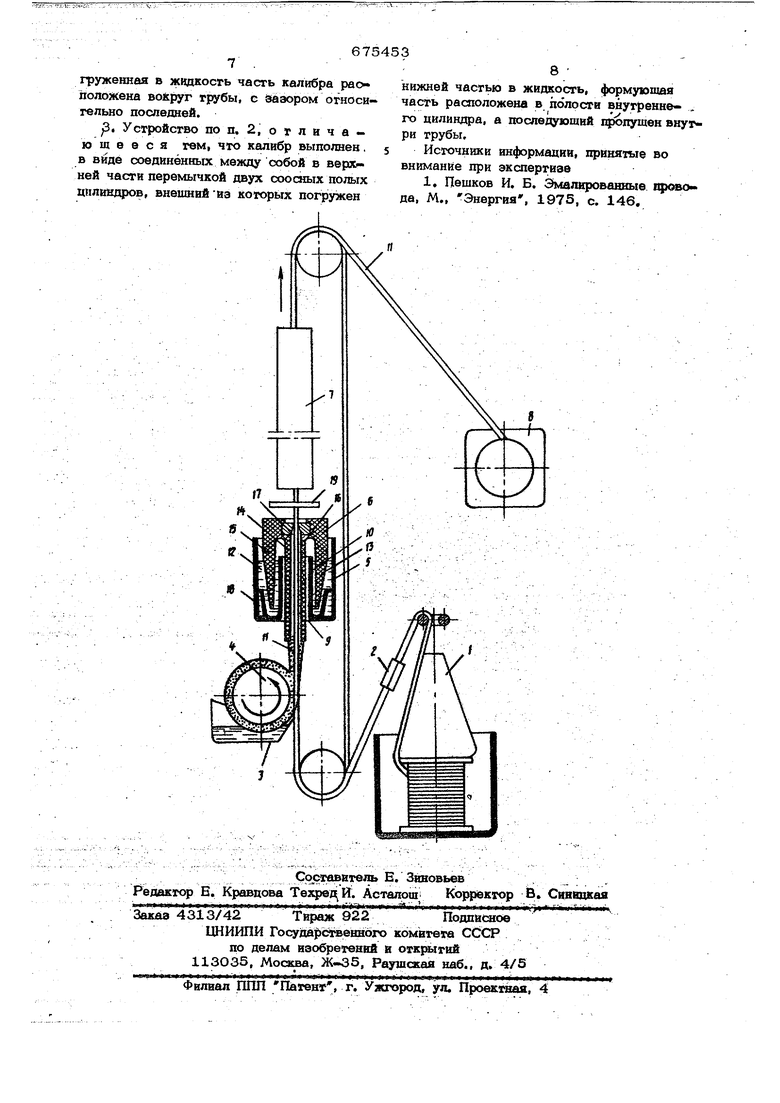
идалия круг грубы с относягельно по следней . Калибр может быгь вьтолнвн в виде схэединенных между собой в верхней чаоги перемычкой двух езЬосных йойых ийлиндров, внешний из ко чэрых Пбг ружен нижней часзтью в жидкость формуются часть рася1рложена вполости внутренне го цилиндра, а последний пропущен внут ри трубы. На чергеясёсзсемйгйчеоси изображёьго предложенное усгройс:ге(. с : : ; Оно содержат следу йшвё ооювньте уз« rabi; btnatoaiee устройство 1, протирочнонйгяжное устройство 2, лаконаносяшее приспособление 3 с роликом 1шчес1 ве калибрбдержатзля использована вйнна 5, в которой размешены капибры а($ш1авки 6. Станок содержит также эмальпечь 7 и приемный механизм 8« IB ваше 5, вьшолненной нз п|Ю1Э(ачно го пластика, размещены несколько калиб ров. В донной части ваЕшы предусмотрены отверстия 9 и трубы 10 для прохода изделия/li. Верхние торщд труб расположен вы вьппе уровня жидкости 12, а погружен йые в жидкость части 13 калибров рааюложены вокруг труб 10 с гарантированным зазором Калибр выполнен в виде соос«ых шлиндров 14 в 15, бЬё|11Шё1Ш1Х хюремычкой 16. Формующая часть 17 рас доложена в полости внутреннего цилиндра 14, а последний щюпушен через трубу . 10. В нижней части поплавксюой ванны S размещены гаезда 18, в которых фикси неработающие калибры (до начала liipoQeccB эмалирования или при o6p&Se эмалируемой проволоки). Возмож ш гакже устансивка тивовых устройств ctЁi1шлИзa&иИkpиt ИчrёC ИXПctдn жений каждого калибра. Упор 19 служит для ограничения вертикального перемепе ния эмалирсюочных калибров. Форму, конструктивные размерил и мат риал корпуса калибре выбирают и согласо1вывают таким образом, чтобы в условиях статики под действием собстёеяиого веса калибры погружались в жидкость по плавковой вакнь на глубину Як близкую (или равную) высотестолба жидкооти в ванне li к .i...-,.. h-k 4 Ьж Обший цикл работы 1 держк№ йодгото вительный переходный н уогановившийся режим функционирования. В cTaTtoce до начала процесса эмалирснвания давление в канале калибра отсутствует.. В течение переходного режима 47нкпиониррвания устройства непосредственно после егч5 включения осуществляют гидродинамический подвес калибров в жидкости И их самоцентрирование относительно эмалируемой проволоки. С момента пуска И начала протягивания эмалируемой проволоки, вместе с нанесенными на ее поверхвость предвари1«лы1ым слоем лшса, через калибр в его рейочем канале возникают ги;фодинамическ« давление и обусловленнБхё им припбжённые непос дственно к калибру гидродинамйчеосие ситл состав, лгюшие ко1чэрых н)зяравлены соответсгвенно по 1ФОВОЛОКИ вертикально пверх (подъемная сила) и горизснатальво в направлении центрирования (ценгрирз ощае сила). В 1ичша подъемной гидродивамической ctata в значительной Мере зависит от йй аметрЬй технологического процеЬса эмалирования (вязкости эмшш-лака и скорости 8М 1Лирования), диаметра емалируем6)й; {фоволоки, и конструктив них размеров рабочего канала калибра. Величина и направление цеНтр уюшей пщфодинаьцическойс