1
Изобретение относится к лифтостроительной промышленности и может быть реализовано ,на участке машинной сборки кабин лифтов.
Известна поточная линия сборки кабин лифтоВ по основному aiBT. св. № 304106, состоян1,ая и. горизонтально-замкнутого напольного тележечного конвейера, пере.меш,аюш,его собираемую кабину с одной позиции сборки на арутую, а на участке монтажа жесткого каркаса кабины лифта зстановлены выдвижные в направлении к тележке конвейера вертикально расположенные базовые шаблоны, имитируюн1,ие направляюшие шахты лифта.
Недостатком известной липни является недостаточная точность совмешения плоскости направляюш,их башмаков и ловителей кабины лифта с плоскостью вертикальиых базовых шаблонов Проходного стенда при их автоматическом выдвижении, обусловленная тем, что остановка тележки, жестко связанной с тяговыми органом конвейера, а вместе с ней и собираемой .кабины в проходном стенде регла1ментируется выключением привода конвейера при помош,и путевого конечного выключателя, взаимодействующего с грузовой тележкой.
С целью улучшения качества сборки за счет повышения точности совмещения поперечной оси Кабины лифта с плоскостью базовых шаблонов проходного стенда в предлагаемой поточной линии смонтированы: в основании стенда - силовой цилиндр с шарнирно закрепленным на его штоке рычагом, вдоль трассы конвейера - тормоз, а на платфор.ме тележки - упор, взаимодействующий последовательно с указанными тормозом и рычагом, причем последний выполнен двуплечим со смещенным центром тяжести.
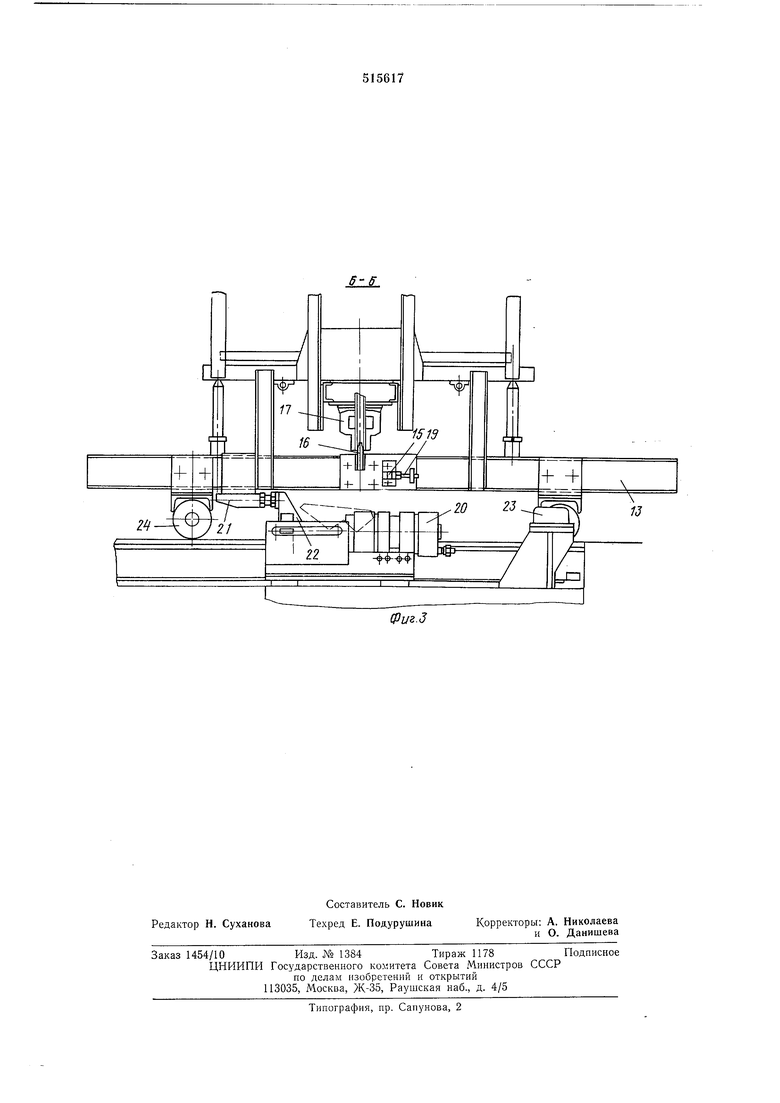
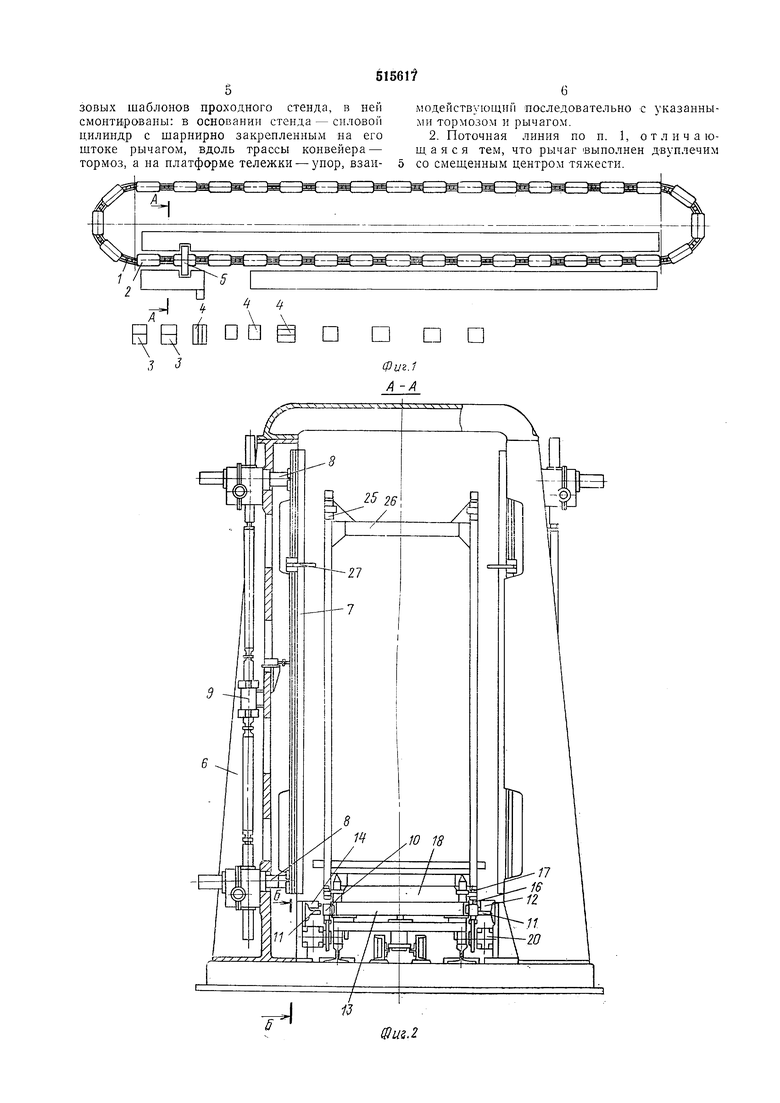
На фиг. 1 ноказана поточная линия сборки кабины лифта, вид в плане; на фиг. 2 - сечение по А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 2.
Поточная линия сборки представляет собой горизонтально замкнутый тележечный конвейер 1, на тележках 2 которого от участка к участку передается собираемая кабина лифта. На этих участках производится последовательный нооперационный монтаж элементов кабины с осуществлением необходимой регулировки и контроля работы механизмов (фиг. 1).
Поузловую ic6opKy элементов для основного конвейера осуществляют на отдельных стапсля.х и механизированных приспособлениях 3 П 4.
На участке создания жесткого каркаса кабины установлен проходной стенд 5, предназиаченпый для взаимной пространствеппой ориентации башмаа-сов и лозитглей верхней и нижней балок с последующим жестким скреплением все.х элементов каркаса, что создаст
базу для возможности осуществления дальнейших оперядяй сборки кабины.
