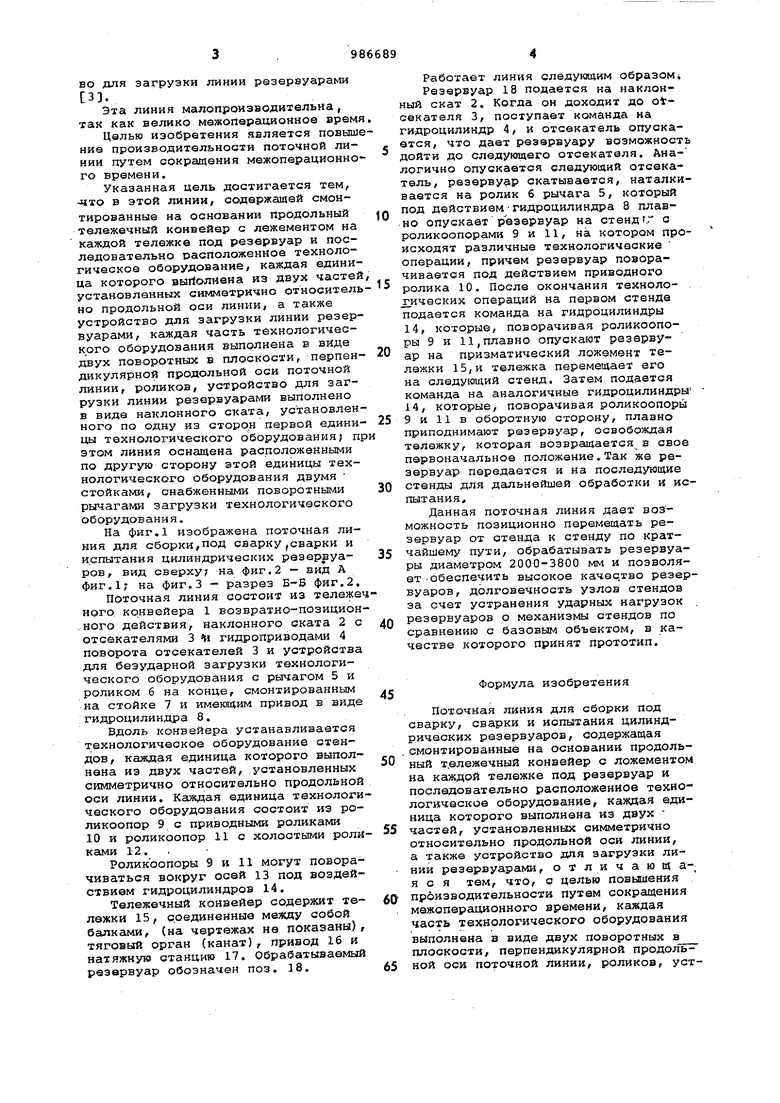
во для загрузки линии резервуарами 3. Эта линия малопроизводительна, так как велико межопарационное врем Целью изобретения является повыш ние производительности поточной лиНИИ путем сокращения межоперационно го времени. Указанная цель достигается тем, -что в этой линии, содержащей смонтированные на основании продольный тележечный конвейер с ложементом на каждой тележке под резервуар и последовательно расположенное технологическое оборудование, каждая едини ца которого выйолиена из двух часте установленных симметрично относител но продольной оси линии, а также устройство для загрузки линии резер вуарами, каждая часть технологического оборудования выполнена в виде двух поворотных в плоскости, перпен дикулярной продольной оси поточной линии, роликов, устройство для загрузки линии резервуарами выполнено в виде наклонного ската, установлен ного по одну из сторон первой едини цы технологического оборудования; п этом линия оснащена расположенными по другую сторону этой единицы технологического оборудования двумя стойками, снабженными поворотными рычагами загрузки технологического оборудовани я, На фиг.1 изображена поточная линия для сборки,под сварку ,сварки и испытания цилиндрических рвзервуаров, вид сверху на фиг.2 - вид А фиг.1; на фиг.З - разрез Б-Б фиг.2. Поточная линия состоит из тележе ного конвейера 1 возвратно-позицион .ного действия, наклонного ската 2с отсекателями 3 гидроприводами 4 поворота отсекателей 3 и устройства для безударной загрузки технологического оборудования с рычагом 5 и роликом 6 на конце, смонтированным на стойке 7 и имеющим привод в виде гидроцилиндра 8. Вдоль конвейера устанавливается технологическое оборудование стендов, Кс1ждая единица которого выполнена из двух частей, установленных симметрично относительно продольной оси линии. Каждая единица технологи ческого оборудования состоит из роликоопор 9 с приводными роликами 10 и роликоопор 11 с холостыгли роли ками 12. Роликоопоры 9 и 11 могут поворачиваться вокруг осей 13 под воздействием гидроцилиндров 14, Тележечный конвейер содержит тележки 15, соединенные между собой балками, (на чертежах на показаны), тяговый орган (канат), привод 16 и натяжную станцию 17. Обрабатываемый резервуар обозначен поз. 18. Работает линия следующим образом Резервуар 18 подается на наклонный скат 2. Когда он доходит до otсекателя 3, поступает команда на гидроцилиндр 4, и отсекатель опускается, что дает резервуару возможность дойти до следующего отсекателя. Дналогично опускается следующий отсекатель, резервуар скатывается, наталкивается на ролик б рычага 5, который под действием-гидроцилиндра 8 плавно опускает резервуар на стенд .г с роликоопорами 9 и 11, на котором происходят различные технологические операции, причем резервуар поворачивается под действием приводного ролика 10. После окончания техноло гич@ских операций на первом стенде подается команда на гидроцилиндры 14, которые, поворачивая роликоопоры 9 и 11,плавно опускают резарвуар на призматический ложемент тележки 15,и тележка перемещает его на следующий стенд. Затем подается команда на аналогичные гидроцилиндры 14, которые, поворачивая роликоопоры 9 и 11 в оборотную сторону, плавно приподнимают резервуар, освобождая тележку, которая возвращается в свое первоначальное положение.Так же резервуар передается и на последуюпше стенды для дальнейшей обработки и испытания. Данная поточная линия дает возможность позиционно перемещать резервуар от стенда к стенду по кратчайшему пути, обрабатывать резервуары диаметром 2000-3800мм и позволяет .обеспечить высокое качес.тво резервуаров, долговечность узлов стендов за счет устранения ударных нагрузок резервуаров о механизмы стендов по сравнению с базовым объектом, в качестве которого принят прототип. Формула изобретения Поточная линия для сборки под сварку, сварки и испытания цилиндрических резервуаров, содержащая смонтированные на основании продольный т.ележечный конвейер с ложементом на каждой тележке под резервуар и последовательно расположенное технологическое оборудование, каждая единица которого выполнена из двух частей, установленных симметрично относительно продольной оси линии, а также устройство для загрузки линии резервуарами, отличают ая с я тем, что, с целью повышения прбизводительности путем сокращения межоперационного времени, каждая часть технологического оборудования выполнена в виде двух поворотных в плоскости, перпендикулярной продольной оси поточной линии, роликов, уст

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Поточная линия для сборки и сварки цилиндрических изделий и перестановки их с одной технологической позиции на другую | 1980 |
|
SU893496A1 |
| Поточная механизированная линия для сборки и сварки балок их двух продольных элементов с деталями насыщения | 1980 |
|
SU897452A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU656788A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
