Известны станки для шлифования сферических торцов конических роликов в непрерывном потоке, на Сталине которых смонтирова.ны два соосных конических диска, вращающихся с разными скоростями в разные стороны во,круг оси, проходящей через верщины конических поверхностей роликов, расположенный между ними сепаратор с гнездами для роликов, вращающийся вокруг той же оси; две направляющие, одна из которых подпружинена и служит для контроля размеров, и головка с проф,ильным щлифовальным кругом, в которых с целью увеличения производительности и повыщения чистоты обработки, на щпинделе бабки установлены различные по твердости шлифовальные круги, а оси шпинделей конических дисков и сепаратора расположены перпендикулярно осевой плоскости набора шлифовальных кругов, обрабатывающих ролики -своей периферией.
Предлагаемый станок отл,ичается от известных тем, что, с целью повышения производительности и качества обработки за счет придания образующей набора шлифовальных кругов формы кривой, обеспечивающей постепенный съем пр:Ипуска и последующую калибровку, станок снабжен несущими правящий инструмент рычагом и копиром, обеспечивающим в результате взаимодействия со щупом
синхронное вращение рычага с его поступательным перемещением.
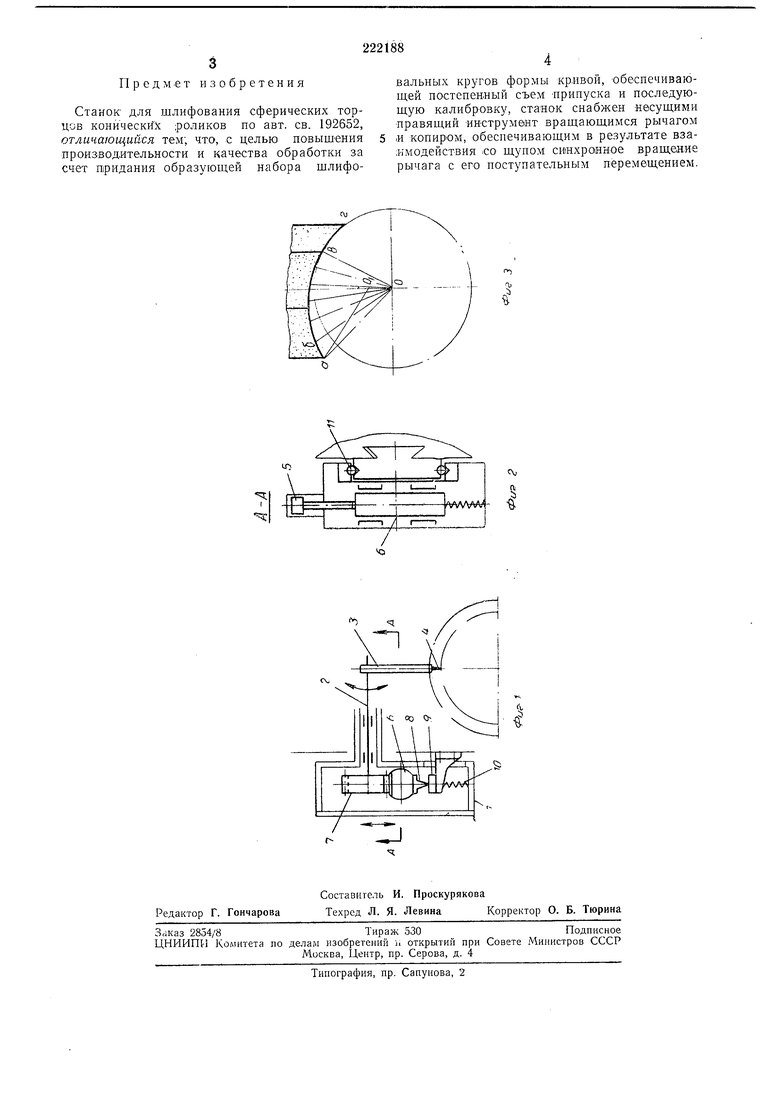
На фиг. 1 изображена схема профилирования рабочей зоны при правке; на фиг. 2-кинематическая схема правильного устройства станка, разрез по А-.4 ,на фиг. 1; на фиг. 3- образующая набора шлифова.чьных кругов, состоящая из трех участков; а б - заходного участка, б в - участка, на котором происходит постепенный съем припуска и участка в г, на котором происходит калибровка.
В корпусе / на валу 2 смонтирован рычаг , с алмазом 4. Поворот рычага при правке осу5ществляется, например, гидроц.илпндром 5, шток которого перемещ.ает рейку 6, зацепляющуюся с щестерней 7. Па рейке 6 закреплен щуп 8, следящий за профилем коппрПой линейки 9, к которой щуп поджат усилием пру0жины 10.
При правке круга по радиусу шток гидроцилиндра перемещается вертикально, вызывая вращение рычага 3 и одновременно перемещение оси поворота (вала 1) рычага о вмс5ете с корпусом / по щариковым направляющем 11 в соответствп) с профилем копира. Па ровно.м участке копира (калибрующий участок «а круге) это перемещение равно нулю, а иа других участках нзмс} яется по закону определяемому профилем копира.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 1972 |
|
SU327990A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| Станок для шлифования сферических торцов конических роликов | 1971 |
|
SU337237A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| УСТРОЙСТВО для ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1973 |
|
SU404206A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU952557A1 |
| ПОЛУАВТОМАТ ДЛЯ ШЛИФОВАНИЯ СОПРЯЖЕНИЯ ПЕРА С ЗАМКОМ ЛОПАТОК ТУРБИН | 1966 |
|
SU215756A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |