1
Изобретение применяется при восстановлении изношенных деталей путем наплавки.
Известно устройство для нанлавки ферромагнитных порошкообразных металлов на поверхность изделия, содержашее электромагнит с сердечником, являющимся электродом, и бункер с порошком.
Однако в известном устройстве бункер смонтирован отдельно от сердечника и его вибрационный дозатор не обеспечивает равномерной подачи ферромагнитного порошка в рабочий зазор. При малой подаче порошка процесс наплавки протекает неравномерно с пропусками, а при избыточной подаче порошка в рабочий зазор происходит его залипание в зазоре и сердечник с деталью нагревается.
С целью автоматизации дозировки подачи порошка в рабочий зазор, улучшения качества изделия и повышения работоспособности устройства бункер с порошком жестко закреплен на сердечнике электромагнита.
На чертеже изображено предлагаемое устройство.
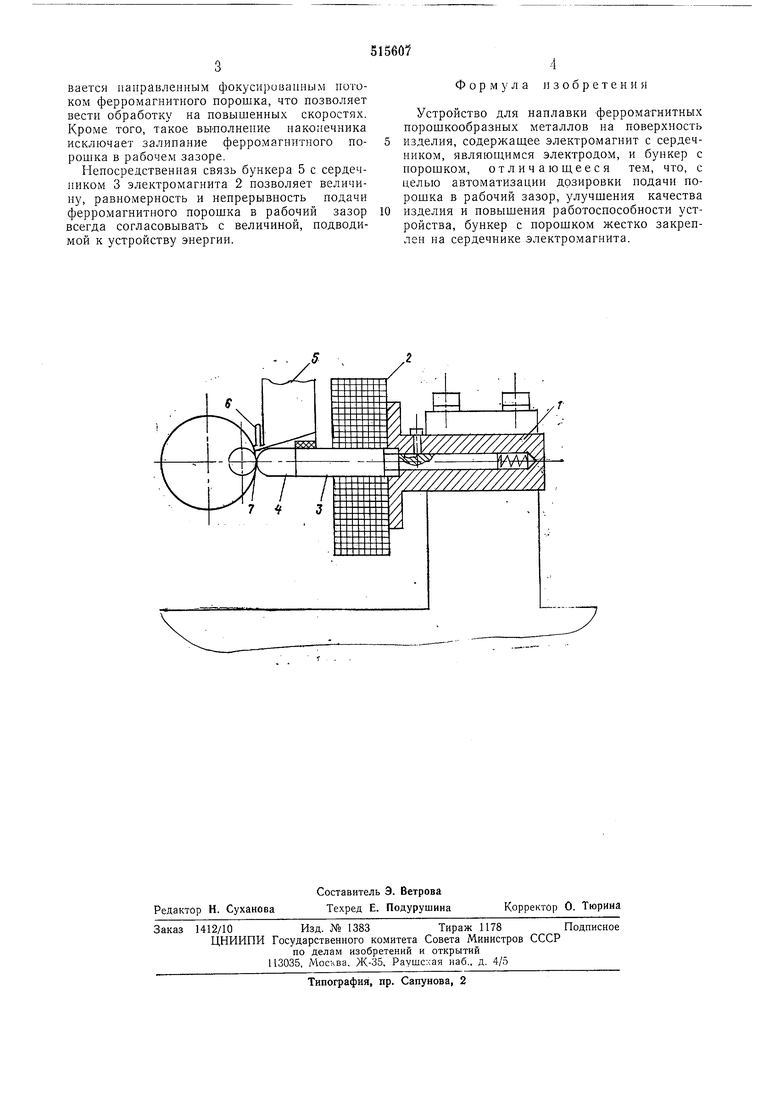
Устройство состоит из корпуса 1, электромагнита 2 с сердечником 3, на конце которого закреплен рабочий наконечник 4 со сферической рабочей частью и бункер 5 с желобом 6 для подачи наплавляемого ферромагнитного металлического порошка.
Бункер 5 жестко закреплен на сердечнике 3. Ширина желоба 6 равна ширине рабочей части рабочего наконечника 4. Это позволяет равномерно распределить ферромагнитный порошок на рабочей части наконечника 4. Бункер 5 может устанавливаться на различном расстоянии от рабочего зазора 7 по длине сердечника 3. Сердечник 3 служит виброприводом бункера.
Устройство работает следуюшим образом.
Устройство устанавливается на токарном станке. В бункер 5 засыпается ферромагнитный порошок. Между рабочим наконечником 4 и обрабатываемой деталью, изолированной от корпуса станка, устанавливается определенный зазор 7. Деталь и наконечник 4 подключаются к полюсам машинного генератора, а электромагнит 2 - к источнику питаиия. При вращении детали в зазор 7 из бункера 5, вибрирующего вместе с сердечником 3, непрерывно и равномерно подается ферромагнитный порошок, который удерживаясь в зазоре магнитным полем, создаваемым электромагнитом 2, замыкает электрическую цепь «рабочий наконечник - деталь, расплавляется и под действием электромагнитных сил наносится на обрабатываемую поверхность.
За счет сферической формы рабочей части наконечника 4 поверхность изделия обрабатывается направленным фокусированным потоком ферромагнитного порошка, что позволяет вести обработку на повышенных скоростях. Кроме того, такое выполнение наконечника исключает залипание ферромагнитного порошка в рабочем зазоре. Непосредственная связь бункера 5 с сердечником 3 электромагнита 2 позволяет величину, равномерность и непрерывность подачи ферромагнитного порошка в рабочий зазор всегда согласовывать с величиной, подводимой к устройству энергии. 4 Формула изобретения Устройство для наплавки ферромагнитных порошкообразных металлов на поверхность изделия, содержащее электромагнит с сердечником, являющимся электродом, и бункер с порощком, отличающееся тем, что, с целью автоматизации дозировки подачи порощка в рабочий зазор, улучшения качества изделия и повышения работоспособности устройства, бункер с порошком жестко закреплен на сердечнике электромагнита.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий ферромагнитными порошками | 1978 |
|
SU742119A1 |
| Устройство для магнитно-абразивной обработки деталей | 1974 |
|
SU504632A1 |
| Станок для нанесения ферромагнитных покрытий | 1977 |
|
SU654377A1 |
| Устройство для нанесения ферромагнитных покрытий | 1978 |
|
SU716768A2 |
| Способ дуговой обработки и устройство для его осуществления | 1987 |
|
SU1502239A1 |
| Устройство для электроэрозионного легирования проволоки | 1978 |
|
SU751560A1 |
| Устройство для подачи и останова ферромагнитной дроби | 1978 |
|
SU740435A1 |
| Способ магнитно-абразивной обработки | 1977 |
|
SU992173A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ УПРОЧНЯЮЩИХ ПОКРЫТИЙ ФЕРРОМАГНИТНЫМИ ПОРОШКАМИ | 1991 |
|
RU2034096C1 |
| ПОРОШКОВЫЙ ПИТАТЕЛЬ ДЛЯ ПЛАЗМЕННО-ПОРОШКОВОЙ НАПЛАВКИ | 2015 |
|
RU2607679C1 |