Проходной стенд (фиг. 2) состоит нз уста1;овдеиных на стой«ах 6 выдвижных навстречу друг другу базовых шаблонов 7, ра сноложенных в одной вертикальной ллоскости нараллельно друг другу. Для перемещения базовых шаблонов на стойках 6 установлены редукторы € рейками 8. Работа редукторов синх|ронизована механизмом 9. Для совмещения продольных осей стенда 5 и телел 1 и 2 конвейера последняя снабжена расположенными по обе стороны боковыми упорами-подушками 10, а в проходном стенде на одном уровне с ними установлены горизонтальные направляющие 11. На одной из направляющих 11 укреплены орижимы 12, обе спечивающие плотное поджатие платформы ГЗ тележки в проходном стенде к противоположной направляющей И, которая снабжена путевым конечным выключателем 14, отключающим привод конвейера при воздействии на него упора 15, установленного на платформе тележкн. Настройка упора 15 относительно фиксаторов 16 положения бащмаков 17 нижней бал-ки 18 кабины лифта на платформе тележки осуществляегся регулировочным винтом 19 и регламентирует заранее, т. е. до совмещения бащмаков 17 с плоскостью базовых шаблонов 7, отключение привода конвейера, что исключает возможность «перебега тележки. Для последующего точного совмещения бащмаков 17 с плоскостью базовых щаблонов 7 в основании проходного стенда 5 по обе стороны трассы конвейера установлены силовые цилиндры 20, воздействующие на уноры 21 платформы 13 тележки 2 при помощи двуплечих рычагов 22 со смещенным центром тяжести (занимающих рабочее положение за счет неуравновешенных масс), шарнирно закрепленных на штоках цилиндров с возможностью их опрокидывания в направлении дви кения -конвейера для беспрепятственного пропускания тележки. Крайнее левое положение щтоков соответствует точному совмещению плоскости бащмаков 17 с плоскостью базовых щаблонов 7, причем для устранения влияния погрещности изготовления и монтажа на точность совмещения упоры 21 выполнены регулируемыми. Для того, чтобы обеспечить возможность независимого от тягового органа конвейера перемещения платформы 13 тележки 2 в проходном 1стенде 5 в направлении движения конвейера при выключенном его приводе, при входе в проходной стенд по обе стороны трассы конвейера установлены тормозы 23, взаимодействующие с опорными поверхностями упоров 21, причем возникающая между ними сила трения превышает силу трения покоя . опорными поверхностями Катковых балок 24 и платформой 13, благодаря чему последняя занимает относительно Катковых балок крайнее заднее в направлении движения конвейера положение. Для обеспечения предварительной пространственной ориентации и совмещения плоскости направляющих башмаков 25 верхней балки 26 кабины лифта с плоскостью базовых щаблонов 7 последние снабжены в зоне верхней
балки 26 фиксаторами 27 положения стояков кабины лифта (не показаны).
Ноточная линия сборки работает следующим образом.
Перемещаясь при помощи тягового органа
конвейера, грузовая тележка 2 при входе в проходной стенд 5 взаимодействует опорными поверхностями упоров 21, установленных на платформе 13 тележки, с тормозом 23. При этом платформа 13 тележки 2 благодаря возкикающей силе трения приостанавливается в сгюем и смещается по отнощению к Катковым балкам 24 в крайнее заднее положение, после чего она смещается с тормоза 23 и продолжает движение вместе с тяговым
органом конвейера. Далее упорами 21 тележка воздействует на двуплечие рычаги 22, которые отклоняются в направлении движения тележки 2, не препятствуя продвижению последней в проходном стенде 5.
Пропустив тележку 2, двуплечие рычаги 22 поворачиваются и занимают рабочее положение. Перемещаясь в проходном стенде 5, тележка 2 боковыми упорами-подушками 10 взаимодействует е горизонтальными нанравляющими 11 и прижимами 12, чем обеспечивается строгое совпадение продольных осей тележки и проходного стенда, а упором 15 воздействует на конечный выключатель 14, благодаря чему осуществляется заблаговременное
выключение привода конвейера. Далее в работу включаются силовые цилиндры 20, которые при помощи двуплечих рычагов 22 воздействуют на упоры 21 платформы 13 и сдвигают последнюю в направлении движения
конвейера до точного совмещения плоскостей базовых шаблонов 7 и фиксаторов 16, определяющих положение бащмаков 17 нижней балки 18 кабины лифта на платформе тележки. После чего автоматически выдвигаются
базовые щаблоны 7, которые, входя в пазы бащмаков 17 и 25, фиксируют каркас кабины в условиях идеальной щахты. Причем рабочие поверхности фиксаторов 27 вступают во взаимодействие со стояка.ми кабины лифта до
того, как щаблоны 7 начнут входить в пазы башмаков 25, что обеспечивает предварительную пространственную ориентацию верха каркаса относительно базовых щаблонов 7 и устраняет перекосы кабины. После чего выверейный по шаблонам 7 каркас жестко соединяют крепежными элементами, базовые щаблоны 7 убирают, и каркас поступает по конвейеру на последующие 1стадии сборки.
Формула изобретения
1. Поточная линия сборки кабины лифта по авт. св. JYs 304106, отличающаяся тем, что, с целью улучщения качества сборки за счет повышения точности совмещения поперечной оси кабины лифта с плоскостью базовых шаблонов проходного стенда, в ней смонтированы: в основании стенда - силовой иилиндр с И1арнирно закрепленным на его штоке рычагом, вдоль трассы конвейера - тормоз, а на платформе тележки - упор, взаи I И D п п п J 3 (Sus.2 модеиствующип последовательно с указанными тормозом и рычагом. 2. Поточная линия по п. 1, отличаюш, а я с я тем, что рычаг выполнен двуплечим со смещенным центром тяжести. п
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ СБОРКИ КАБИНЫ ЛИФТА | 1971 |
|
SU304106A1 |
| СТЕНД ДЛЯ СБОРКИ КАБИНЫ ЛИФТА' t-'>&-b/luш^ | 1973 |
|
SU376218A1 |
| Устройство для транспортировки и поворота изделий в поточной линии | 1981 |
|
SU995439A1 |
| Транспортная тележка полуавтоматической линии сборки червячных редукторов | 1979 |
|
SU856755A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Поточная линия для сборки под сварку,сварки и испытания цилиндрических резервуаров | 1981 |
|
SU986689A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для сборки и сварки крупногабаритных изделий | 1986 |
|
SU1400840A1 |
| Тележечный конвейер | 1985 |
|
SU1276577A2 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ | 2003 |
|
RU2242365C2 |