лы зависит от хон-ь цёнтрИчности отверстия рабс1чёго канала к)злибрв6««Ьсителы10 эмалируемой 1Ч)оволсжи. При кЬ1шентричном расположении каналй калили относительно псжерхности эмалируемой прбв1олсжиета рила равна нулю. , ,.;%:: , .: : .: Неяофедственво после включения приемного манизма и начйла протягивания sNuuikpyeMoM щюволюки через кали под вл1Ё|днИей В4 ёнйка1рщей при этом гидродинамической подъемной силы: калибр вается: btiioero гнезда 18 и перемешается вертикально вверх. этом калибр извлекают ва жидкости. Одн(Жремеш1О по мере подъема калибра и уменьшения глубины его погружения в жидкость поплавксюой ванны непрерывно уменьшается приложенна1з к нему и направленная вертикально вверх гищюстатическая сила, равная по закону Архимеда весу вытесненной им жидкости. Таким образом, воздействующая на калибр рег1ульт{фующая Подъемная ссчш, равШй сумме всех ее составляющих, по мере пс дьема ли5рв нещ)е(швно уменыиаerciTи njpH достижении им определенней высоты оказывается равной нулю. Гищюдинамический подвес эмалировочного калибра, 1ФИ котором уравновешиваюгся все воздействующие на него силы, устойчиво поддерживается в течение вс«- го времена нормальной реализации .нопогического процесса. Под влиянием гищюдвнамичёских центрирующих сил каКалибр перемешается (плавает) в жидкости до принятия имконцентричного относител но эмалируемой прсжолоки положения. среда поплавковой ванны, в которой размещены эмалировочные калибры, в условиях гидродинамического подвеса не препятствует их самоцентрирстанию (в известных аналогичных устройствах, например эмальстанках М24, С24 и GMO с мсосаническйм подвесом калибров, трекие между соприкасающейся noBepxitoo тями корпуса калибров и гребенки препят ствует их самоцентрирсюаншо). Функционирование устройстве установившемся режиме осуществляется следую щим образом; Сматываемая с огоеляюйюй катушки 1 Ефоволока (11) протягивает через слой вязкого эм ль-лаха в V «образной выточке вращающегося с посгоанной скоростыо лаконаносящего приспособлевая 4, п руженного своей нижней чао тью в шкопитательную ванну. На хкжерхиости эмалируемой проволоки удерживает ся слой лака, толщина которого Д определается вязкостью t лака, сжоросгыо протяжки V « величиной поверхностного натаженйя € ваюльзуемого эмаль- пака, и может быть вычислена по формуле А- «М ; , ... .,. ;. где 4 - диаметр проволоки; Л - некоторая постоянная величина. Дня удалевйя избытков лака, yctpaas нйя подтеков и наплывов, формирсждвия прк1я ттия строго определённой толщины i oBonoKa с удерживаемым на ее ссйверх ности предэарителы1ым (утошаениым) слоем лака протягивается через формнрующ1Э е1 отверстие эмалировочного калибра. Средаее значение толщины каждого dneMeHtajeioro слоя покрытия определяют- ся величиной диаметре эмалируемой проволоки в фсфмируюшего отверсг«я калиб-. ра, а его разностенносгь - эксцентричное тью раотоложенвя: формирующего отверс$ ия калибра относительно эмалируемой проволоки.- .- - - . . Необходимые услсмзия реализации гидродянамтеского подвеса калиброа, без выполнения его осуществление не возможно, следуюше. Вязкость используемого эмаль- пака должна превьпиать не которое критическое значения ««« (для - ,... г.- - заданного минимального значения) скорооти эмалирования . При значениях вяз- кости используемого эмаль-лака гидродинамическая подъемная сила оказываегся недостаточной и отрыва калибров от их нижних упорных шезд не происходит. Скорбеть эмалирования V должна превышать ее критическое значение . (для заданной минимальной вязкости ис41рльзу. емого эмаль-лака,), ). При значениях скорости эмалирования V Vj.np. гидро- динамическая подъемная сила оказывается недостаточной, и открыва калибров от их нижних упорных гнезд в процессе эма- лирования не происходит, При нормальных значениях основных параметров технологического процесса лалирования (вязкости эмаль-лака tt и ско- рости эмалирования V ) ьысота гидфоди камичёосого подвеса калибров относительно урсжня жидкости в .поплавковой ва,нвё; колеблется в пределах зоны Норма . Поэтому по высоте гидродинамического подвеса калибров можно судить о наличии явных дарущений технологичесясого процесса (обрывов проволоки, аномальных отклонёний фактических значений скорости эмалиргаания и вязкости ваюльзуемого эмальnasa от их предельно допустимых значений в т. Д.). Таким образом, высота подвеса эмалировочных калибров относительно уровня жидкости в поплавковой ванне является своеобразным индикатором состояния технологического процесса. Формула 3 о б р е те н и я i. Устройство для калибрования про- . тяжекного изделия, преимущестенно к станку для эмалирования щкжодов, содержащее калибродержатель в подвижно установленный, в нем калибр с формирующей частью, о тли ч аюшее ся тем, что, с целыо улучшения качества изделия путем повьпиения точности взаимного расположения изделия и калибра, калибродаржатепъ выполнен в виде ванны с жидкостью к алибр - в виде погруженного в жидкость поплавка, при этом формук щая часть расположена вне; указанной жидкости. 2. Устройство поп. l,oтличa - ю щ ё е с я тем, что в донной части ванны выполнено отверстие с трубой для прохода езделия, верхний торец которой расположен вьщю уровня жидкости, а по

| название | год | авторы | номер документа |
|---|---|---|---|
| Многоходовая установка для изготовленияэМАлиРОВАННыХ пРОВОдОВ | 1979 |
|
SU847378A1 |
| Установка для нанесения покрытий на изделие протяженной формы | 1977 |
|
SU691932A1 |
| Установка для нанесения покрытий на изделие протяженной формы | 1979 |
|
SU860144A2 |
| Способ изготовления обмоточных проводов | 1976 |
|
SU616658A1 |
| Устройство для калибрования протяженного изделия | 1980 |
|
SU980168A2 |
| Способ изготовления электрического провода | 1988 |
|
SU1607019A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОВОЛОКУ | 1970 |
|
SU264680A1 |
| Способ изготовления эмалированного провода | 1988 |
|
SU1704172A1 |
| Устройство для изготовления эмалированной проволоки | 1986 |
|
SU1327193A1 |
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ЭМАЛЕВОЙ ИЗОЛЯЦИИ ПРОВОДОВ | 2017 |
|
RU2658087C1 |
