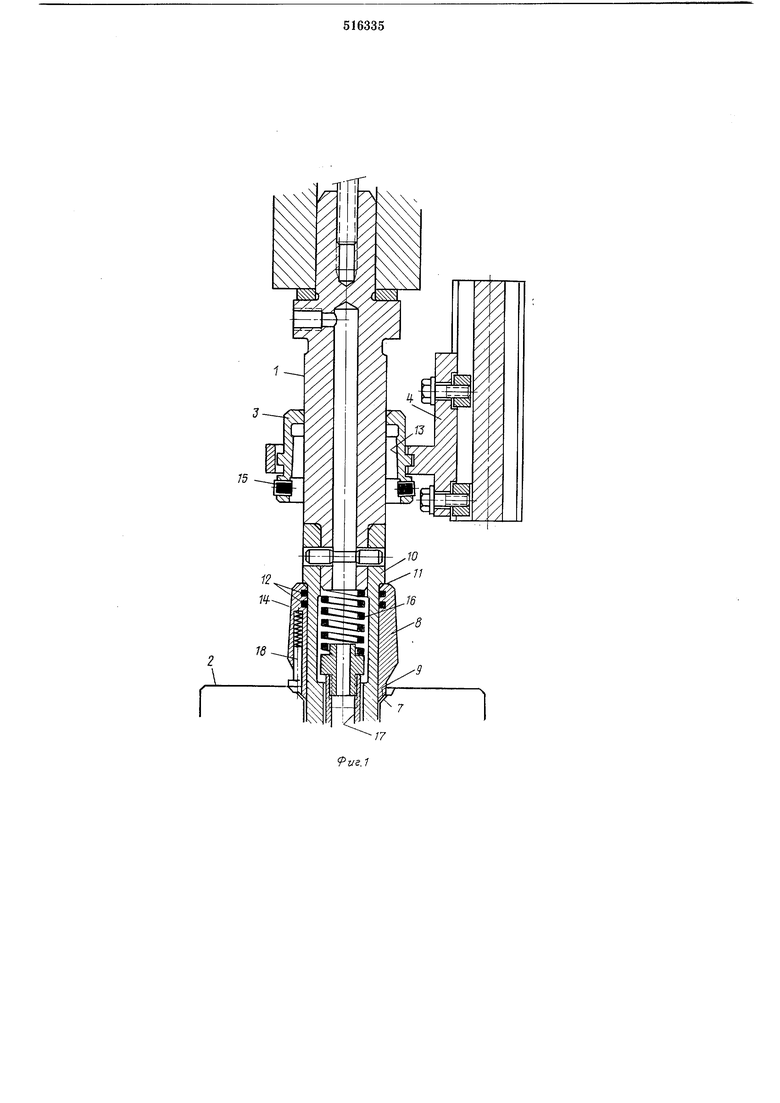
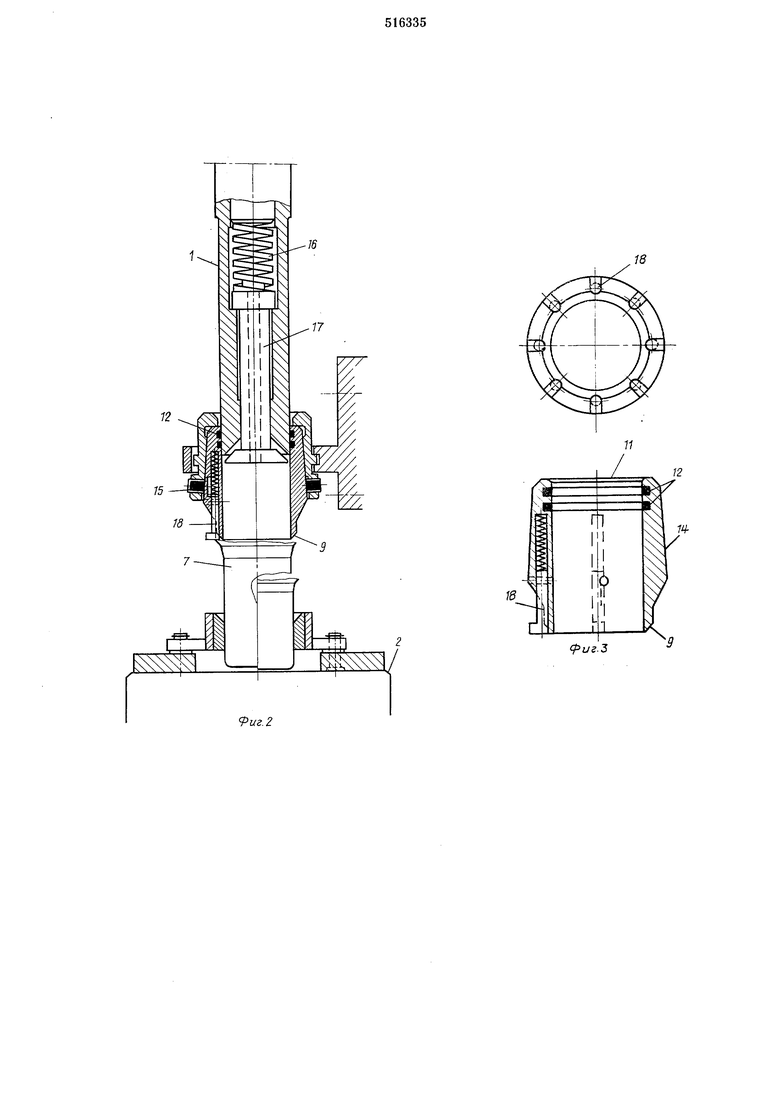
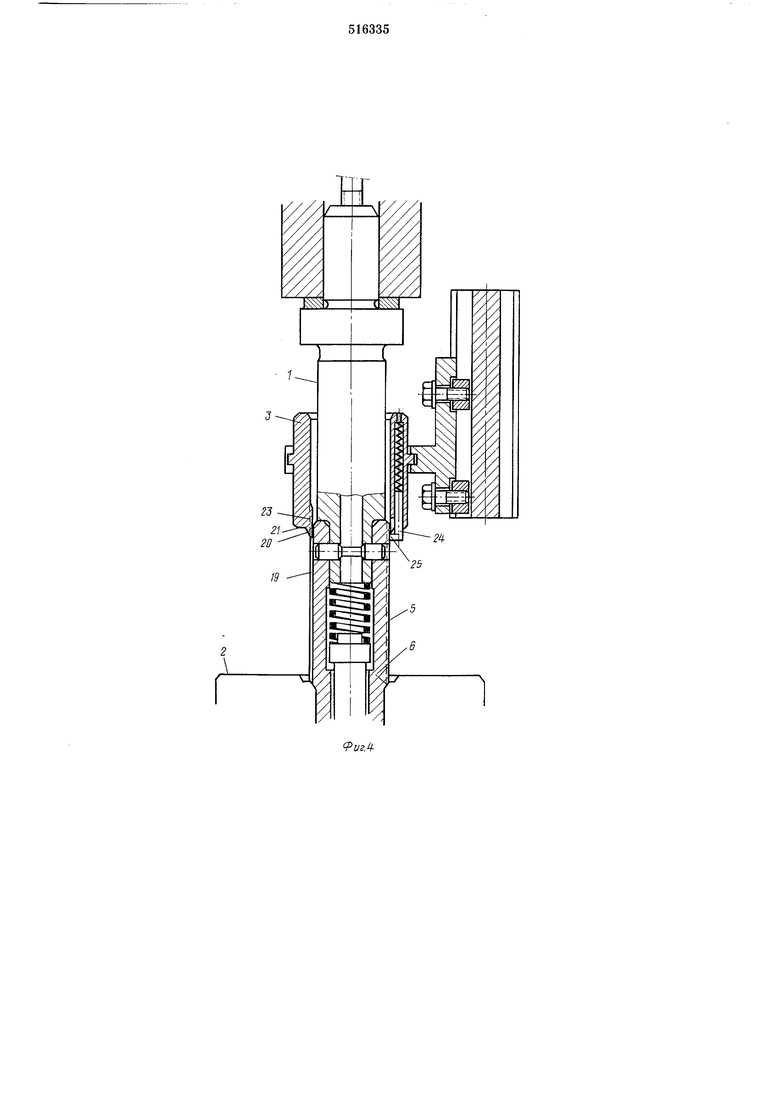
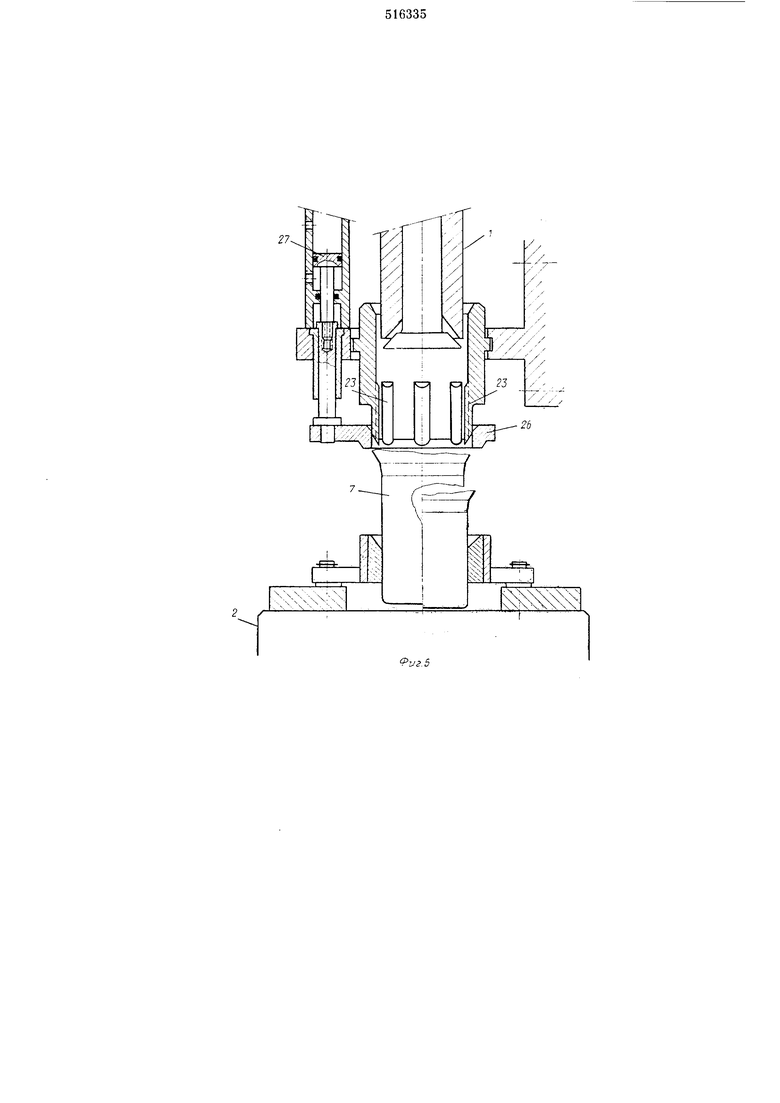
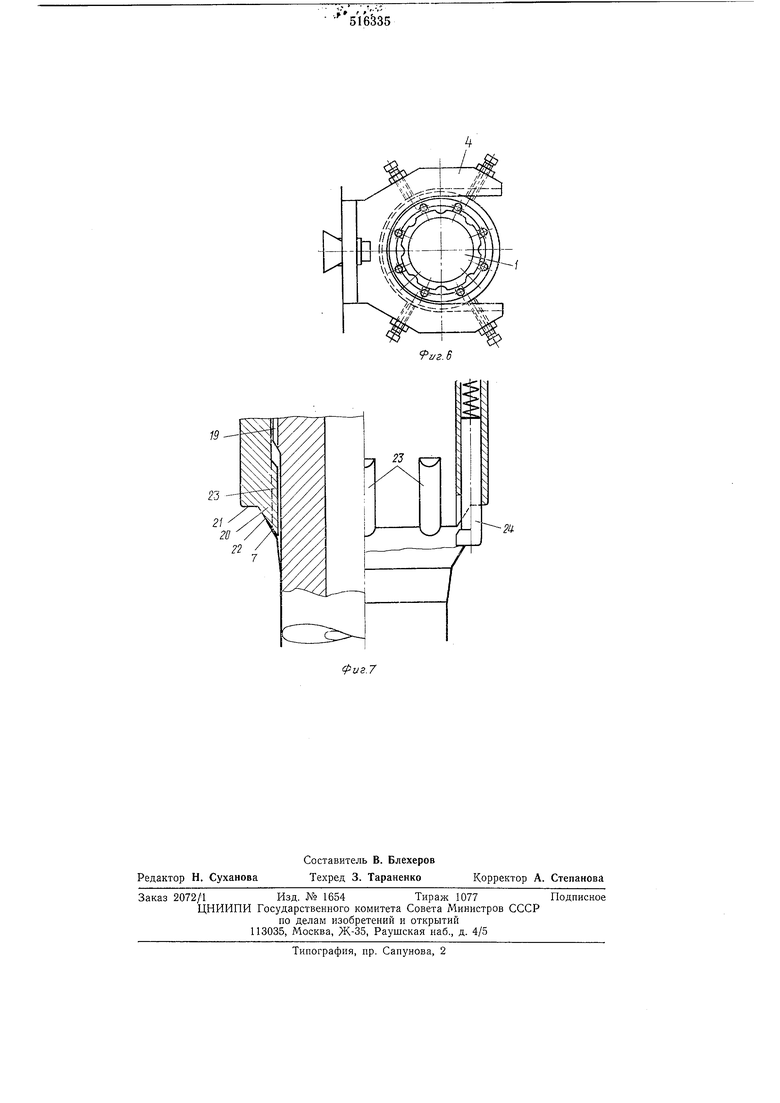
быть снабжен Концентричным ему кольцом, установленным в его нижней части с возможностью независимого воздействия на торец изделия и имеющим привод осевого перемещения, на-пример оневмоцилиндр. На фиг. 1 цоказана одна из форм исполнения штампа в «онце хода вытяжки; на фиг. 2- то же, после съема изделия; на фиг. 3- втулка, образующая ступень большего диаметра пуансона; на фиг. 4 и 5-другая форма исполнения штампа; на фиг. 6 и 7-в увеличенном масштабе отдельные конструктивные узлы штампа согласно фиг. 4 и 5. ШтаМп для вытяжки содержит пуансон 1, матрицу 2 и установленный над матрицей съемник, выполненный в еиде охватывающего пуансон кольца 3. Съемное кольцо 3 неподвижно закреплено в кронштейне 4, имеющем возможность регулирования по высоте относительно матрицы 2. Со стороны съемного колкца 2 пуансон 1 имеет ступень 5 большего диаметра с конусной переходной поверхностью 6 к рабочему диаметру пуансона. Конусная переходная поверхность 6 служит для раздачи горловины детали 7 на конус в конце хода вытяжки. Согласно одной из форм исполнения (фиг. 1-3) ступень 5 большего диаметра выполнена в виде втулки 8 с конусным рабочим торцом 9, установленной на пуансоне 1 с возможностью осевого относительно пуансона перемещения под действием съемного кольца 3. Для перемещения втулки 8 вниз и передачи усилия, необходимого для раздачи на конце горловина детали 7, па пуансоне 1 выполнен :бурт 10, воздействующий на нерабочий торец 11 втулки 8. Для предотвращения самопроизвольного перемещения втулки 8 .