Изобретение относится к машиностроению и может быть использовано для подачи упругих кольцевых деталей с вырезом, например поршневых колец, в зону обработки металлорежущего станка.
Цель изобретения - уменьшение усилия зажима деталей путем исключения образования общего стыка вырезов деталей в пакете.
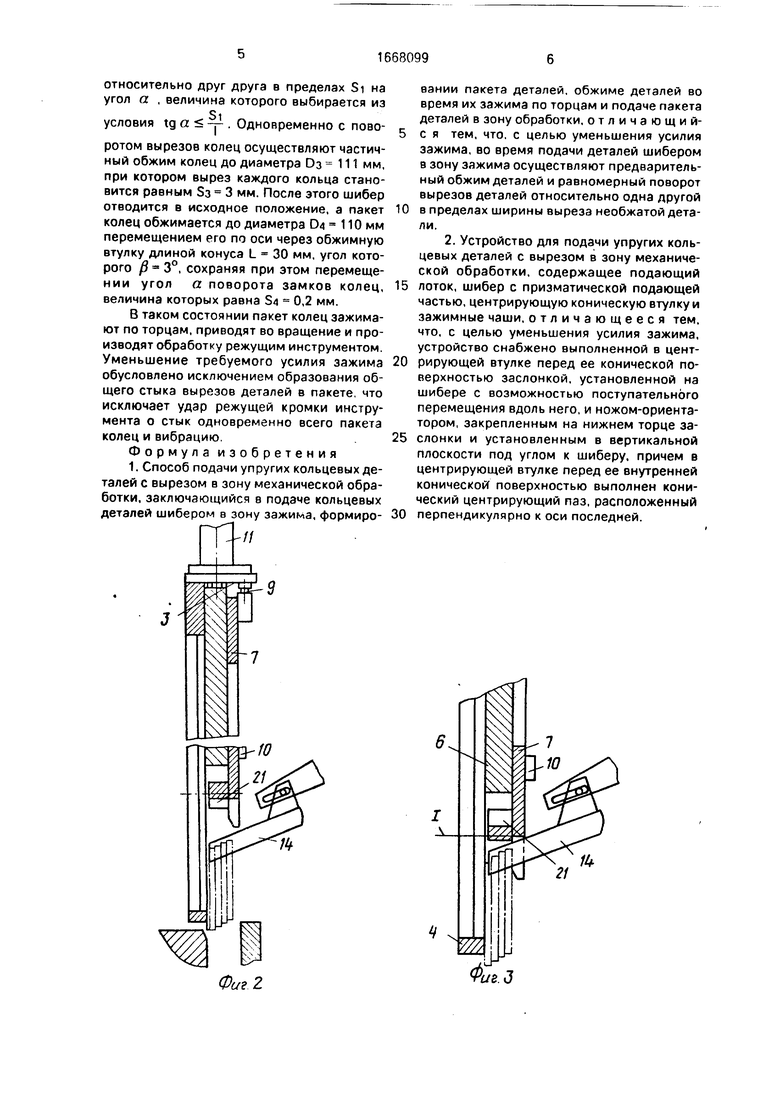
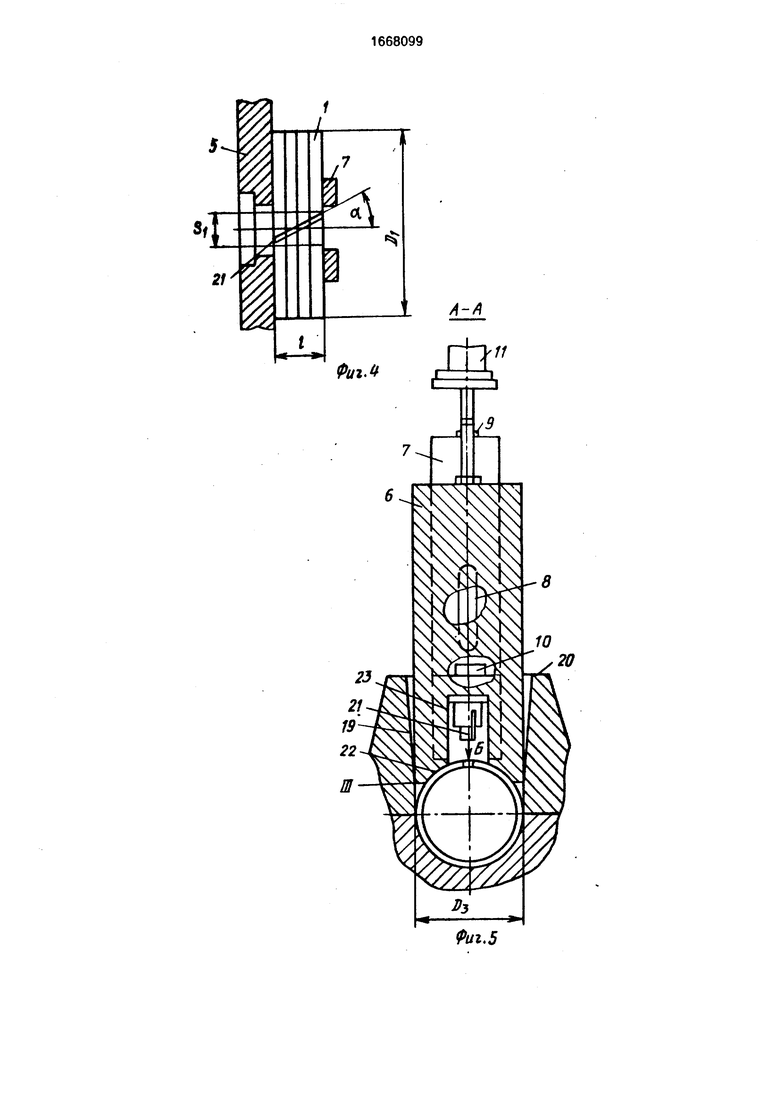
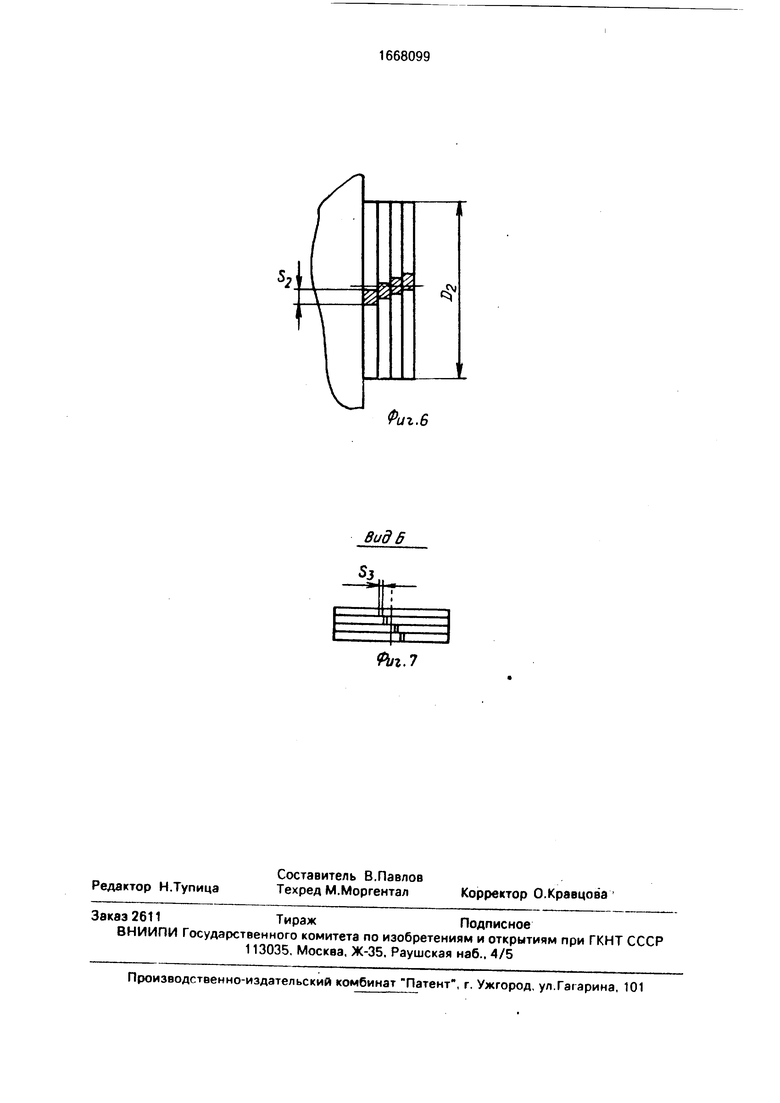
На фиг.1 изображено устройство, общий вид; на фиг.2 - шибер, вид в крайнем верхнем положении; на фиг.З - то же, в положении I; на фиг.4 - расположение вырезов колец при нахождении шибера в положении I; на фиг.5 - разрез А-А на фиг.1; на фиг.6 - расположение вырезов колец при нахождении шибера в положении II; на фиг.7 - вид Б на фиг.5 (расположение вырезов колец при нахождении шибера в положении III).
Устройство для загрузки пакета упругих поршневых колец 1 с вырезом содержит корпус 2 с выступом 3 и с базовой плитой 4, в пазу которой на шпонке 5 установлен шибер 6 с заслонкой 7, установленной на шибере 6 с возможностью поступательного движения вдоль шпонки 8 и имеющей упоры 9 и 10. На корпусе 2 размещены привод 11 шибера 6 и подающий наклонный лоток 12 с отсекателем 13 и откидным ориентатором 14. В задней и передней бабках станка на пинолях установлены задняя и передняя зажимные чаши 15, вдоль оси которых на направляющих 16 установлена центрирующая обжимная втулка 17 с конусом 18. На втулке 17 перед конусом 18 выполнен конический направляющий паз 19, широкая часть конуса которого направлена в сторону шибера 6. Вверху на пазе 19 имеется упорная часть 20.
На нижнем торце заслонки 7 установлен под углом а в вертикальной плоскости к шиберу 6 нож-ориентатор 21. Шибер 6 имеет подающую часть 22 в виде призмы; в которой выполнен паз 23 для прохода ножа- ориентатора 21.
Устройство работает следующим образом.
Поршневые кольца 1 по наклонному подающему лотку 12 подаются в ориентированном положении вырезом вверх. Отсекатель 13 отделяет пакет колец от столба и он под собственным весом по откидному ориентатору 14 опускается до базовой плиты 4, при этом шибер 6 занимает верхнее положение (фиг.2). упор 9 заслонки 7 упирается в выступ 3 корпуса 2, и заслонка 7 смещена вниз по отношению к шиберу 6. Вырез колец в свободном состоянии Si, a диаметр Di (фиг.4). При движении шибера 6 вниз по шпонке 5 от привода 11 нож-ориентатор 21, закрепленный на нижнем торце заслонки 7 и развернутый на угол а в вертикальной Плоскости к оси колец, свободно входит в вырез ориентированных колец Si,
при этом откидной ориентатор 14 отводится, и пакет колец досылается вниз шибером 6 в конический направляющий паз 19. В положении II заслонка 7 останавливается, упираясь упором 10 в верхнюю упорную
0 часть 20 направляющего паза 19, а пакет поршневых колец оказывается в частично обжатом состоянии, при котором диаметр пакета разен Da. а величина выреза S2 (фиг.6), при этом вырезы колец, прижатые к
5 ножу-ориентатору 21, занимают ступенчатое положение. Дальнейшее движение шибера . 6 осуществляется без ножа-ориентатора, который входит при движении шибера в паз 28 ei о подающей части
0 22.
При движении шибера 6 без ножа-ориентатора, который выходит из вырезов колец, кольца в коническом направляющем пазу 19 обжимаются до диаметра Оз, а вели5 чина выреза колец равна Зз(фиг.7). При движении пиноли задней бабки станка задняя зажимная чаша 15 досылает пакет колец через обжимную втулку 17с конусом 18 до упора в торец передней чаши 15, при этом
0 осуществляется окончательный обжим колец до диаметра D-з, при котором вырезы колец величиной SA повернуты относительно друг друга в пределах величины выреза замка.
5 Далее кольца зажимаются по торцам зажимными чашами, шибер 6 поднимается вверх, обжимная втулка 17 по направляющим 16 отводится из зоны обработки, кольца приводятся во вращение и
0 осуществляется их обработка.
При обратном ходе шибера 6 вверх упор 9 заслонки 7 доходит до выступа 3. останавливая его движение, а шибер 6 продолжает движение вверх до крайнего верхнего поло5 жения, в результате нож-ориентатор 21 выходит из паза 23. Отсекатель 13 возвращает откидной ориентатор 14 в первоначальное положение, и по нему подается новый пакет колец.
0
Пример. Перед шибером устанавливают пакет и, например, четырех ориентированных вверх вырезами поршневых колец, наружный диаметр которых Di - 115
5 мм, величина выреза незажатого кольца Si 12 мм, длина пакета I - 24 мм. Пакет движением шибера по вертикали вниз подают на позицию обработки, одновременно с этмм перемещением пакета колец осущест- с. 1ют равномерный поворот вырезов колец
относительно друг друга в пределах Si на угол а , величина которого выбирается из
л
условия tg а -р . Одновременно с поворотом вырезов колец осуществляют частичный обжим колец до диаметра Оз 111 мм, при котором вырез каждого кольца становится равным 5з 3 мм. После этого шибер отводится в исходное положение, а пакет колец обжимается до диаметра D4 110 мм перемещением его по оси через обжимную втулку длиной конуса L 30 мм, угол которого ft 3°, сохраняя при этом перемеще- нии угол а поворота замков колец, величина которых равна S/t 0,2 мм.
В таком состоянии пакет колец зажимают по торцам, приводят во вращение и производят обработку режущим инструментом. Уменьшение требуемого усилия зажима обусловлено исключением образования общего стыка вырезов деталей в пакете, что исключает удар режущей кромки инструмента о стык одновременно всего пакета колец и вибрацию.
Формула изобретения 1. Способ подачи упругих кольцевых деталей с вырезом в зону механической обработки, заключающийся в подаче кольцевых деталей шибером в зону зажима, формиро//
Фиг 2
еании пакета деталей, обжиме деталей во время их зажима по торцам и подаче пакета деталей в зону обработки, отличэющийс я тем, что. с целью уменьшения усилия зажима, во время подачи деталей шибером в зону зажима осуществляют предварительный обжим деталей и равномерный поворот вырезов деталей относительно одна другой
в пределах ширины выреза необжатой детали.
2. Устройство для подачи упругих кольцевых деталей с вырезом в зону механической обработки, содержащее подающий
лоток, шибер с призматической подающей частью, центрирующую коническую втулку и зажимные чаши, отличающееся тем. что, с целью уменьшения усилия зажима, устройство снабжено выполненной в центрирующей втулке перед ее конической поверхностью заслонкой, установленной на шибере с возможностью поступательного перемещения вдоль него, и ножом-ориента- тором, закрепленным на нижнем торце заслонки и установленным в вертикальной плоскости под углом к шиберу, причем в центрирующей втулке перед ее внутренней конической поверхностью выполнен конический центрирующий паз, расположенный
перпендикулярно к оси последней.
Фив.З
1
Sfl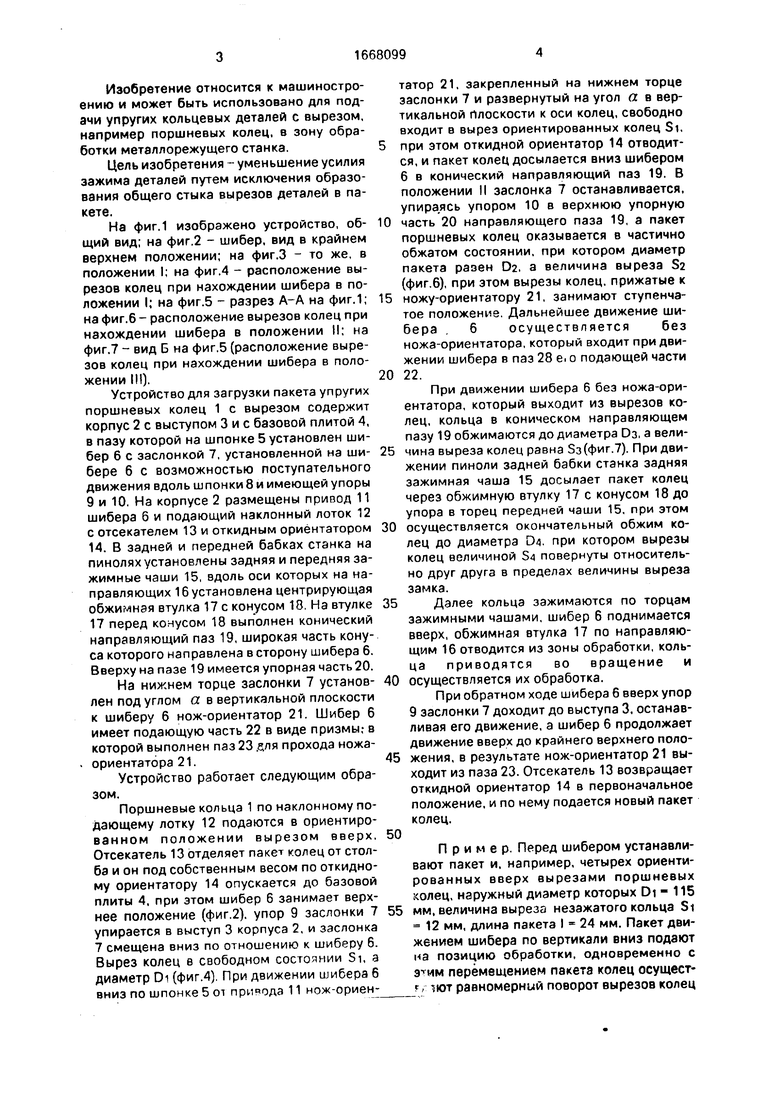
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обработки упругих кольцевых деталей | 1982 |
|
SU1046059A1 |
| Устройство для обработки поршневыхКОлЕц | 1979 |
|
SU837718A1 |
| Автомат для снятия наружных фасок у поршневых колец | 1980 |
|
SU933359A2 |
| Устройство для обработки поршневых колец | 1985 |
|
SU1292968A1 |
| Устройство для подачи пружинных колец | 1987 |
|
SU1465254A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЫХ КОЛЕЦ | 1972 |
|
SU326036A1 |
| Автомат для калибровки замка чугунных поршневых колец | 1972 |
|
SU436721A1 |
| АВТОМАТ ДЛЯ СНЯТИЯ НАРУЖНЫХ ФАСОК У ПОРШНЕВЫХКОЛЕЦ | 1969 |
|
SU236945A1 |
| Гвоздезабивной станок | 1979 |
|
SU1011364A1 |
| Способ наружного хонингования пакетов поршневых колец и устройство для его осуществления | 1989 |
|
SU1668108A1 |
Изобретение относится к машиностроению и может быть использовано для подачи упругих кольцевых деталей с вырезом, например поршневых колец, в зону обработки металлорежущего станка. Цель изобретения - уменьшение усилия зажима деталей. Способ подачи заключается в том, что перед обработкой пакета деталей 1 производят сначала предварительный обжим деталей 12 при помощи шибера 6 и конического направляющего паза. Направляющий паз выполнен в центрирующей конической втулке 17 перед ее конической частью 18. При помощи ножа-ориентатора одновременно осуществляют равномерный поворот вырезов деталей 1 относительно друг друга. Затем производят окончательный обжим деталей при помощи зажимных чаш 15 и центрирующей конической втулки 17. 2 с.п.ф-лы, 7 ил.
21
1
Й/г.
/f-Л
(%г.5
Й/г.б
Вид 6
Я/г. 7
| Автомат для пакетной обработки упругих кольцевых деталей | 1973 |
|
SU524661A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
