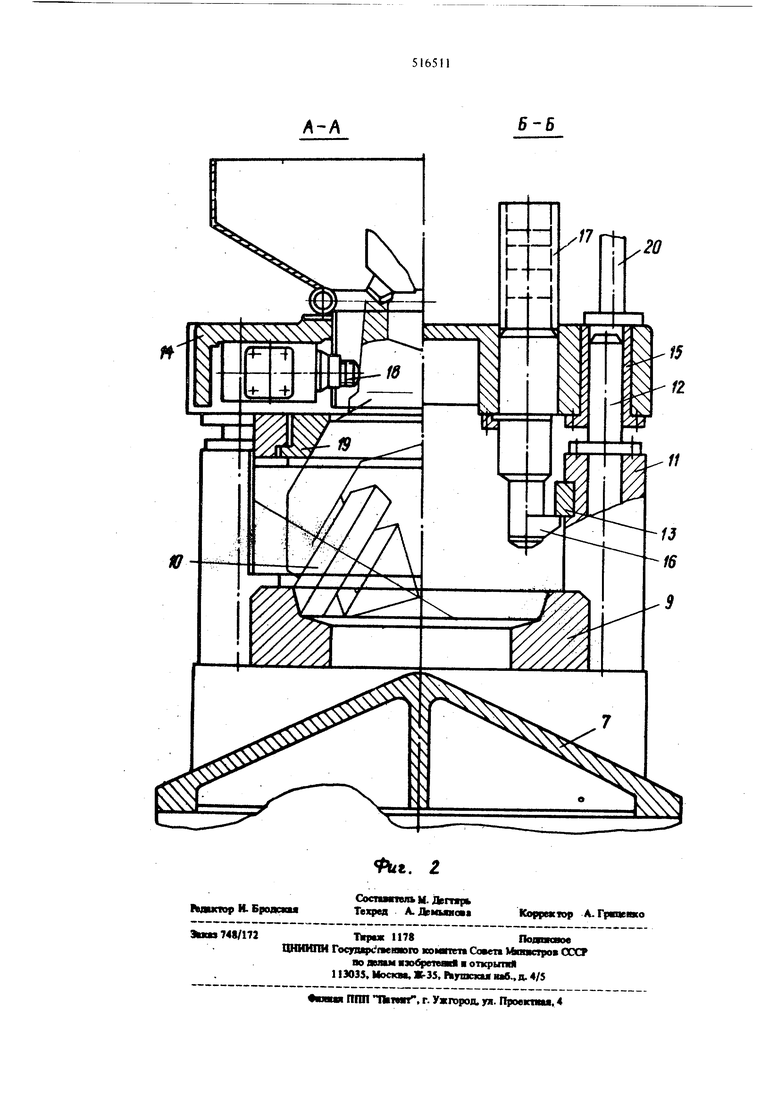
своим весом через прижимное кольцо 19 предварителыю прижимает ° обрабатьшаемую деталь 10 к базовому кольцу 8. Прихваты 16 под действием гидроцилиндров 17 поворачиваются и, взаимодействуя с упорами 13, производят окончательный зажим обрабатываемсж детали 10, после чего подводимые опоры 18 доводятся до контакта с обрабатьшаемой деталью. Включается поперечная рабочая подача подрезной головки 6 и осуществляется обработка детали, во время которой происходят снятне н установка детали на базовом кольце 9.
Таким образом, попеременно обрабатываются детали, установленные на базовые кольца 8 и 9. При этом загрузка и выгрузка деталей производятся
поочередно на правой и левой загрузошых пози1ШЯХ.
Формула изобретения
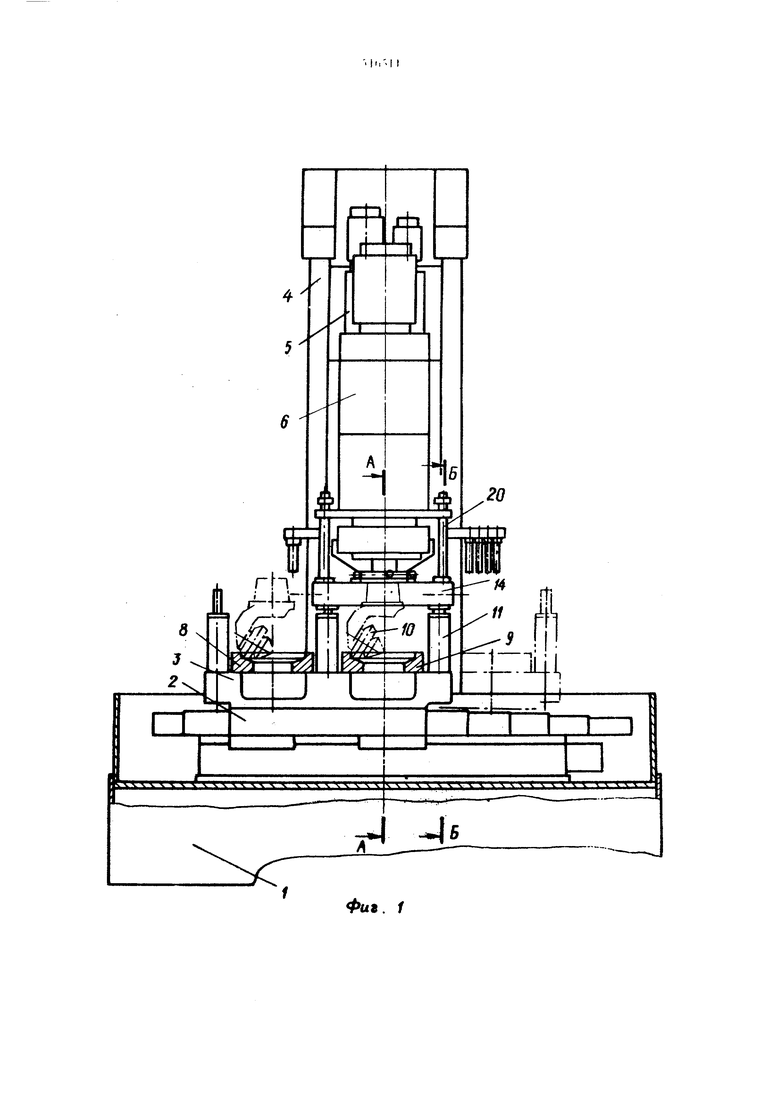
Станок для механической обработки буровых долот, содержащий стол с зажимным приспособлением и стойку с силовым узлом, на котором подвижно размещена подвесная плита с плавающим зажимным кольцом, отличающийся тем, что, с целью повыщения точности обработки путем исключения воздействия на силовой узел усилия зажима, плита снабжена по крайней мере даумя самодействующими Г-образнымн прихватами, взаимодействующими с упорами, жестко закрепленными на зажимном П{жспособлении. Фи9 . 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима деталей | 1986 |
|
SU1342666A1 |
| Станок для механической обработки отверстий на внутренних поверхностях кольцевых деталей | 1978 |
|
SU753604A1 |
| Устройство для запрессовки втулок | 1975 |
|
SU547323A2 |
| Устройство для угловой ориентации деталей | 1987 |
|
SU1490057A1 |
| Автоматическая линия | 1979 |
|
SU831541A1 |
| Автоматическая линия | 1986 |
|
SU1465263A1 |
| Автоматическая линия для обработки деталей | 1985 |
|
SU1289656A1 |
| Агрегатный станок | 1977 |
|
SU686848A1 |
| Устройство для дозирования жидкости | 1975 |
|
SU565214A1 |
| Устройство для зажима подвижного узла | 1976 |
|
SU671982A1 |