1
Изобретение относится к области приборостроения и может быть использовано при массовом изготовлении многодорожечных блоков магнитных головок.
Известны способы изготовления магнитных головок, при которых осуществляют штампование пластин полусердечников и их последующую обработку на шлифовальных станках. Применение разпообразных по форме шлифовальных инструментов позволяет получать требуемую форму полусердечников п сердечников блока головок, но с одним общим недостатком - с потерей частично свойств используемых материалов в районе рабочих зазоров. Вместе с тем и технология изготовления блоков головок в нзвестных случаях остается довольно сложной, а толщина пакета пластин головки не всегда одинаковой, что приводит к искажениям при осуществлении записи-воспроизведения информапип в аипаратуре магпитной записи I и 2.
Наиболее близким техннческим решением к предлагаемому способу является способ изготовления блока головок, по которо.му осуществляют соединение иластин полусердечников перемычками. В дальнейшем эти перемычк удаляют путем шлифования полусердечников по плоскости разъема с получением зеркально-симметричных полублоков, из которых и собирают блоки головок 3.
При реализации такого способа не удается в достаточной степени упростить технологию изготовления блока голопок, загп л ителы:ым является получение одпнакопых ;-) толииг;1е пакетов пластин .1,ля каждой головки блока в отдельности, а также одппакозмх р-сстоянпй между ними, но обязательно при сохраиен:г: магнитных свойств сердечников в области рабочих зазоров. В результате при установке таких головок на аппараты магнитной записи может возникнуть искажение зап;сываемой и вocнpoпзвoди ioй ;;Нфорл1а1ип.
Пель изобретения - упроще;111е технологии изготовления блока магиитггп.х головок, осуш.ествление возможност; иол -;еиия в нем одннаковых по толпл П1е пакетов пластин каждой головки, а также одпнако-их расстояиий между последними при сохранен :); магиитпых свойств cep;;e4i :iKOB в области рабочих зазоров.
Это достигается тем, что но предлагаемому способу иластииь: полусердечников штампуют соедииетшы.мн в задней части двумя перемычками, набирают в пакеты вьибраиной толщины п прикрепляют их к вкладыша.;, также соединенным в задней части двумя перемтлчками, шлифуют вкладыш:; с иакетамн по базовой плоскости, параллельной плоскости разъема, и по илоскост разъема вкладышей, нрн этом соединяющие перемычки удаляют и
получают два зеркально-сршметрнчных полублока.
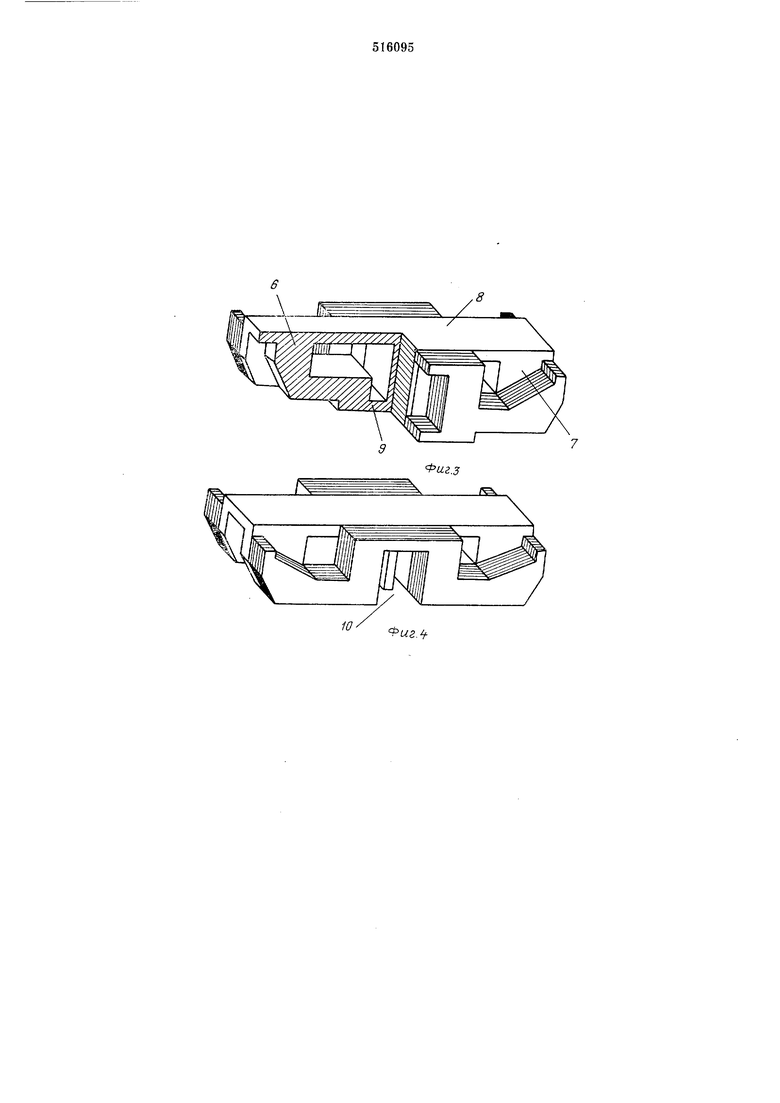
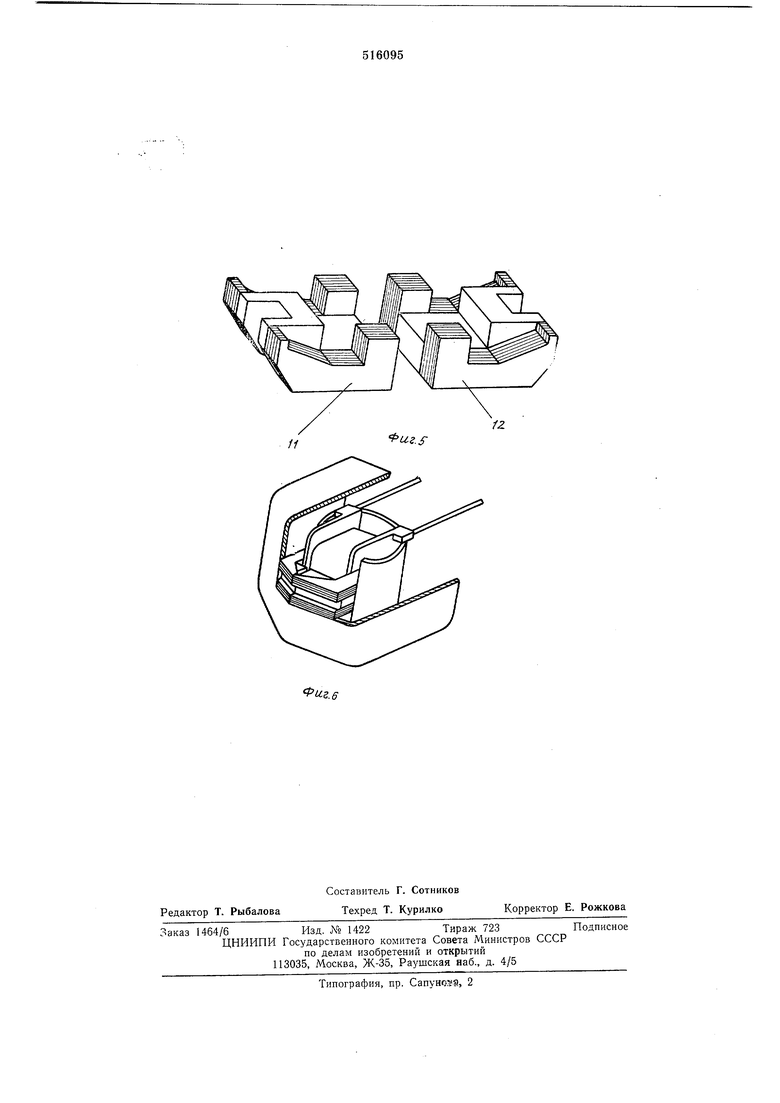
На фиг. 1-6 показаны отдельные операции при осуществлении способа.
Первоначально штампуют пластины 1 (фиг. 1), которые в задней части имеют перемычки 2 и 3. Пластины собирают в пакет, имеющий форму двух полусердечииков 4 и 5 (фиг. 2). Далее эти пакеты скрепляют с двумя вкладыщами 6 и 7, также соединенными в задней части двумя перемычками 8 и 9 (фиг, 3). При шлифовке удаляют перемычки 3 и 9, и шлифовке подвергаются вкладыши и полусердечники по базовой плоскости, и виизу образуется открытое окно 10 (фиг. 4). При шлифовке вкладыщей и полусердечников по плоскости разъема получают два зеркальиосимметричиых полублока И и 12 (фиг. 5). После соединения полублоков в блок головок последний принимает вид, показанный иа фиг. 6.
При осуществлении предлагаемого способа сокращается трудоемкость изготовления блока головок, увеличивается точиость получения одинаковых по толщиие пакетов в каждой отдельной головке общего блока, а также одинаковых расстояний между головками блока. Кроме того, возможно размещение в более тех} ологическом иорядке обмоток иа задией части сердечника. Осиовиым же достоинством способа является со.хранеиие магиитиых свойств сердечников в области рабочих зазоров, которые при других способах обработки эти свойства иесколько теряют.
4 Формула изобретения
Способ изготовления блока магнитных головок, основанный на соединении пластин полусердечииков перемычками с последующим их удалением методом щлифования по плоскости разъема и получением зеркально-симметричиых полублоков из которых собирают блок головкн, отличающийся тем, что, с целью упрощеиия технологии изготовления блока, осуществления возможности получения в нем одинаковых по толщиие пакетов пластин каждой головки, а также одинаковых расстояний между последними при сохранении магнитных свойств сердечников в области рабочих зазоров, пластины полусердечников штампуют соединенными В задией части двумя иеремычками, набирают в иакеты выбранной толщины и прикрепляют их к вкладыщам, также соединенным в задней части двумя перемычками, шлифуют вкладыши с пакетами по базовой плоскости, параллельной плоскости разъема, и по плоскости разъема вкладышей, при этом соединяющие перемычки удаляют и получают два зеркально-симметричных полублока.
Источники информации, принятые во внимание при экспертизе:
1.Патент США № 3737992, кл. 29-603, 1973.
2.Патент США № 3678576, кл. 29-603, 1972.
3.Патент США № 3391453, кл. 29-603, 1970.
.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления магнитной головки | 1977 |
|
SU656103A1 |
| Способ изготовления магнитных головок | 1981 |
|
SU966733A1 |
| Способ изготовления магнитной головки | 1976 |
|
SU566263A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| Многодорожечный блок магнитных головок | 1976 |
|
SU580576A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления блока магнитных головок | 1976 |
|
SU575682A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |