(54) АВТОМАТ ДЛЯ СНЯТИЯ НАРУЖНЫХ ФАСОК У ПОИИНЕВЫХ КОЛЕЦ
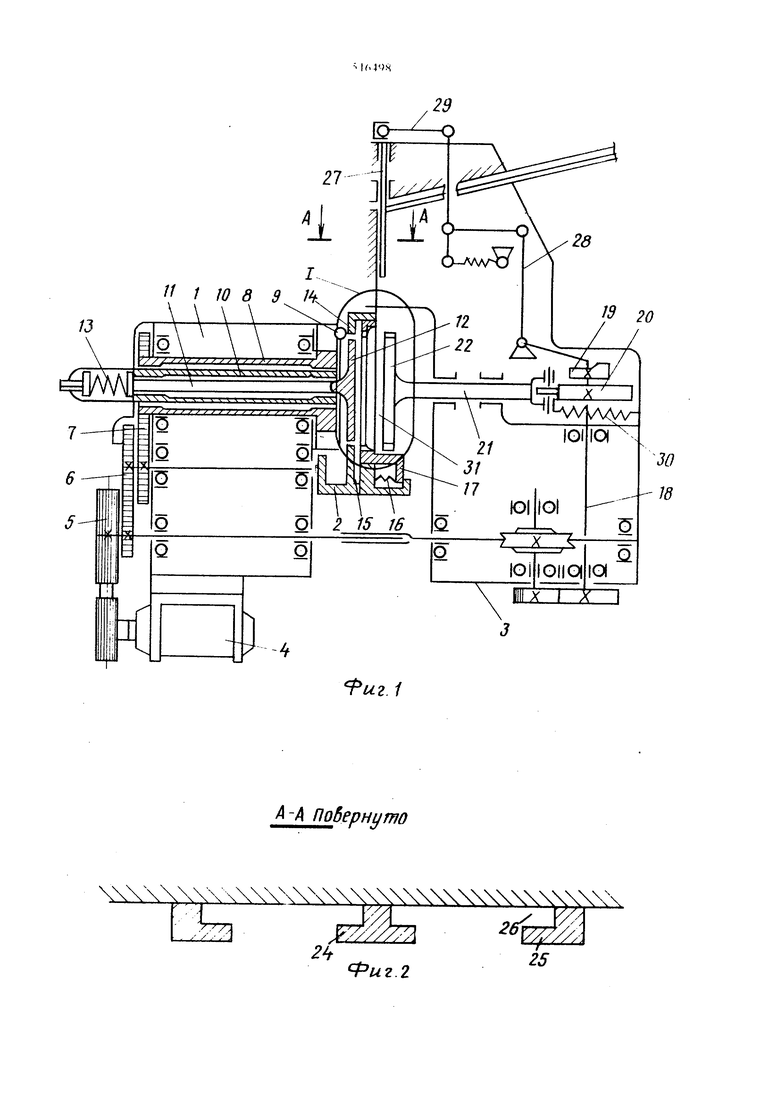
перемещения толкателя 21 с установленным на нем гладким подпятником 22, имеющим выступы 23 по периферии больше внутреннего диаметра кольца в свободном состоянии, при этом количество выступов должно бьпъ больше трех. Механизм выдачи колец снабжен направляющей 24 для ориентации солец по замку (фиг. 2) и Г-образными накладками 25, образующими паз 26, щирина которой равна диаметру кольца в рабочем положении иль немного больще.
Кулачок 20 предназначен, во-первых, для осуществления быстрого подвоца подпятника (происходит заталкивание колыщ 17 в полость 15 и одновременно обрабатываемое кольцо Г обжимается в коническом отверстии); во-вторых, для замедленного перемеще шя подпятника 22 (происходит зажим обрабатьшаемого кольца между подпятниками 12 и 22 и проталкивание его и кольца 17 в отверстие 14); в третьих, для обеспечения дифферендированной рабочей подачи, и в четвертых, для быстрого отвода толкателя в исходное положение (в это время кольцо 17 перемещается вправо, и изделие подпятником 12 выталкивается из ста ерстая 14в полость 15).
Кулачок 19 служит для привода щибера-отсекателя 27 через рычаги Д8 и 29.
Направляющая 24 предназначена для ориентированной подачи заготовки из мехадазма выдачи , колец в механизм зажима, а паз - 26 для предва,{штельного обжатия кольца при этом.
Автомат работает следующим образом.
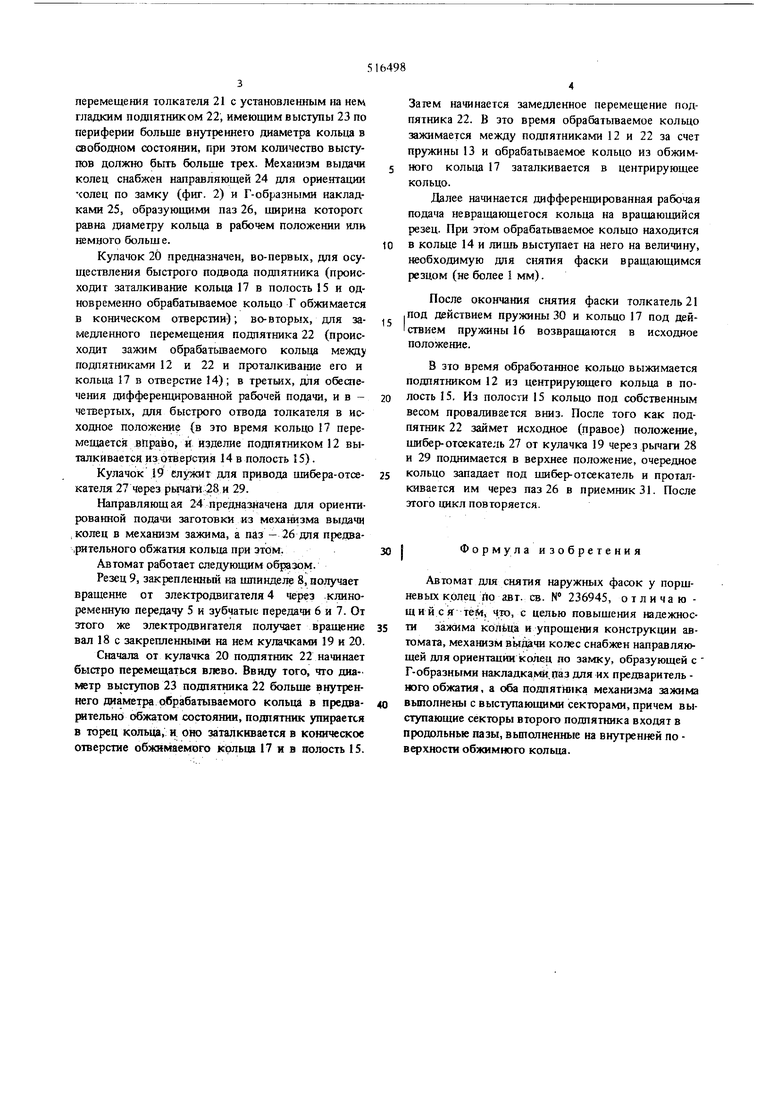
Резец 9, закрепленньй ка шпинделе 8, получает вращение от электродвигателя 4 через клиноременную передачу 5 и зубчатые передачи 6 и 7. От зтого же электродвигателя получает вращение вал 18 с закрепленными на нем кулачками 19 и 20.
Сначала от кулачка 20 подпятник 22 начинает быстро перемещаться влево. Ввиду того, что диаметр вь1ступов 23 подпятника 22 больше внутреннего диаметра обрабатываемого кольца в предварительно обжатом состоянии, подпятник упирается в торец кольца, и оно заталкивается в коническое отверстие обжимаемого кольца 17 и в полость 15.
Затем начинается замедленное перемещение подпятника 22. В это время обрабатьгеаемое кольцо зажимается между подпятниками 12 и 22 за счет пружины 13 и обрабатываемое кольцо из обжимного кольца 17 заталкивается в центрирующее кольцо.
Далее начинается дифференцирюванная рабочая подача невращающегося кольца на вращающийся резец. При этом обрабатьшаемое кольцо находится в кольце 14 и лишь выступает на него на величину, необходимую для снятия фаски вращающимся резцом (не более 1 мм).
После окончания снятия фаски толкатель 21 .под действием пружины 30 и кольцо 17 под действием пружины 16 возвращаются в исходное положение.
В это время обработанное кольцо выжимается подпятником 12 нз центрирующего кольца в полость 15. Из полости 15 кольцо под собственным весом проваливается вниз. После того как подпятник 22 займет исходное (правое) положение, щибер-отсекатель 27 от кулачка 19 через рычаги 28 и 29 поднимается в верхнее положение, очередное
кольцо западает под щибер-отсекатель и проталкивается им через паз 26 в приемник 31. После этого цикл повторяется.
Формула изобретения
Автомат для снятия наружных фасок у порщневых колец по авт. св. № 236945, отличаю щи и ся тем, ч.то, с целью повышения надежноста зажима кольца и упрощения конструкции автомата, механизм вЫ|азчи колес снабжен направляющей для ориентации колец по замку, образующей с Г-образными накладками,паз для их предваритель мого обжатия, а оба подпятника механизма зажима
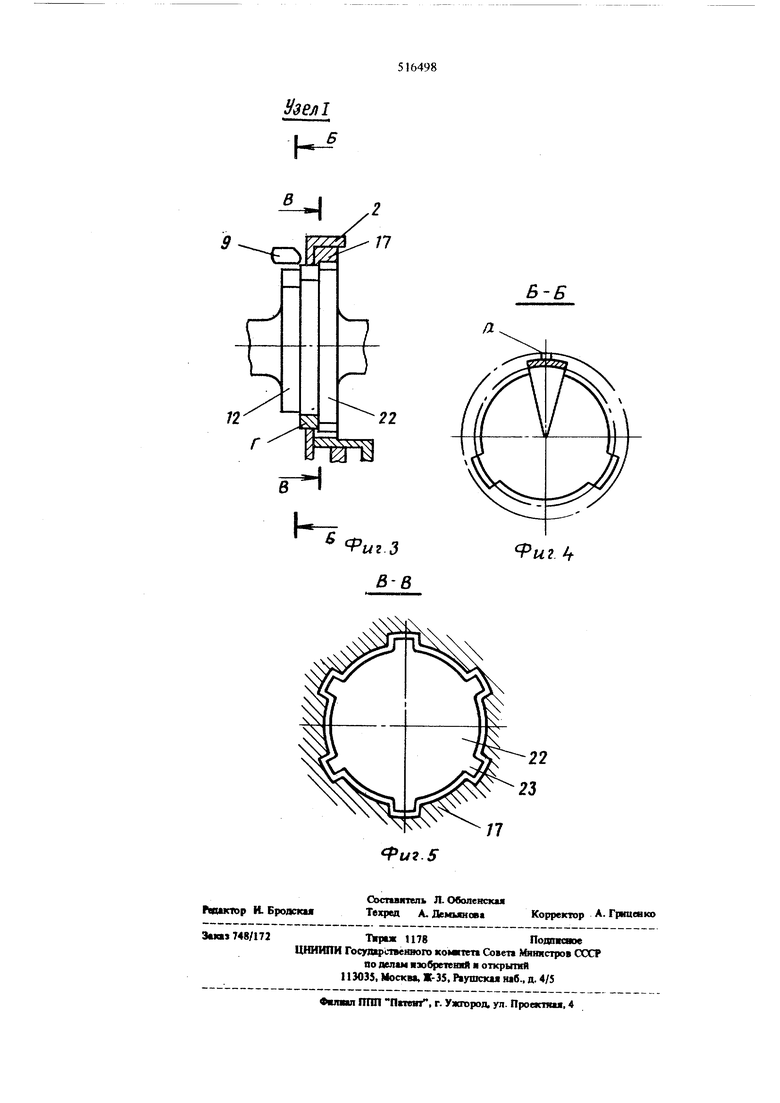
вьшолнены с выступающими секторами, причем выступающие секторы второго подпятника входят в продольнью пазы, вьтолненные на внутренней по верхноста обжимного кольца.
иг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для снятия наружных фасок у поршневых колец | 1980 |
|
SU933359A2 |
| АВТОМАТ ДЛЯ СНЯТИЯ НАРУЖНЫХ ФАСОК У ПОРШНЕВЫХКОЛЕЦ | 1969 |
|
SU236945A1 |
| Устройство для снятия фасок на внутреннем диаметре поршневых колец с замком | 1974 |
|
SU500036A1 |
| Устройство для обработки поршневых колец | 1985 |
|
SU1292968A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОБРАБОТКИ СНАБЖЕННЫХ ЗАМКОМ ПОРШНЕВЫХ КОЛЕЦ | 1968 |
|
SU231287A1 |
| Устройство для обработки разрезных поршневых колец | 1986 |
|
SU1371837A1 |
| Способ подачи упругих кольцевых деталей с вырезом в зону механической обработки и устройство для его осуществления | 1989 |
|
SU1668099A1 |
| Способ восстановления гильзы охотничьего патрона и устройство для его осуществления | 2023 |
|
RU2818220C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫВОДОВ ПОЛУПРОВОДНИКОВЫХ ВЕНТИЛЕЙ | 1972 |
|
SU335754A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЫХ КОЛЕЦ | 1972 |
|
SU326036A1 |
A-A Побернуто
ч
25
uz.2
