1 (
Известен автоматический станок для обработки снабженных замком поршневых колец, содержащих механизмы поштучной подачи, обжима и крепления обрабатываемого кольца и суппорт с резцовыми головками.
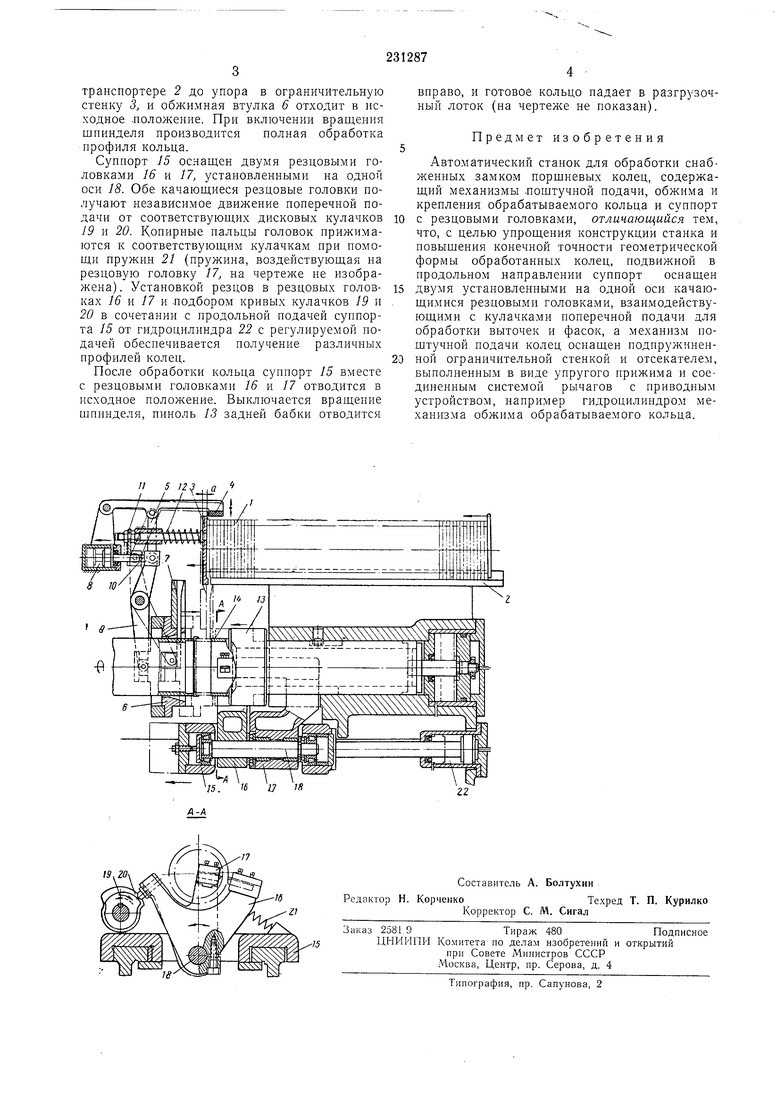
Предлагаемый автоматический станок отличается тем, что подвижный в продольном направлении суппорт оснащен двумя установленными на одной оси качающимися резцовыми головками, взаимодействующими с кулачками поперечной подачи для обработки выточек и фасок, а механизм поштучной подачи колец имеет подпружиненную ограничительную стенку и отсекатель, выполненный в виде упругого прижима и соединенный системой рычагов с приводным устройством, например гидроцилиндром механизма обжима обрабатываемого кольца.
Па чертеже схематично показан предлагаемый автоматический станок с разрезом по А-А.
Заготовки снабженных замком поршневых колец / подаются транспортером 2 к месту загрузки и .прижимаются к иодпружиненной ограничительной стенке 3 механизма поштучной подачи колец. Упругий прижим 4, выполненный, например, из резины, приподнят рычагом 5 и не препятствует проходу колец к ограничительной стенке. Обжимная втулка 6 с приемным конусом и укрепленным на ней направляющим лотком 7 подаются с помощью гидроцилиндра 8 рычагом 9 в .положение загрЗЗки (показано щтрпхпунктирной линией). Соединенный шарнирно с рычагом 9 рыча.г 5 прижимает упругим прижимом 4 несколько крайних заготовок колец / к направляющим транспортера 2. В конце хода шток 10 гидроцилиндра 8 налчимает на регулируемый упор 11 и, преодолевая усилие пружины 12, смещает влево на величину толщины а кольца ограничительную стенку 3. Крайняя заготовка колец под действием упругого прижима 4 и собственного веса отделяется от стопки колец и, скользя по направляющему лотку 7, падает в приемный конус обжимной втулки 6. Пиноль }3 задней бабки, перемещаясь влево, полым стаканом 14 заталкивает заготовку кольца / из прие.много конуса в калибрующее отверстие обжимной втулки 6, которая обжимает кольцо до определенного заданного размера. Обжатое кольцо зажимается между полыми стаканами шпиндельной и задней бабок.
При возвратном ходе штока 10, гидроцилиндра S все звенья механизмов поштучной подачи колец и облсима перемещаются в обрагной последовательности: под действием пружины 12 ограничительная стенка 3 перемещается вправо, закрывая щель для прохода кольца, освобождается упругий прижим 4, обеспечивая свободное перемещение колец на
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК | 1973 |
|
SU394190A1 |
| СТАНОК ДЛЯ ОБЖИМА И ЗАКАТКИ ГОРЛОВИН ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU368906A1 |
| Устройство для обработки разрезных поршневых колец | 1986 |
|
SU1371837A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1537343A1 |
| Автомат для обработки упругих кольцевых деталей | 1982 |
|
SU1046059A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЫХ КОЛЕЦ | 1972 |
|
SU326036A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЬ!Х КОЛЕЦ | 1967 |
|
SU202721A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| АЛМАЗНО-РАСТОЧНЫЙ СТАНОК | 1970 |
|
SU258810A1 |
