(54) СПОСОБ КАЛИБРОВКИ ТРУБ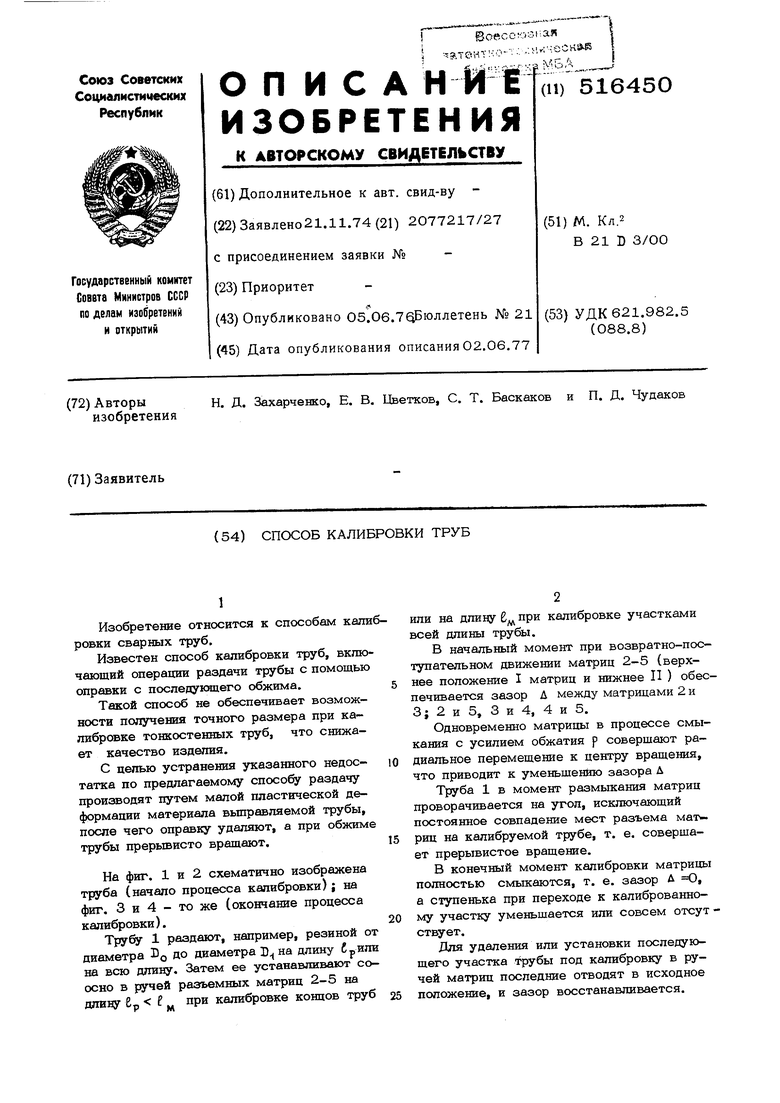
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для калибровки концов труб | 1976 |
|
SU588036A1 |
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ гибки полых заготовок с дном | 1978 |
|
SU749492A2 |
| СПОСОБ КАЛИБРОВКИ КОНЦОВ ДЛИННОМЕРНЫХ ТЕПЛООБМЕННЫХ ТРУБ | 2010 |
|
RU2457056C1 |
| Способ получения полых изделий из трубчатых заготовок | 1989 |
|
SU1754289A1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| Способ изготовления оболочек переменного сечения | 2021 |
|
RU2779127C1 |
| Способ изготовления тонкостенных оболочек и устройство для его осуществления | 1979 |
|
SU776719A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2013 |
|
RU2538792C1 |
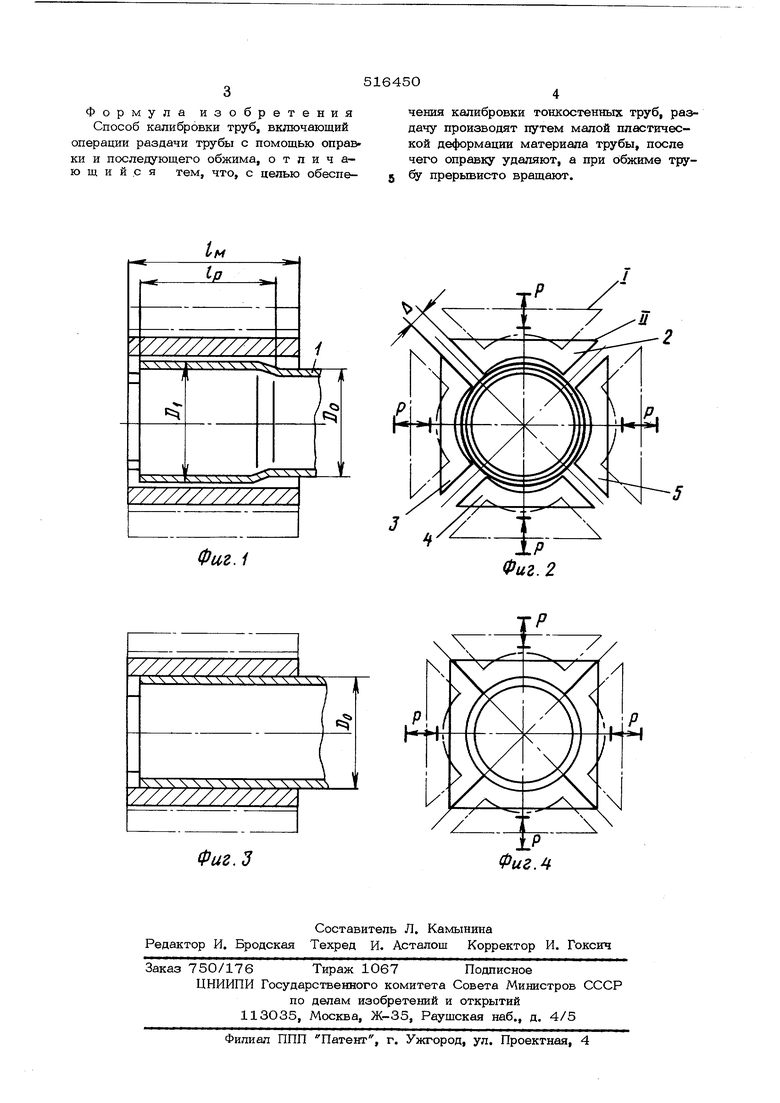
Изобретение относится к способам кал ровки сварных труб. Известен способ калибровки труб, вкгао чаюший операции раздачи трубы с помощью оправки с поспедукицего обжима. Такой способ не обеспечивает возможности получения точного размера при калибровке тонкостенных труб, что снижает качество изделия. С целью устранения указанного недостатка по предлагаемому способу раздачу производят путем малой пластической деформации материала вьшравляемой трубы, после чего оправку удаляют, а при обжим трубы прерывисто вращают. На фиг. 1 и 2 схематично изображена труба (начало процесса калибровки); на фиг. 3 и 4 - то же (окончание процесса калибровки). Трубу 1 раздают, например, резиной о диаметра DQ до диаметра D на длину СрИл на всю длину. Затем ее устанавливают со осно в ручей разъемных матриц 2-5 на Р при калибровке концов труб длину 6р или на длину i при калибровке участками всей длины трубы, В начальный момент при возвратно-поступательном движении матриц 2-5 (верхнее положение I матриц и нижнее П ) обеспечивается зазор Д между матрицами 2 и 3; 2 и 5, 3 и 4, 4 и 5, Одновременно матрицы в процессе смыкания с усилием обжатия р совершают радиальное перемещение к центру вращения, что приводит к уменьшению зазора Д Труба 1 в момент размыкания матриц проворачивается на угол, исключающий постоянное совпадение мест разъема мат- риц на калибруемой трубе, т. е. совершает прерывистое вращение. В конечный момент калибровки матрицы полностью смыкаются, т. е. зазор А О, а ступенька при переходе к калиброванному участку уменьшается или совсем отсут ствует. Для удаления или установки последующего участка трубы под калибровку в ручей матриц последние отводят в исходное положение, и зазор восстанавливается.
34
Формула изобретениячения калибровки тонкостенных труб, разСпособ калибровки труб, включающийдачу производят путем малой пластичесоперации раздачи трубы с помощью оправ-кой деформации материала трубы, после ки и последующего обжима, о т л и ч а-чего оправку удаляют, а при обжиме трую щ и и с я тем, что, с целью обеспе-j бу прерьгоисто вращают.
516450
