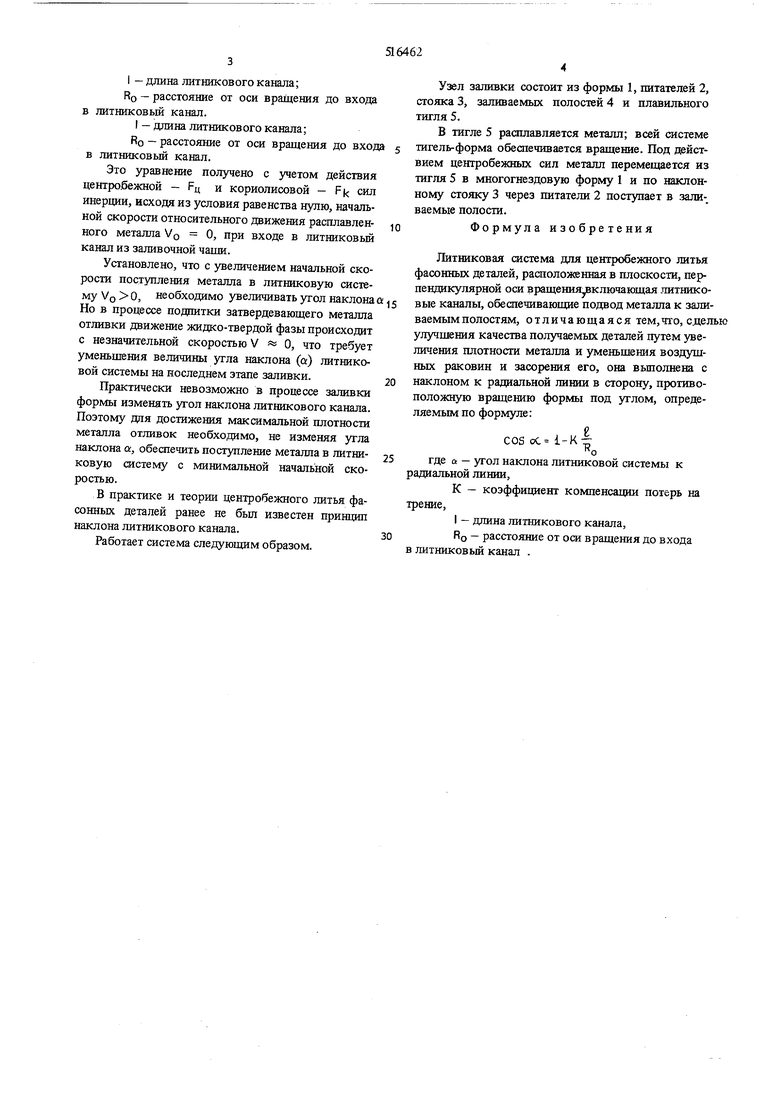
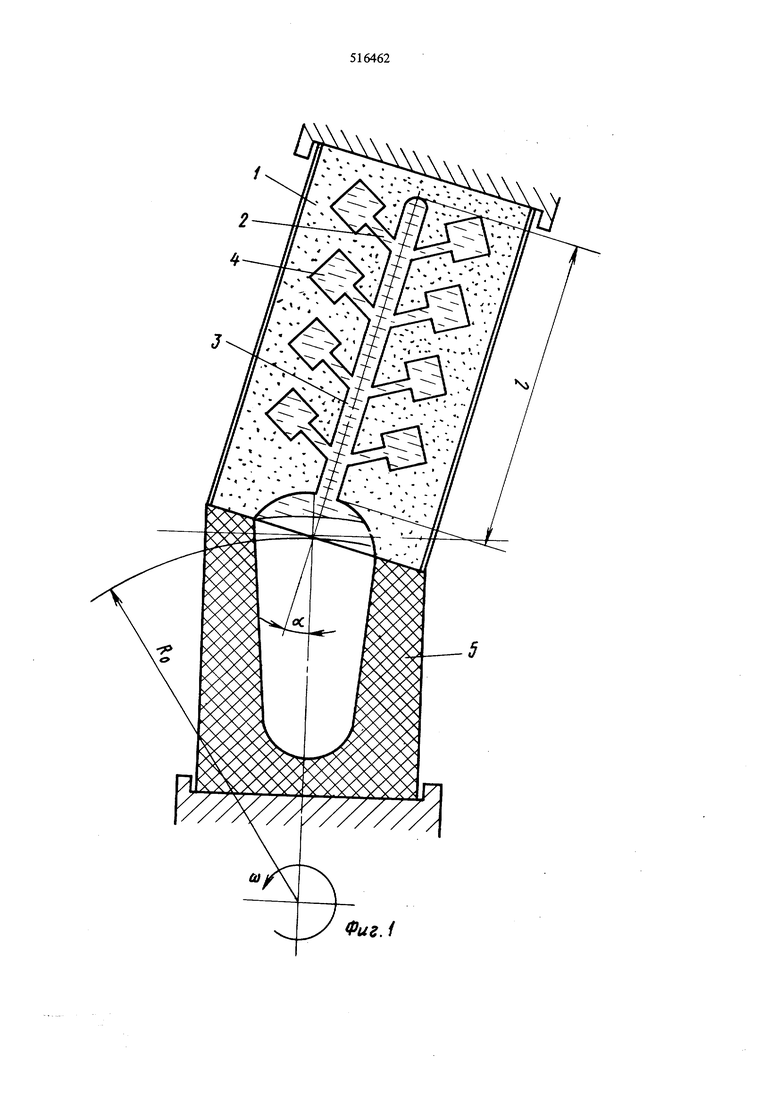
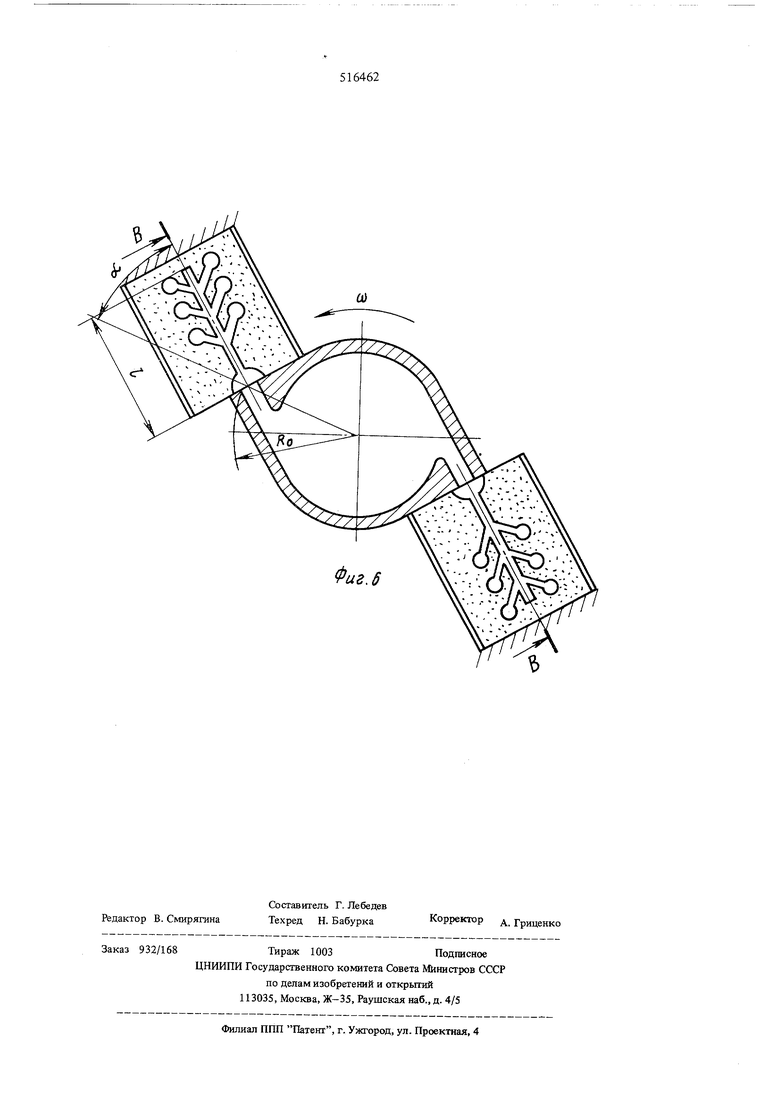
I - длина литникового канала; RO - расстояние от оси вращения до входа в литниковый канал. I - длина литникового канала; RO - расстояние от оси вращения до вход в литниковьш канал. Это уравнение получено с зчетом действия дентро.бежной - Рц и кориолисовой - F| сил инерции, исходя из условия равенства нулю, начальной скорости относительного движения расплавленнего металла VQ О, при входе в литниковьш канал из заливочной чаши. Установлено, что с увеличением начальной скорости поступления металла в литниковую систему , необходимо увеличивать угол наклона Но в процессе подпитки затвердевающего металла отливки движение жидко-твердой фазы происходит с незначительной скоростью V « О, что требует уменьшения величины угла наклона (а) литниковой системы на последнем этапе заливки. Практически невозможно в процессе заливки формы изменять угол наклона литникового канала. Поэтому для достижения максимальной плотности металла отливок необходимо, не изменяя угла наклона а, обеспечить поступление металла в литниковую систему с минимальной начальной скоростью. В практике и теории центробежного литья фасонных деталей ранее не бьш известен принцип наклона литникового канала. Работает система следующим образом. Узел заливки состоит из формы 1, питателей 2, стояка 3, заливаемых полостей 4 и плавильного тигля 5. В тигле 5 расплавляется металл; всей системе тигель-форма обеспечивается вращение. Под действием центробежных сил металл перемещается из тигля 5 в многогнездовую форму 1 и по наклонному стояку 3 через питатели 2 поступает в зали- ваемые полости. Формула изобретения Литниковая система для центробежного литья фасонных деталей, расположенная в плоскости, перпендикулярной оси вращения включающая литниковые каналы, обеспечивающие подвод металла к заливаемым полостям, отличающаяся тем,что, еде лью улучщения качества получаемых деталей путем увеличения плотности металла и уменьпкния воздушных раковин и засорения его, она вьшолнена с наклоном к радиальной линии в сторону, противоположную вращению формы под углом, определяемым по формуле: COS сх: i-K - где а - угол наклона литниковой системы к адиальной линии, К - коэффициент компенсации потерь на рение, I - длина литникового канала, RO - расстояние от оси вращения до входа литниковьш канал .
Фиг,1
Фuг.J
Фиг л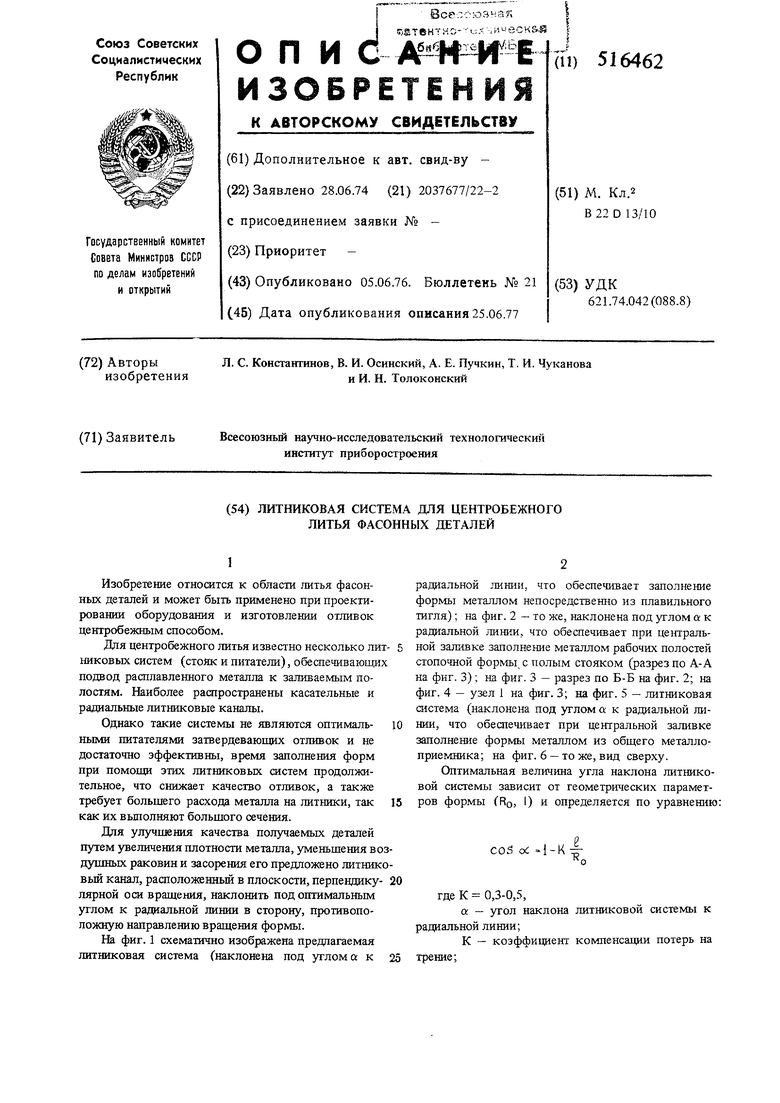
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для центробежного литья фасонных заготовок | 1981 |
|
SU996082A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Устройство для центробежного литья фасонных деталей "Верба | 1989 |
|
SU1665871A3 |
| Литниковая система для центробежного литья плоских фасонных отливок | 1986 |
|
SU1419797A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2014 |
|
RU2570138C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| Литниковая система и способ литья с помощью нее | 2023 |
|
RU2815519C1 |
| Литниковая система керамической формы для центробежного литья с вертикальной осью вращения | 1983 |
|
SU1161225A1 |
| Литниковая система для центробежного литья фасонных отливок | 1986 |
|
SU1447557A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2013 |
|
RU2558698C2 |
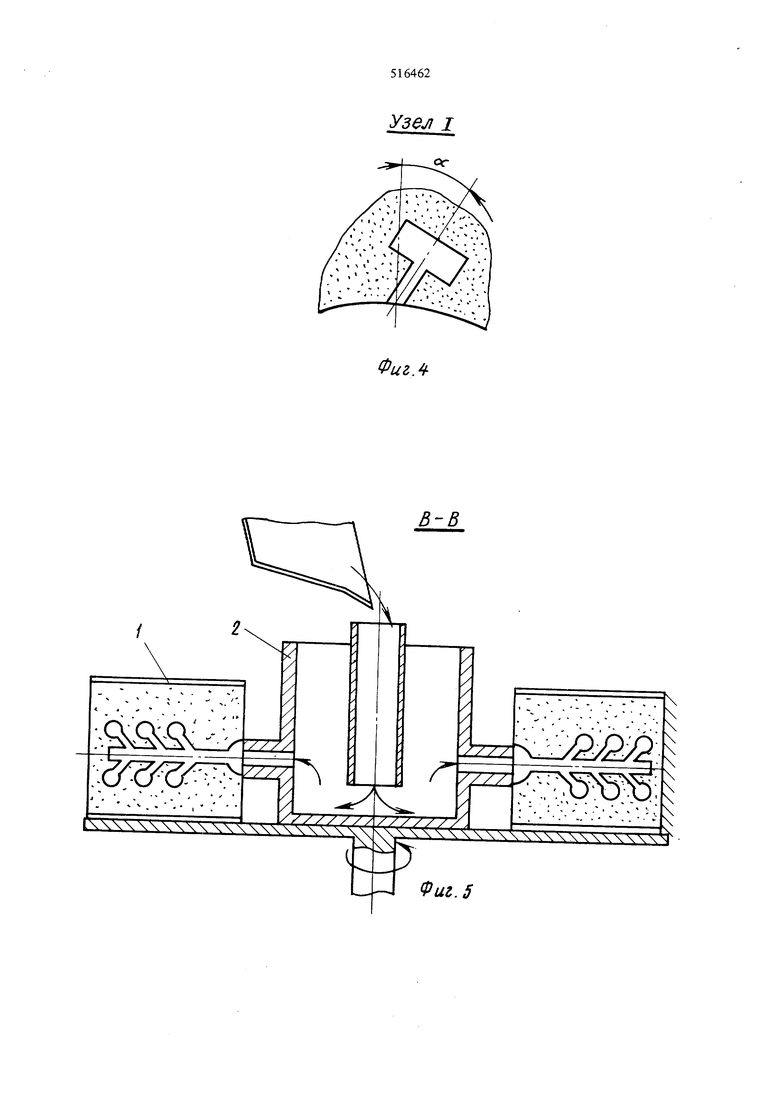
В В
