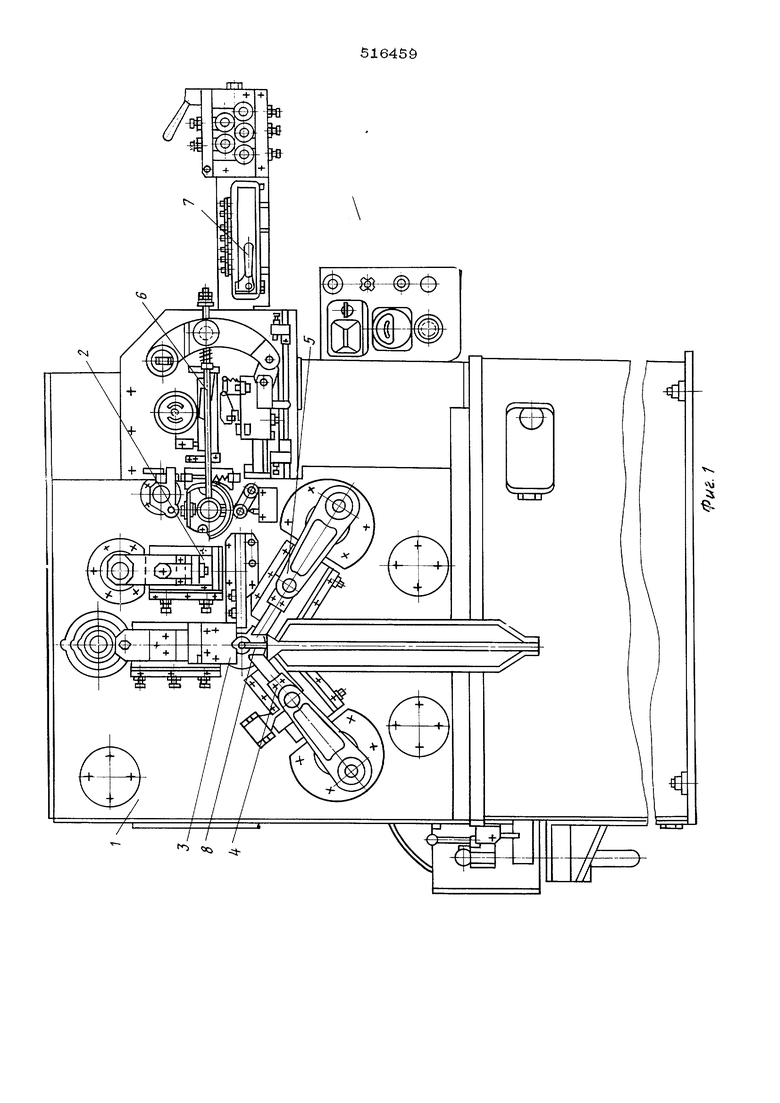
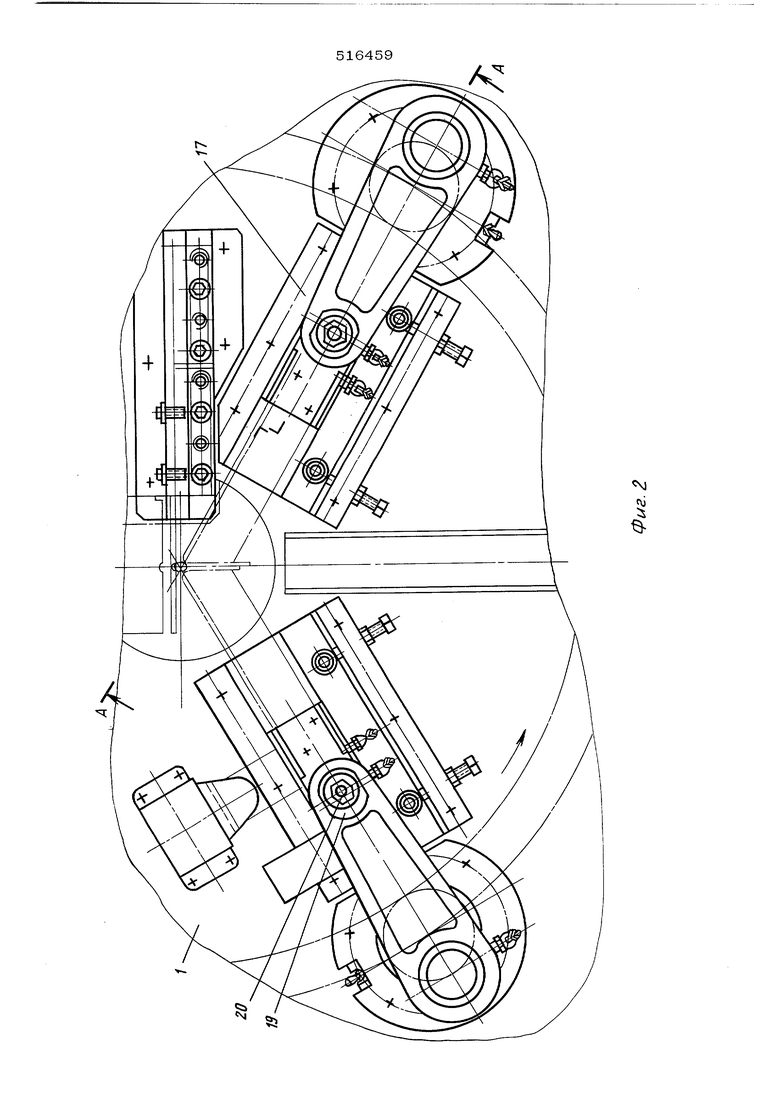
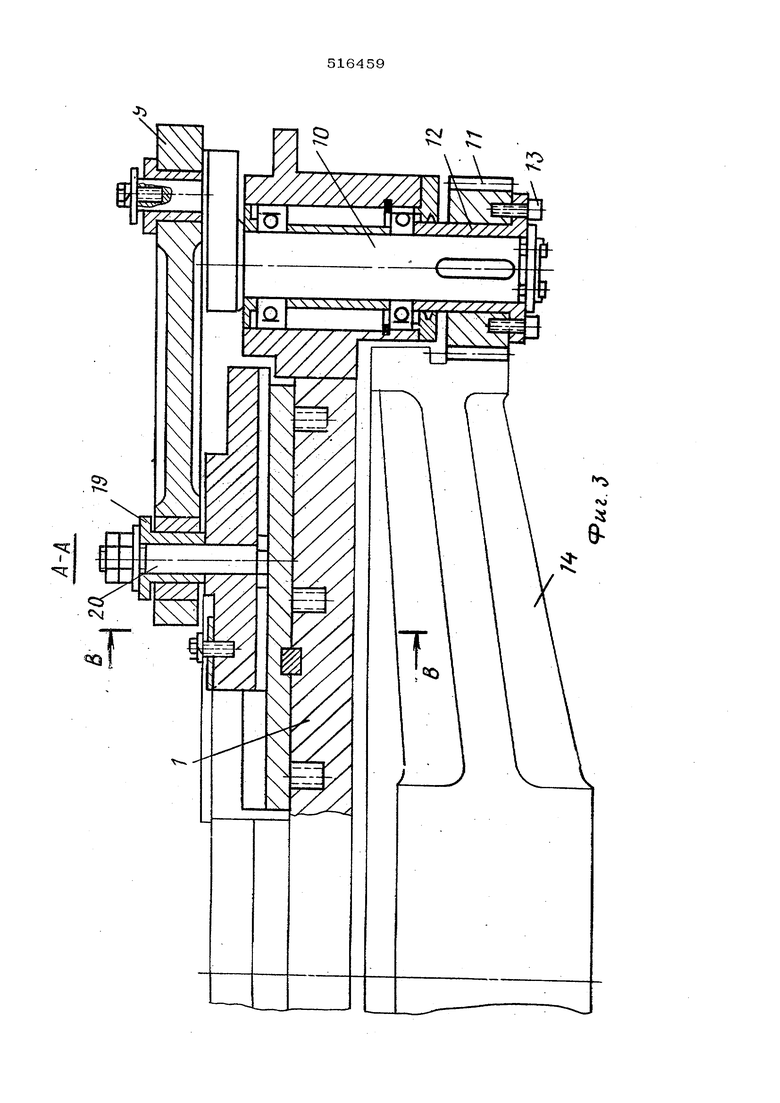
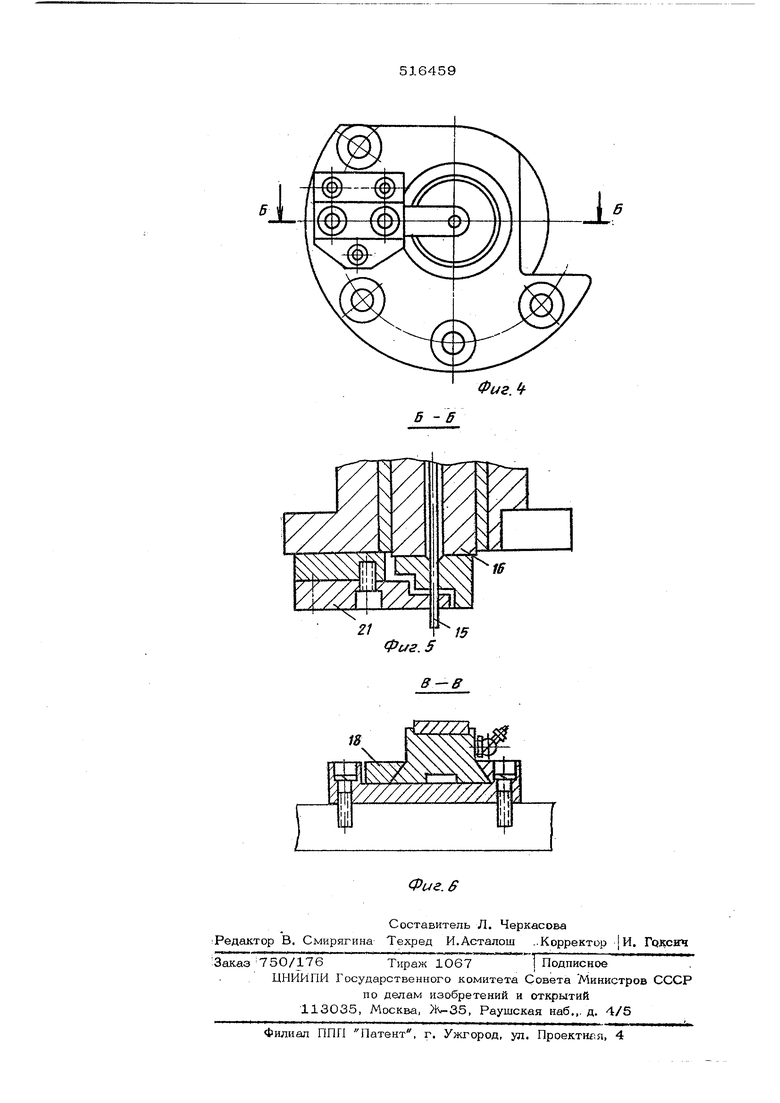
(54) АВТОМАТ ДЛЯ ГИБКИ ИЗДЕЛИЙ ТИПА ШПЛИНТОВ зуи 4 или 5 приводится в возвратно-посту лателыюе движение от кривошипно-шатунного механизма (шатуна 9 и кривошипного вала 10). Кривошипный вал 10 связан с шестерней 11 через ступицу 12. Соединена ступица 12 с шестерней 11 при помощи болтов 13, переставляя которые в соответствующие отверстия, можно с достаточной точностью регулировать ncui зушы по циклу работы автомата. Шестерня 11 находится в зацеплении с центральной шестерней 14. В момент первоначальной гибки, когда необходимо пропустить концы изгибаемой заготовки, ползуны окончательной гибки 4, 5 находятся на подходе к нижней мерт вой точке {наибольшее удаление от оправ ки). Гибочная оправка 15 крепится в стержн 16,который смонтирован с возможностью возвратно-поступательного перемещения. На фундаменте станины 1 крепятся плиты 17,имеющие регулируемые направляющие 18 типа ласточкина хвоста. Для регулировки положения ползунов 4, 5 по отношению к