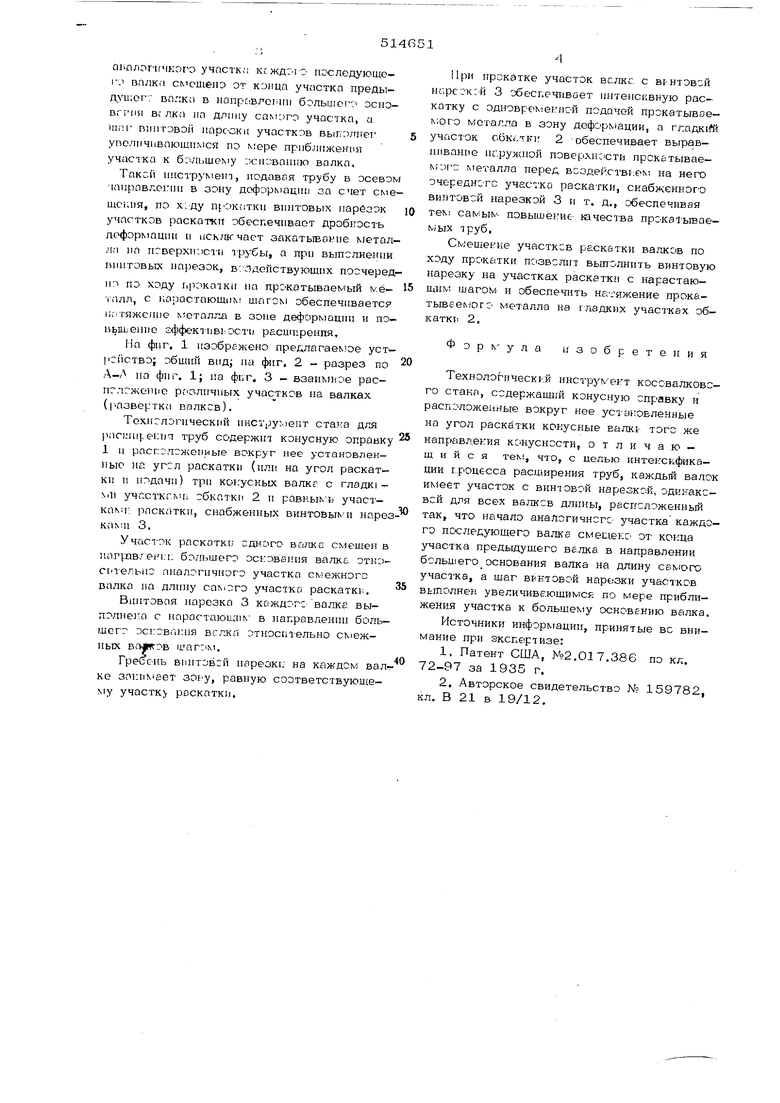
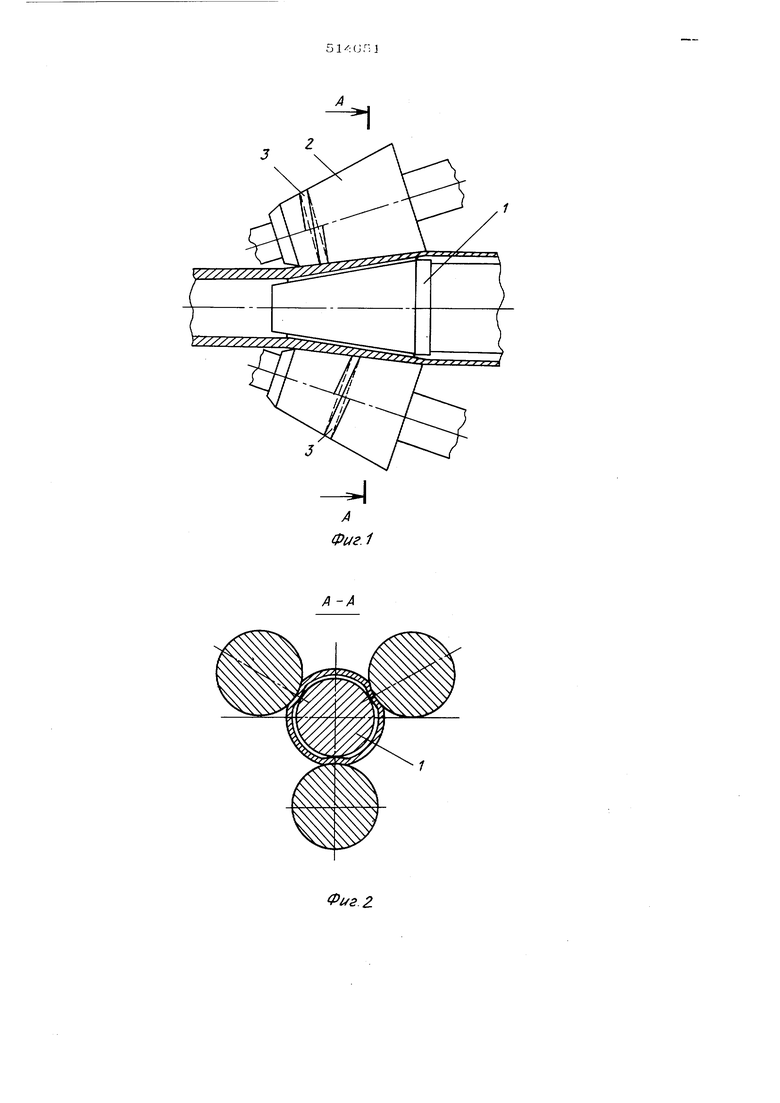
Изобретение относктся к трубопрокатному производству и касается усовершенствования технологического инструмента стана для расширения труб на оправке. Известен инструмент стана для расшире- нля труб, включающий неподвижно установ- ленкую в зоне деформации оправку и валкк, длина 6o4KVf каждого из которых составлена из одинаково направленных, но различных по величине наклона образующих-усеченкьк кс- нусоБ и )eeт участок раскатки, на котором вьтолнена винтовая нарезка и гладкий участок l . Наличие винтовой нарезки на всей длине участка раскатки каждого валка предопределяет воздействие винтовой нерезкой валка на уже нанесенный винтовой профиль на про катьгоаемый металл предыдущим валком, причем винтовая нарезка валка не всегда сов :ещается своими выступами с впадина- .ми на прокатываемом металле, что приводит к образованию закатов на поверхности трубы и, кек следствие, к браку. Дробность деформации при поперечной прокатке труб- предусмотрела за созДания серии однотипных очагов деформации при установке со смешением ва.лксв, расположенных на независимых осях по периметру трубы так, что пара диаметрально противоположных валков смещена относительно соседней пары 2 . При таком расширении труб снижено течение металла в осевом направлении и натяжении в очаге деформации, что ухудшает качество руб. Известен технологический инструк ент коссЕалкового стана, содержащий конусную оправку и расположеш.ые вокруг нее установленные на угол раскатки конусные валки того же направления конусности. Такой инструмент мало эффективен, так к&к не обеспечивает дробности деформации при раскатке в процессе расширения. Цель изобретения - интенсификация проueccti расширения труб и повышение эффективности инструмента. Для этого предлагается инструмент, каждый валок которого имеет участок с винтовой .нарезкой одинаксвой для всех валков длины, но расположенного так, что начало апплогичкого участк;: кс жд01 последующеI-J вплкп CNcmenD от кэлца участка предыдуи;сг: валка в nanpCiBrciuni бэлылот-: оспэвппя в; лка на длину самого участка, а iij,-ir niiiiroBOji ларсскц участков вь1пол1сег упсличивпющпмся по Niepe прпблпженпя участка к большему основанию валка, TaKcii инструмент, нодавая трубу в осевом iaiipnB.Gj:nii в зону дс4ормац11и за счет сме щсг.пя, по х:ду прокатки винтовых ларйзок участков раскатки обеспечивает дробность лоформации и 1)Склкчает закатывонтш NJeToa jfa но пгверхностп трубы, а при вьшслнеипи винтовых нарезок, вглдействующпх поочеред но по ходу iipOKaiKii на прокатываемый v.e- |-алл, с порастающим aiaroM обеспечивается |;;;тяже)н)е металла в зоне деформации и поubiLbeuiie гффектнв1 ости расшпренпя, lin фиг. 1 изображено предлагаемое устIciicTBo; обший внд на фиг, 2 - разрез по Л-Л но фиг. 1; на фит. 3 - взаимное расположение различных участков на валках (азвертка валксв). Технологический инструмент стака для paciJiiii-einn труб содержит конусную оправку 1 и располомчеиыые вокруг нее установлен)1ыс HG угсл раскатки (пли на угол раскатки н подачи) три конусных валке с гладк 1И y4r.cTKr-N4; обкптки 2 и paBHbiNK участKaNiH раскатки, снабженных винтовыми наре KaNni 3. Участок раскатки одного валка смешен в HarvBB/.eii: : большего основания валке относртелыю аналогичного участка смежного валка на длину участка раскатк11, BшIтoв я нарезка 3 кождогс валке, выполне)а с нnpacтaюli;и в направлепии большего ос1:овг11;11Я вслка относительно смежных E,afK-b шагом. Гре(СПь В11нтов:н HapeOKi: на каждом вал ке зопикает зогу, равную соответствующему участк раскатки. При прокатке участок валке, с в1-нтовой нарсской 3 обеспечивает гпгтенсквную раскатку с одновреме :иой подачей прокатывое ;oгo металла в зону деформации, а rr.afynfii участок сбк.тк1 2 обеспечивает выравнивание нг.рухаюй поверхнссти прокатываеKior-o металла перед всздейств1;ем на него очередного участка раскатки, скабженного вилтовсй нарезкой 3 и т, д., обеспечивая TON; самым повышение- гачества прокэ1ьшаемых труб, Cweuiei-He участков раскатки валков по ходу позволит выполнить винтовую парезку на участках раскатки с нарастающим шагом и обеспечить на-яжение прокатывеел/огс металла на гладких участках обкатк11 2, изобретения Технологический инстр мегт косоваякового стака, содержащий конусную оправку и расположенные вокруг нее установленные на угол раска.тки конусные BanKt того же направления конусности, отличающийся тел., что, с целью интенсификации г.роцбсса расширения труб, каждый валок икшет участок с винтовой нарезкой, одинаксвсй для всех валксв длины, расположенный так, что начало аналогичногс- участка каждого последующего валка смецекс от конца участка предыдущего ве.лка в направлении большего основания валка на длину .ого участка, а шаг винтовой нарезки участков выполнен увеличивающимся по мере приближения участка к большему основе.нию валка. Источники информации, принятые вс внимание при экспертизе: 1.Патент США, №2.017.386 по кл, 72-97 за 1935 г, 2,Авторское свидетельство № 159782, кл. В 21 в 19/12.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2013 |
|
RU2554246C1 |
| Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления | 2019 |
|
RU2723494C1 |
| Валок прошивного стана | 2023 |
|
RU2812165C1 |
| Технологический инструмент трехвалкового раскатного стана | 1977 |
|
SU598666A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ В ГИЛЬЗЫ-ЗАГОТОВКИ И ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК В ГИЛЬЗЫ | 2013 |
|
RU2553323C1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| Валок трехвалкового раскатного стана | 1985 |
|
SU1268221A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
Фиг Z