на пуансоне 1 на ее внутренней П01верхности установлено фрикционное КОЛЬЦО 12, охватывающее пуансон. С щелью удержания в верхнем положении втулки 8 В -начальный моме.нт рабочего хода пуансона 1, съемное кольцо 3 выполнено с внутренней -конусной поверхностью 13, согласо-ванной с наружной конусной поверхностью 14 втулки 8. С этой же целью съемное -кольцо может быть снабжено одним или несколькими постоянными магнитами 15. Для предварительного отжатия сфор-моваиной детали 7 от пуансона 1 в его центральной части выполнено отверстие, в котором помещен нагруженный пр-ужиной 16 стержень 17 с торцовой частью, выполненной по форме дна детали. Кроме того, с этой же целью втулка 8 может быть снабжена подпружиненны.ми в осевом направлении толкателями 18 с утолщениями на выступающих К-онцах, взаимодействующ-их с торцом детали 7. Согласно другой форме исполнения (фиг. 4-7) ступень 5 большего диаметра выполнена за одно целое с пуансоном 1 и имеет продольные пазы 19. В этом случае съемное кольцо 3 выполнено с выступом 20, на торце 21 имеющим конусную наружную поверхность 22 и внутренние ребра 23, входящие в пазы 19 ступени 5 большего диаметра -пуансона. Для обжатия в начальный момент съема детали 7 съемное кольцо 3 может быть снабжено подпружиненными в осевом направлении цилиндрическими толкателями 24 с утолщениями 25 на выступающих концах, .взаимодействующих с торцо-м детали 7. Кроме того, с этой же целью съемноС -кольцо 3 может быть снабжено концентричным ему кольцом 26, установленным в его нижней части и имеющим независимый привод осевого перемещения, который может быть выполнен, например, в виде пнввмоцилиндра 27. Согласно первой форме и-ополнения (фиг. 1-3) штамп работает следующим образом. При рабочем ходе иуансон 1, двигаясь вниз, буртом 10 захватывает втул-ку 8, удерживаемую в иолости съемного кольца 3 либо за счет сил трения, либо с помощью постоянных магнитов 15, либо за счет тех и других одновременно. В Конечный момент вытяжки Втулка 8 усилием пуаисона 1 воздействует конусным рабочим торцом 9 на горло-вину детали 7 и раздает ее на конус. При обратном ходе пуансона под действием пружины 16 стержень 17 торцовой частью осуществляет предварительный небольшой сдвиг детали 7 на пуансоне 1. Этому же способствуют и подпружиненные толкатели 18, воздействующие утолщенными концами на торец детал-и 7. При дальнейшем ходе пуансон 1 двигается вверх совместно с деталью 7 и втулкой 8 до тех пор, пока конусная наружная поверхность 14 последней не -вор1дет в полость, образованную внутренней конусной поверхностью 13 съем-ного кольца 3. При этом втулка 8 останавливается и, воздействуя конусным рабочим торцом 9 на ранее сформованную конусную поверхность горловины детали 7, снимает ее с пуансона. Согласно другой форме исполнения (фиг. 4 - 7) пуансон в конечный момент вытяжки воздействует конусной переходной поверхностью 6 на горловину детали 7 и разжи-мает ее на конус. При о-братном ходе пуансона деталь, предварительно отжатая стержнем 17, двигается совместно с пуансоном вверх до тех пор, пока выступ 20 съемного кольца 3 конусной наружной поверхностью 