гибочной оправке 15 служат эксцентриковые втулки 19, установ ленные в шатуне 9 на оси 20. Работает автомат следующим образом. Проволока механизмом подачи 6 через правильное устройство 7 подается под ползун надрезки 2, где надсекается и следующим ходом каретки механизма подачи проволоки попадает под ползун первоначальной гибки 3. Гибочная оправка 15 к этому моменту уже занимает крайнее переднее положение. Поданная проволока под ползу ном первоначальной гибки проходит над гибочной оправкой. Ползун 3 при ходе вниз сначала производит окончательную отрезку заготовки от проволоки по месту надсечки, а при дальнейшел 1 перемещении производит первоначальную гибку шплинта. Гибка производится вокруг гибочной оправки 15, при этом заг товка принимает Л - образную форму и удерживается в этом псшожении. Ползушэ 4, 5 осуществляют окончатель ную гнбку и правку ветвей шплинта при ходе вверх {к гибочной оправке). Перемещ ние всех полузнов пр01асходит по плитам 17, и /шющим регулируемые напра&шю.щис 18 типа ласточкина хвоста. Ппиты крепятся на фронтальной плите станины 1. Положение ползунов по отношению к гибочной оправке регулируется с помощью поворота эксцентриковых втулок 19 вокруг осей 20. Все ползуны можно регулировать по циклу. Приводные валы ползунов надрезки и первоначальной гибки, кривошипные валы ползунов окончательной гибки, а также подачи получают вращение от центрального зубчатого колеса 14 через шестерни, каждая из которых устанавливается на своем приводном валу. В дальнейшем ползуны окончательной и первоначальной гибки занимают исходное положение, оправка с освобожденным от ползунов 4 и 5 шплинтом совершает ход назад, при этом шплинт упирается в неподвижный съемник 21, и изделие сбрасывается с оправки. В дальнейшем цикл повторяется. Формула изобретения Автомат для гибки изделий типа шплинтов, содержащий смонтированные на станине механизм подачи и правки проволоки, механизм первоначальной гибки с оправкой, механизм окончательной гибки в виде двух распопоженных симметрично относительно механизма первоначальной гибки подвижных в осевом направлении ползунов, установлен ных на валах, несущих шестерни, входящие в зацепление с центральным зубчатым колесом, а также механизм съема готового изделия, отл и чающийся тем, что, с целью регулирования взаимного расположения ползунов окончательной гибки и расширения технологических возможностей автомата, он снабжен двумя ступицами, каждая из которых установлена концентрично с шестерней на соответствующем гфиводном валу ползуна с возможностью регулирования ее положения относительно упомянутой шеотерни, входящей в зацепление с центральным зубчатым колесом, а также смонтированным на другом конце вала шатуном с отверстием, в котором закреплена на оси эксцентриковая втулка.
Nl
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для гибки изделий типа шплинтов | 1972 |
|
SU447206A1 |
| Многопозиционный штамповочный автомат | 1980 |
|
SU1013302A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| УНИВЕРСАЛЬНО-ГИБОЧНЫЙ АВТОМАТ | 1991 |
|
RU2030945C1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Цепевязальный автомат с кантователем вертикального исполнения | 1986 |
|
SU1383571A1 |
| Автомат цепевязальный | 1980 |
|
SU925512A1 |
| Гибочно-отрезной автомат для изготовления проволочных деталей | 1984 |
|
SU1232346A1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |