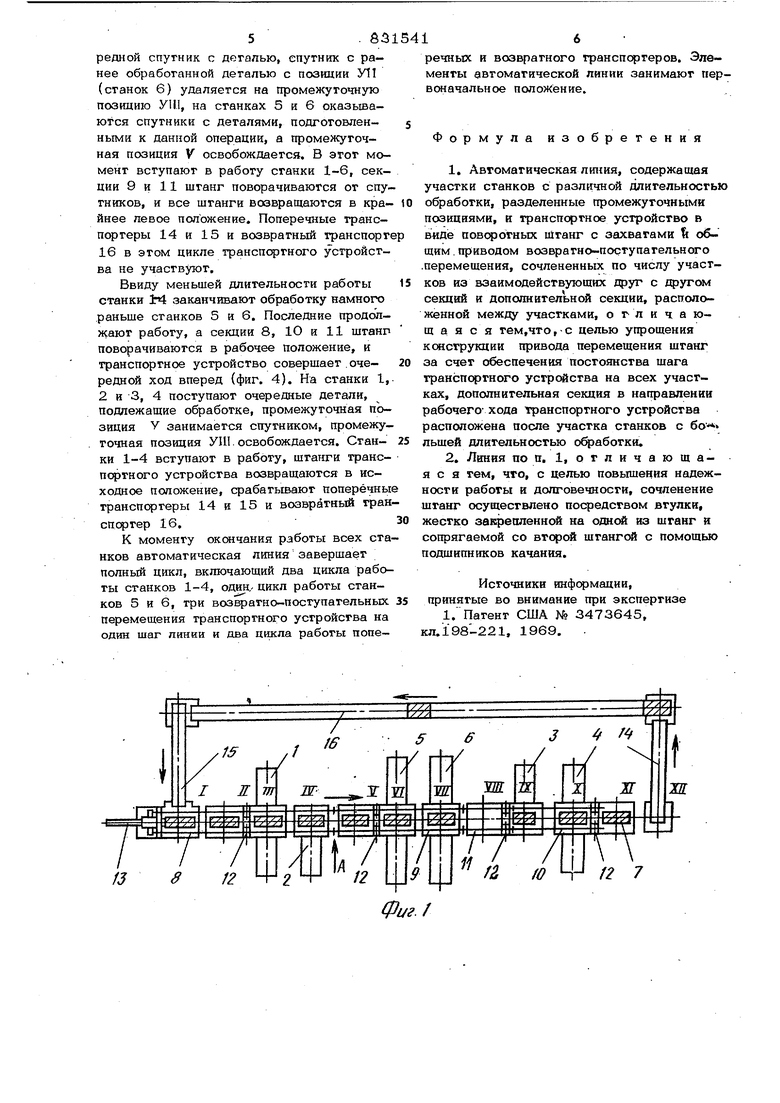
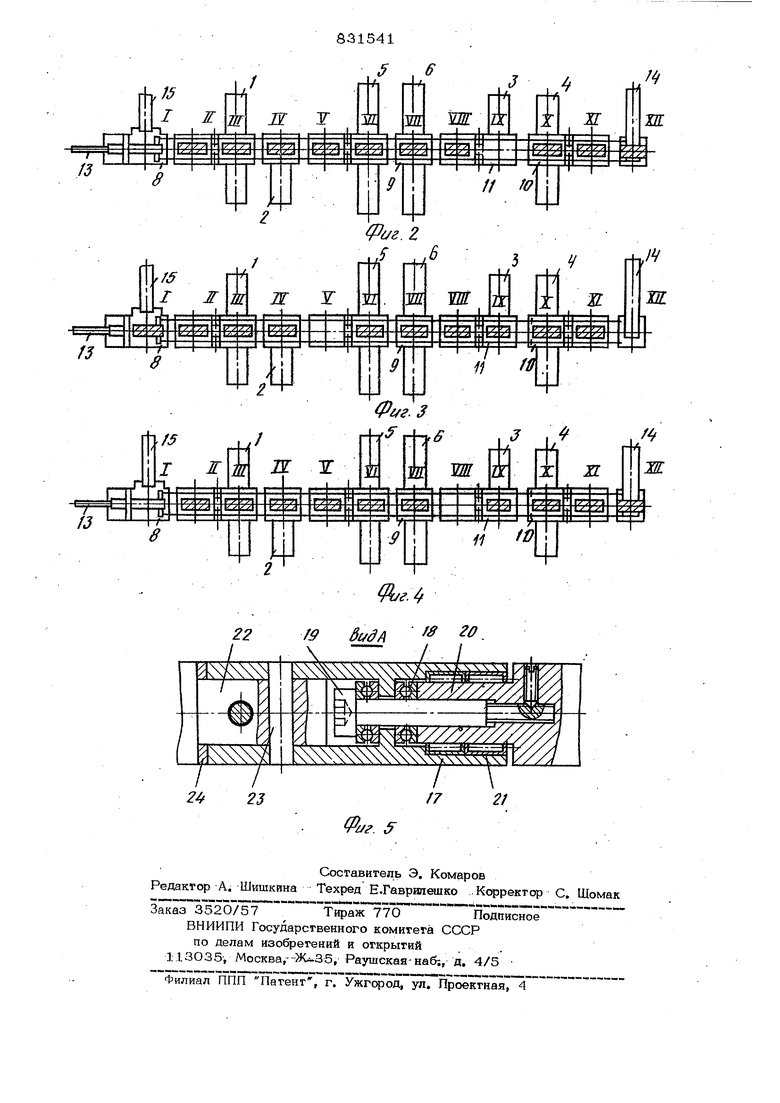
Изобретение относится к станкостроению, а именно к автоматическим линиям, снабженным транспортными устройствами с поворотными штангами.Известна автоматическая линия, на которой изделия между станками перемещаются с различной продолжительностью обработки. Эта линия состоит из нескольких участков, объединяющих либо станки с меньшей длительностью обработки, либо станки-дублеры с большей длительностью обработки. На участке станковс большей длительностью обработки детали перемещаются на двойной шаг после каждых двух одинарных (на шаг) .перемещений деталей на участках станков с меньшей длительностью обработки. Так как на различных участках детали перемещаются неодновременно и с разными шагами, то для их накопления предусмотрены промежуточные (нерабочие) позиции, число которых до и после участка с большей длительностью обработки равно числу станков-дублеров на этом участке (в данном случае - двум Перемещениедеталей осуществляется транспортным устройством, повсротная штанга которого состоит из нескольких сочлененных между собой секций, каждая из которых обслуживает свой участок, и дополнительной секции, располсакенной перед участком станков с большей длительностью обработки и обслуживающей поочередно этот участок и предшествующие ему промежуточные позиции. Секции транспортнса о устройства снабжены общим приводом возвратно-поступательного перемещения и автономными механизмами повфота, что позволяет каждой секции штанги, независимо от других секций, осуществлять своими упорами захват и освобождение транспортируемых деталей и перемещать их на одинарный или двойной шаг, соответствующий расположению обслуи иваемьк станков, причем допблнительная секция поочередно перемещает детали на шаги различной величины. Привод перемещения штанги содержит промежуточный упор, положение которого определяет величину хода шганги в завнсимосги от того, с каким шагом перемещаются Дегапи в данный момент Щ. Недосгагками известной автоматической пинии являются неодновременность перемещения обрабатываемых деталей и различные величины шагов на разных участках, что приводит к усложнению конструкции привода транспортного устройства. Кроме того, сочленение секций штанги .посредством элементов, работающихв условиях трения скольжения, снижает их надежность и долговечность. Цель изобретения - упрощение конструкции привода перемещения штанг за счет обеспечения постоянства, шага транспортного устройства на всех участках, а также повышение надежности работы и дол- гоеечности. Поставленная цель достигается тем, что в автоматической линии дополнительная секция в направлении рабочего хода транспорт- ного устройства расположена после участка cTiaHKOB с большей длительностью обработ- ки. Сочленение штанг осуществлено посредством втулки, жестко закрепленной на одной из штанг И сопрягаемой со второй штангой с помощью подшипников качания. На фиг. 1 изображена предлагаемая автоматическая линия, штанги транспортного устройства в исходном положений, вид в плане; на фиг. 2 - 4 - то же, шта нги и спутники в положениях, соответствующих различным моментам цикла работы линии, ; на фиг. 5 - вид А на фиг. 1. Автоматическая линия состоит из агрегатных станков 1-4 с меньшей длительностью ,-обработки и станков 5 и 6 с большей длительностью обработки, установленных в соответствии с технологическим процессом и связанных между собой транспортным устройством, служащим для перемещения приспособлений-спутников 7 и содержащим две поворотные круглые штан ги с захватами (на чертеже не обозначены), состоящие из сочлененных между собой секций 8-10 и дополнительной секции 11, каждая из которьк снабжена двумя (по числу штанг) механизмами 12. поворо та щтанг. Дополнительная секция 11 расположена после участка станков 5 и 6. Привод перемещения штанг осуществляется гшфоцилиндром 13, ход штока которого равен шагу автоматической линии. Станки 5 и 6 предназначены для одно временного выполнения одной и той же технологической операции, так как соглас но технологическому процессу продолжиельность этой операции существенно болье, чем длительность обработки деталей машинное время) на станках 1-4. Между частками станков с меньшей длительнотью обработки (станки 1-4) и участком танков с большей длительностью обработ. и (станки 5 и 6) расположены промежуочные (нерабочие) позиции. Возврат риспособлений-спутников 7 на загрузочую позицию осуществляется с помощью оперечных транспортеров 14 и 15 и возратного транспортера 16. Линия имеет позиции для загрузки заготовсж в приспособления-спутники 7 и выгрузки обработанных деталей. Поворотное сочленение штанг осуществляется посредством втулки 17, к торцам внутреннего бурта которой прилегают два упорных подшипника 18. Затяжка винта 19 исключает возможность взаимного перемещения цапфы 20 и втулки 17 вдоль их общей оси а игольчатые подшипники 21 облегчают их поворот друг относительно друга. С цапфой 22 втулка 17 жестко скреплена при помощи цилиндрических штифтов 23. Погрещности изготовления деталей компенсированы установкой кольца 24, Автоматическая линия работает следующим образом. По окончании предьшущего цикла автоматической линии приспособления-спутники 7 и штанги транспортера занимают положение, изображенное на фиг. 1. При этом спутник на позиции УШ отсутствует. После загрузки заготовки на позицию П и разгрузки детали на позиции,XT секции 8-10 поворачиваются вполеткение, при котором захваты подводятся к спутника м 7. Привод. 13. обеспечивает перемещение всех спутников на tuar .(фиг. 2). Свободной оказывается позиция IX (станок 3), а на позицию У И .(станок 6) поступает деталь, ранее обработанная наЛ:ганке 5, выполняющем ту же операцию, что и станок 6. Затем осуществляется отворот всех секций штанг и их возврат в исходное положение. На позицию 1 с поперечного транспортера 15 поступает очередной спутник, а спутник с позиции XII удаляется транспсфтером 14, а затем возвратным транспортером 16. Сразу же осуществляется следующий цикл транспортного устройства линии, при котором в рабочее положение (захватами к спутникам) поворачиваются лишь секции 9 и 11 (фиг. 3). В результате этого на позицию IX (станок 3) поступает очд5. S3 редной спугник с деталью, епугннк с ранее обработанной деталью с позиции У11 (станок 6) удаляется на промежуточную позицию УIII, на станках 5 и 6 оказываются спутники с деталями, подготовленными к данной операции, а промежуточная позиция V освобождается, В этот момент вступают в работу станки 1-6, секции 9 и 11 штанг поворачиваются от спутников, и все штанги возвращаются в краинее левое положение. Поперечные транспортеры 14 и 15 и возвратный транспорт 16 в этом цикле транспортного устройства не участвуют. Ввиду меньшей длительности работы станки t«t заканчивают обработку намного .раньше станков 5 и 6. Последние продолжают работу, а секции 8, 10 и 11 штанп поворачиваются в рабочее положение, и транспортное устройство совершает . очередной ход вперед (фиг. 4). На станки 1, 2 и 3, 4 поступают очередные детали, подлежащие обработке, промежуточная позиция V занимается спутником, промежуточная позиция УИ1. освобождается. Станки 1-4 вступают в работу, штанги транспортного устройства возвращаются в исходное положение, срабатывают поперечны транспортеры 14 и 15 и возвратный тран cnqDTep 16. К моменту окончания работы всех станков автоматическая линия завершает полный цикл, включающий два цикла работы станков 1-4, один,- цикл работы станков 5 и 6, три возвратно-поступательных перемещения транспортного устройства на
один шаг пинии и два цикла работы попе- кл. 198-221, 1969. 1 речных и возвратного транспортеров. Элементы автоматической линии занимают первоначальное положение. Формула изобретения 1. Автоматическая линия, содержащая участки станков с различной длительностью обработки, разделенные промежуточными позициями, к транспортное ус1ройство в виде noBqjoTHbK Щтанг с захватами ti общим, приводом возвратно-поступательного .перемещения, сочлененных по числу участков из взаимодействующих друг с другом секций и дополнительной секции, расположенной между участками, о т л и ч а ющ а я с я тем,что,-с целью упрощения конструкции привода перемещения штанг за счет обеспечения постоянства шага транспортного устройства на всех участках, дополнительная секция в направлении рабочего- хода транспортного устройства расположена после участка станков с бо- льшей длительностью офаботки. 2. Линия по п. 1, отличающаяся тем, что, с целью повышения надежности работы и долговечности, сочленение штанг осуществлено посредством втулки, жестко закреоленной на однсй из штанг и сопрягаемой со второй штангой с помощью подшипников качания. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3473645,

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СПУТНИКОВОГО ТИПА | 1972 |
|
SU435923A1 |
| Автоматическая линия спутникового типа | 1983 |
|
SU1129062A1 |
| Гибкая автоматическая линия | 1989 |
|
SU1662808A1 |
| Автоматизированная линия групповой сборки | 1988 |
|
SU1604564A1 |
| Автоматическая фрезерная линия для двухсторонней механической обработки деталей | 1983 |
|
SU1174231A1 |
| Устройство для транспортирования деталей | 1981 |
|
SU996169A1 |
| Станок для механической обработки отверстий на внутренних поверхностях кольцевых деталей | 1978 |
|
SU753604A1 |
| Автоматическая линия спутникового типа | 1991 |
|
SU1784445A1 |
| Автоматическая линия спутникового типа | 1982 |
|
SU1013216A1 |
| Устройство для угловой ориентации деталей | 1987 |
|
SU1490057A1 |
я / I f2, Ю Ч- П
Фиг./ 7
5 6
аг.г