22 не упрется в ранее сформованную конусную поверхность горлавипы детали 7. После чего деталь снимается с нуансона. . Для повышения надежности съема на торец детали могут дополнительно воздействовать либо -подпружиненные толкатели 24, либо кольцо 26, перемещаемое в осевом направлении пневмоцилиндром 27, либо то и другое одновременно. При этом наличие пазов 19 на ступени большего диаметра пуансона 1, в которые входят спрофилированные ребра 23 съемного кольца 3, предотвращает защемление детали 7 в съемнике и гарантирует высокую надежность съема.
Формула изобретения
1.Штамп для вытяжки, содерл ащий матрИЦу, туансон и расположенный над матрицей съемник в виде охватывающего луансон кольца, отличающийся тем, что, с целью повышения надежности съема, пуансон со стороны съемного кольца имеет увеличенный диаметр с конусной переходной поверхностью к рабочему диаметру -пуансона, служащей для раздачи горловины детали на конус в конце хода вытяжки.
2.Штами по -п. 1, отличающийся тем, что ступень большего диаметра пуансона вытолнена в виде втулки с конусным рабочим торцом, установленной на пуансоне с возможностью осевого перемещения под действием съемного кольца, а на пуансоне выполнен бурт, Бзаимодейсрвующий с нерабочим торцом втулки, при этом на внутренней поверхности втулки у|Станавлено охватывающее пуансон фрикционное кольцо.
3.Штамп по пп. 1 и 2, отл ич а ющи и ся тем, что съемное кольцо выполнено с внутренней Конусной поверхностью, согласованной с наружной конусной поверхностью втулки, образующей ступень большего диаметра пуансона.
4.Штамп по пп. 1-3, отличающийся тем, что съемное кольцо снабжено элементом
для удержания втулки, образующей ступень большего диаметра пуансона в полости кольца, например, магнитом.
5.Штамп по пп. 1 -4, о т л и ч а ю щ и и с я тем, что втулка, образующая ступень большего диаметра пуансона, снабжена отверстиями, в которых установлены подпружиненные в осевом направлении цилиндрические толкатели с утолщениями на выступающих концах,
взаимодействующих с торцом детали.
6.Штамп по п. 1, отличающийся тем, что на ступени больщего диаметра пуансона выполнены продольные пазы, а на торце съемного кольца - выступ с конусной наружной
поверхностью и ребрами, входящими в упомянутые пазы.
7.Штамп по пп. 1 и 6, отличающийся тем, что съемное кольцо снабжено подпрул иненными в осевом направлении цилиндрическими толкателями с утолщениями на рабочих концах, входящими в пазы ступени больщего диаметра пуансона и взаимодействующими с торцом детали.
8.Штамп по пп. 1, 6 и 7, о т л и ч а ю щ и и с я тем, что съемник снабжен кольцом, установленным концентрично ему IB его нижней части с возможностью независимого воздействия на торце изделия и связанным с приводом осевого перемещения, например пневмоцилиндром.
liz.Z
(
27
Руг 5
19
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Комбинированный штамп | 1985 |
|
SU1233999A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп для вытяжки и обрезки | 1986 |
|
SU1333449A1 |
| Способ изготовления полой заготовки баллончика | 1991 |
|
SU1819173A3 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для вытяжки полых изделий | 1983 |
|
SU1139537A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |