ныс .члог-чшты ныполпоны и ннде звездочек 7,10,11. Звездочка 7 жестко смонтирована на валу 8 и связана с, Р 2 и подаюпщм конвейером через приводную цепь последнего. Звездочки 10, 11 установлены на валу 8 свободно, связаны с Р 3 через два отрезка замкнутых цепей, охватывающих звездочки 10, 11 с разных сторон. На столе 1 смон- тирован двуплечий рычаг (ДР) 15. С одним плечом ДР 15 взаимодействует упор 25. На валу 8 между звездочками 10, П размеп1ена муфта сцепления (МС) 9, управляемая подпружиненным толка- телем 14, взаимодействующим с другим плечом ДР 15. Деталь 5 подается конвейером на Р 2,3, вращающиеся в одном направлении за счет взаимодействия
МС 9 со звездочкой 11, передающей через отрезок цепи вращение Р 3 в направлении вращения Р 2. После остановки детали 5 схват 18 опускается и через упор 25 поворачивает ДР 15, который через толкатель 14 переключает МС У на взаимодействие ее со звездочкой 10. При этом осуществляются вращение Р 3 в противоположную сторону вращения Р 2 и разворот детали 5 до необходимого ориентированного ее положения. Ориентированную деталь 5 поднимает схват 18, упор 25 освобождает толкатель 14, который возвращается пружиной в исходное положение, соединяя МС 9 со звездочкой 11, от которой осуществляется однонаправленное вращение Р 2 и 3. 4 ил.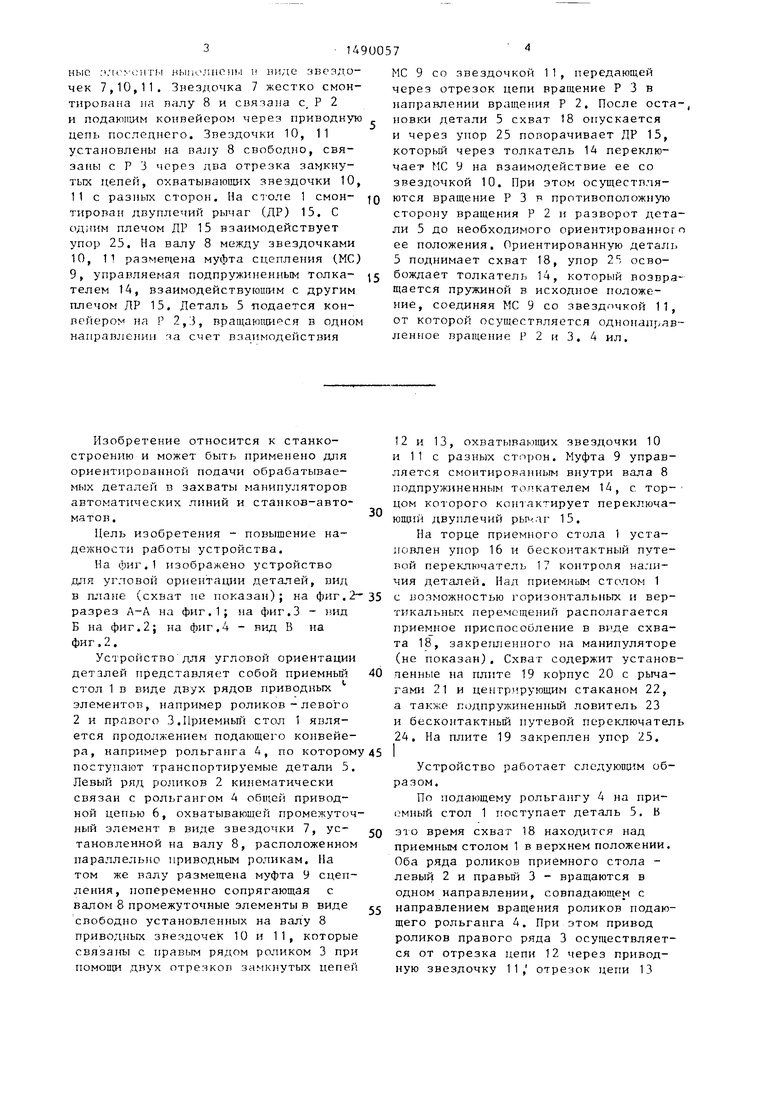

| название | год | авторы | номер документа |
|---|---|---|---|
| Подъемное устройство | 1981 |
|
SU1085910A1 |
| Устройство для передачи деталей с рольгангов,расположенных на разных уровнях | 1978 |
|
SU775022A1 |
| Станок для механической обработки отверстий на внутренних поверхностях кольцевых деталей | 1978 |
|
SU753604A1 |
| Подъемно-транспортное устройство | 1977 |
|
SU639807A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Устройство для передачи деталей между конвейерами,расположенными на разных уровнях | 1980 |
|
SU1006344A1 |
| Вертикальный конвейер для штучных грузов | 1985 |
|
SU1257031A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
Изобретение относится к станкостроению и позволяет повысить надежность работы устройства. За подающим конвейером расположен приемный стол 1 с двумя рядами приводных элементов в виде роликов (Р) 2,3, кинематически связанных с подающим конвейером через вал 8, и смонтированные на нем промежуточные элементы. Для съема деталей 5 служит приемное приспособление в виде размещенного над столом 1 схвата 18 с упором 25. Промежуточные элементы выполнены в виде звездочек 7,10,11. Звездочка 7 жестко смонтирована на валу 8 и связана с Р 2 и подающим конвейером через приводную цепь последнего. Звездочки 10,11 установлены на валу 8 свободно, связаны с Р 2, 3 через два отрезка замкнутых цепей, охватывающих звездочки 10,11 с разных сторон. На столе 1 смонтирован двуплечий рычаг (ДР) 15. С одним плечом ДР 15 взаимодействует упор 25. На валу 8 между звездочками 10,11 размещена муфта сцепления (МС) 9, управляемая подпружиненным толкателем 14, взаимодействующим с другим плечом ДР 15. Деталь 5 подается конвейером на Р 2,3, вращающиеся в одном направлении за счет взаимодействия МС 9 со звездочкой 11, передающей через отрезок цепи вращения Р 3 в направлении вращения Р 2. После остановки детали 5 схват 18 опускается и через упор 25 поворачивает ДР 15, который через толкатель 14 переключает МС 9 на взаимодействие ее со звездочкой 10. При этом осуществляется вращение Р 3 в противоположную сторону вращения Р 2 и разворот детали 5 до необходимого ориентированного ее положения. Ориентированнуюдеталь 5 поднимает схват 18, упор 25 освобождает толкатель 14, который возвращается пружиной в исходное положение, соединяя МС 9 со звездочкой 11, от которой осуществляется однонаправленное вращение Р 2 и 3. 4 ил.
Изобретение относится к станкостроению и может быть применено для ориентированной подачи обрабатываемых деталей в захваты манипуляторов автоматических линий и станков-автоматов.
Цель изобретения - повышение надежности работы устройства.
На фиг.1 изображено устройство для угловой ориентации деталей, вид в плане (схват не показан); на фиг.2 разрез А-А на фиг.1; на фиг.З - яид Б на фиг.2; на фиг.4 - вид В на фиг,2.
Устройство для угловой ориентации деталей представляет собой приемный стол 1 в виде двух рядов приводных элементов, например роликов - левого 2 и правого З.Ириемньш стол 1 является продолжением подающего конвейера, например рольганга 4, по котором поступают транспортируемые детали 5. Левый ряд pojniKOB 2 кинематически связан с рольгангом 4 общей приводной цепью 6, охватывающей промежуточный элемент в виде звездочки 7, ус- тановленной на валу 8, расположенном параллельно приводным роликам. На том же валу размещена муфта У сцепления, попеременно сопрягающая с валом 8 промежуточные элементы в виде свободно установленных на валу 8 приводных звездочек 10 и 11, которые связаны с правым рядом роликом 3 при noMoniji двух отрезков замкнутых цепей
0
5
0 5 Q г
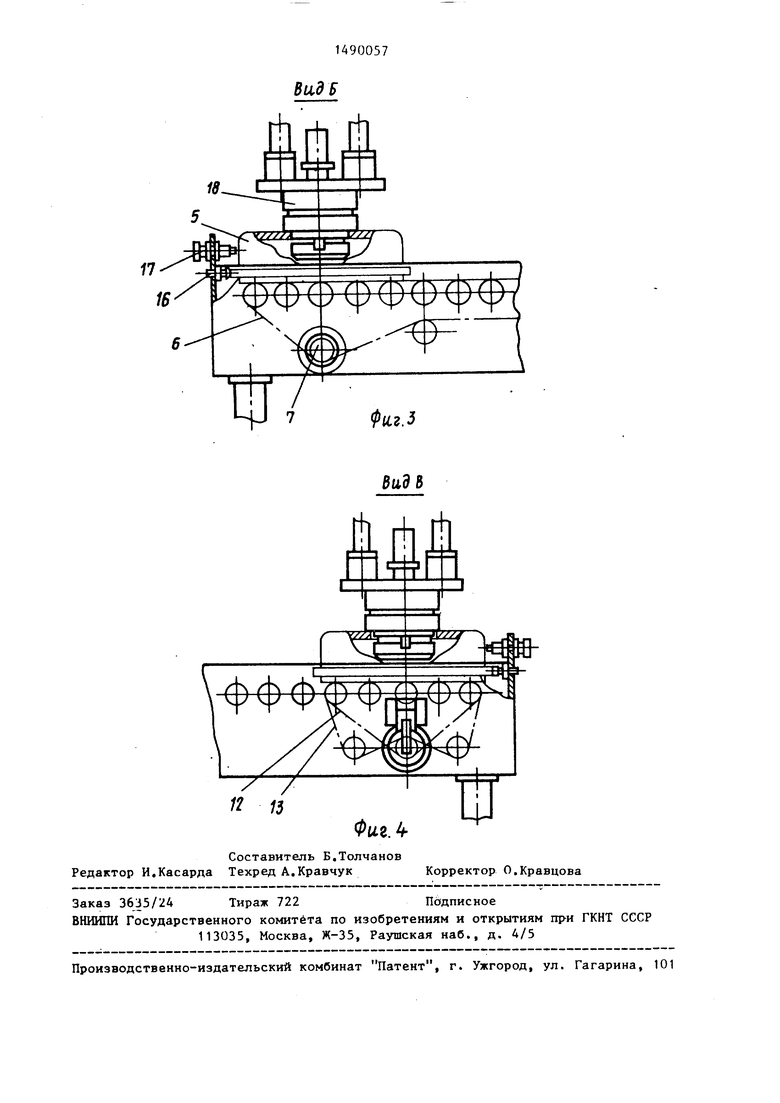
12 и 13, охватываьлцих звездочки 10 и 11 с разных сторон. Муфта 9 управляется смонтированным внутри вала 8 подпружлненным толкателем 14, с тор-- цом которого контактирует переключающий двуплечий рьпчаг 15.
На торце приемного стола 1 установлен упор 16 и бесконтактный путевой переключатель 17 контроля наличия деталей. Над приемным столом 1 с возможностью горизонтальных и вер- тикальньк перемещений располагается приемное приспособление в В1 де схва- та 18, закрепленного на манипуляторе (не показан). Схват содержит установленные на плите 19 KOjinyc 20 с рыча- raMii 21 и центрирующим стаканом 22, а также подпружиненный ловитель 23 и бесконтактный путевой переключатель 24. На плите 19 закреплен упор 25.
Устройство работает следуюпа1м образом.
По подающему рольгангу 4 на приемный стол 1 поступает деталь 5. В
Э1О время схват 18 находится над приемным столом 1 в верхнем положении. Оба ряда роликов приемного стола - левый 2 и правьпЧ 3 - вращаются в одном направлении, совпадающем с направлением вращения роликов подающего рольганга 4. При этом привод роликов правого ряда 3 осуществляется от отрезка цепи 12 через приводную звездочку 11, отрезок цепи 13
Т
Вид В
Фи,г.5
Вид В
ФигЛ
| Способ приготовления композиции дляТЕплОгидРОизОляции | 1979 |
|
SU833907A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Питатель для подачи баланса | 1975 |
|
SU562475A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для транспортирования штучных грузов | 1979 |
|
SU878688A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| .: | |||
