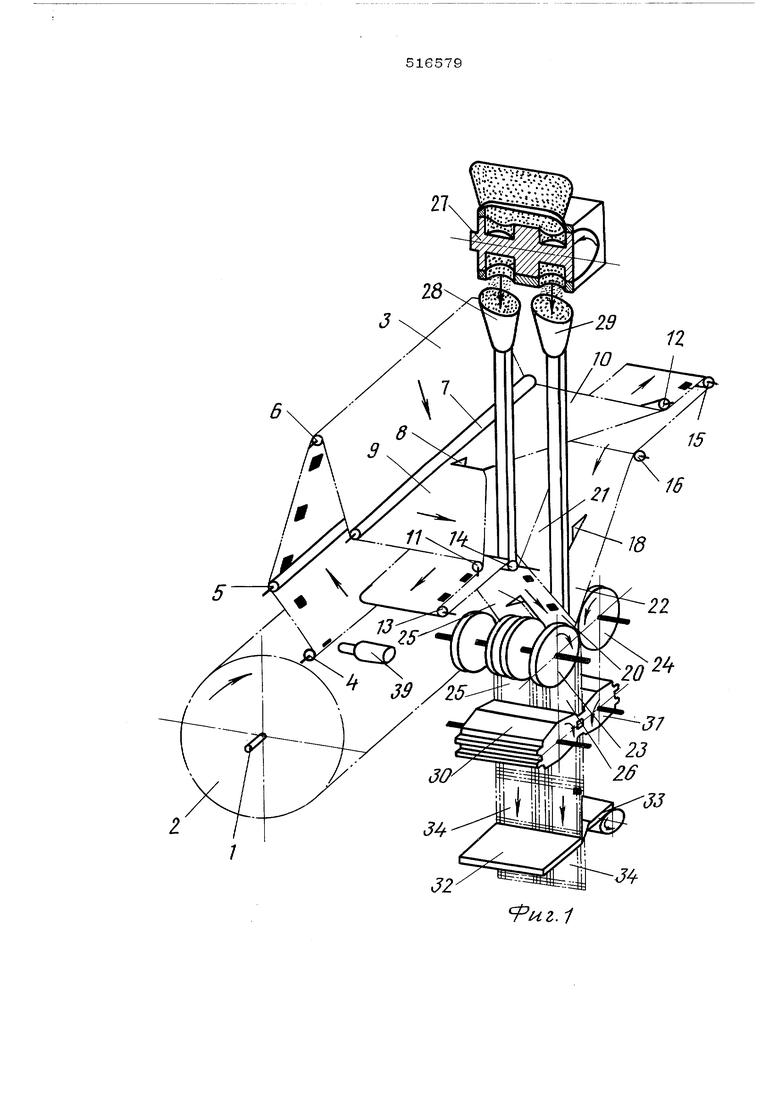
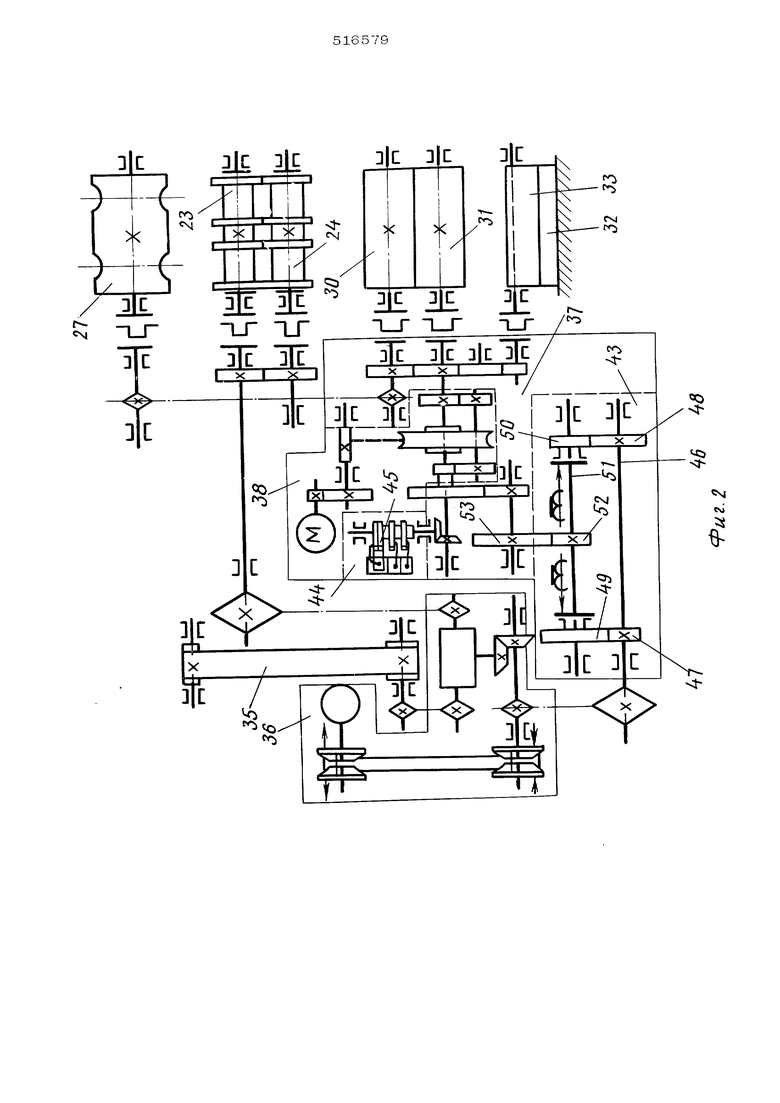
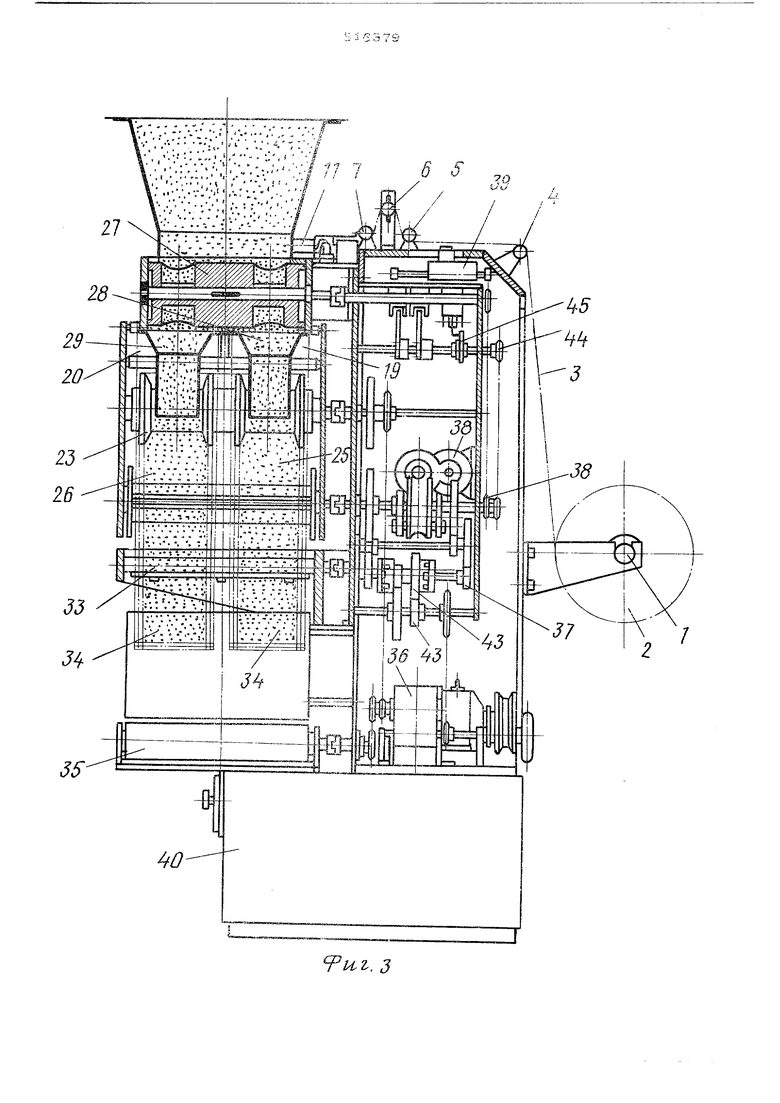
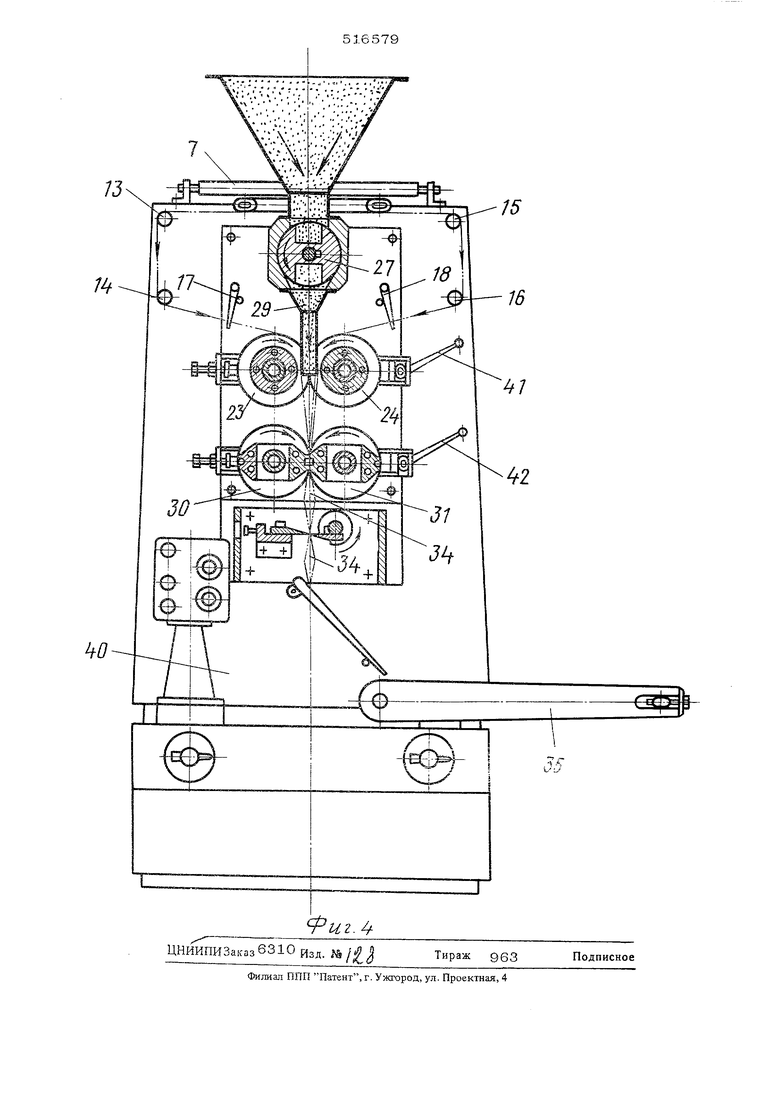
лом один к другому в горизонтальной плоскости ролики 11 и 12 для разворачивания полос 9 и 10 под прямым углом к направлению движения ленты 3 и ориентирования их склеивающими (внутренними) сторонами друг к другу, направляющие ролики 13s 14 и 15, 16 для сведения полос 9 и 10 и продольные ножи 17 и 18, наличие и количество которых определяется количество ручьев в устройстве для продольного разрезания полос 9 и 10 на полоски 19, 20 и 21, 22, Приспособление для образования продольного шва включает барабаны. 23 и 24 для протягивания ленты. 3 и сваривани продольных кромок полос 9 и 10 или поло сок 19, 20 и 21, 22, с целью получени рукавов 25 26. Устройство включает также дозатор 27 с одним или несколькими, например двумя, продуктопроводами 28 и 29, в зависимости от количества ручьев в устройстве. М ханизм образования поперечных швов выполнен в виде двух протяжных роторов ЗО и 31 для термосклеивания и расположенно го под ними ножевого механизма с неподвижным и роторным ножами 32 vi 33 для отделения готовых пакетов 34 от рукавов. Устройство содержит также ленточный транспортер 35 для отведения готовых пакетов, привод с клиноременны.м вариантом скорости 36, распределительную коробку 3 с механизмом центрирования 38 рисунка пакета, фотоэлемент 39 для управления двигателем механизма центрирования 38, станину 40 для крепления и монтажа всех механизмов устройства, два механизма раз ведения 41 ъ 42 (фиг. 4) барабанов 23 и 24 и роторов 30 и 31 для удобства заправки лент и электрооборудование. Распределительная коробка 37, кроме механизма центрирования рисунка 38, содержит преобразователь скорости 43 запечатывающих роторов 30 и 31j дозатора 27 и роторного ножа 33 для замедления (выравнивания) их рабочей скорости со скоростью 23, 24 и ускорения скорости при холосты.х перебегах и командоаппарат 44 с кулачком 45, профиль которого регулируется путем смещения половин кулачка 45 для регулирования продолжительности работы преобразователя скорости 43 на рабочей скорости или скорости холостого перебега, чем достигается регулировка длины пакета и обеспечивается получение заданного диапазона длин пакетов. Преобразователь скорости 43 состоит из двух валов, на одном из которых (приводном 46, фиг. 2) жестко установлены. две шестерни 47 и 48, зацепляющееся с шестернями - наводками 49 и 50, имеющими эпектромуфты, и закрепленными на втором валу 51 на подшипниках. При этом шестерни этих валов имеют разное передаточное число. Таким образом, при включении той или иной электромуфты вал 51 получает разны.е скорости от вала 46, а продолжительность включения электромуфт определяется профилем (выступом и впадиной) кулачка 45 командоаппарата 44. Вал 51 зубчатой передачей 52 и 53 передает вращение через промежуточные передачи (на чертежах не обозначены) и механизм центрирования 38 на вал одного из роторов 31, который, в свою очередь, связан с роторным ножом 33 и командоаппаратом 44, а вал другого ротора ЗО - с дозатором 27. Устройство работает следующим образом, Подаваемая с рулона 2 лента 3 через направляющие ролики 4, 5, 7 и 6 разрезается в продольном направлении центральным ножом 8 на две полосы 9 и 10. Каждая такая полоса расположенными под прямым углом .один к другому роликами 11 и 12 и роликами 13-16 разворачивается под прямым углом к направлению движения ленты. 3 и сводится барабанами 23 и 24 внутренней поверхностью друг к другу. Каждая полоса перед поступлением к барабанам 23 и 24 может бы.ть разрезана в продольном направлении дополнительны.ми ножами 17 и 18 на несколько полосок 19, 20 и 21, 22 в зависимости от количества ручьев в устройстве. Сжаты.е кромки полос 9 и 10 или полосок 19, 20 и 21, 22 сваривают в продольном направлении с образованием рукава или рукавов и протягивают нагретыми барабанами 23 и 24 с постоянной скоростью. Поперечное сваривание рукава или рукавов осуществляется двухскоростны.ми запечатывающими роторами 30 и 31 на малой скорости, равной скорости барабанов 23 и 24. Регулировка длины пакетов осуществляется путем изменен.ия времени вращения на большой скорости двухскоростных запечатывающих роторов 30, 31 при холостом перебеге их рабочих поверхностей. Максимальную длину пакета можно получать, сравняв скорость холостого перебега с рабочей скоростью двухскоростных запечатывающих роторов 30, 31. Заполняют рукав или рукава продуктом при помощи дозатора 27 известной конструкции через продуктопровод или продуктопроводы 28 и 29. Заполненные и запечатанные пакеты 34 отделяпют от рукава (рукавов) с помощью неподвижного 32 и роторного 3 ножей и отводят на сортировку ленточным транспортером 35. Время перебегов на рабочих и холостых скоростях барабана, дозатора 27, двухскоростных: запечатывающих роторов и роторного ножа строго синхронизировано кинематикой устройства и регулируется профилем кулачка 45 и командоаппарата 44. Центрирование рисунка пакета устройством осуществляется путем кратковременного замедления или ускорения скоростей двухскоростных запечатывающих роторов за счет воздействия запоздалого или досрочного сигнала фотоэлемента 39 на апек родвигатель механизма центрирования 38. формула изобретения Устройство для изготовления, наполнения продуктом и запечатывания пакетов из рмосклеивающегося материала, содержащее питатель с дозатором, протяжные барабаны, для образовант а продольных L-JBOE, расположенные под г1т:ми протя ; ные роторы для образования поперечных швов, ножевой механизм для отделения пакетов к привод, отличающееся тем, что, с целью обеспечения быстрого изменения габаритов изготавливаемых пакетов, привод снабжен кулачком и преобразователем скорости для изменения оборотов ротора, дозатора и ножевого механизма, включающим два вала, на одном из которых закреплены. две щестерни, а на другом - две шестерни электромуфтами, при этом шестерни этих валов соединены между собой и имеют разное передаточное число, а кулачок сБя.зан с электромуфтами преобразователя и выполнен составным для изменения его профиля. J2/ иг.1
.Ц.3|. г
Г .. |
J/I II т
/
У
с 3
.
/
С D
/fO
эс ТС .Ж..
-Г I I
з|с 31с ж
у I X I ir
ТТ
lLt.3 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления, напол-НЕНия пРОдуКТОМ и зАпЕчАТыВАНия пА-KETOB из ТЕРМОСКлЕиВАющЕгОСя МАТЕРи-АлА | 1978 |
|
SU821295A2 |
| Устройство для изготовления,НАпОлНЕНия пРОдуКТОМ и зАпЕчАТыВАНияпАКЕТОВ из ТЕРМОСКлЕиВАющЕгОСяМАТЕРиАлА | 1979 |
|
SU806530A1 |
| Устройство для упаковывания предметов в пакеты из термосклеивающегося материала | 1988 |
|
SU1701593A1 |
| Устройство для изготовления пакетов из пленочного материала,их заполнения и запечатывания | 1978 |
|
SU735490A1 |
| Устройство для раскроя эластичного материала на заготовки | 1987 |
|
SU1482813A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1985 |
|
SU1266712A2 |
| Устройство для резки и упаковки в пакеты мясных продуктов | 1974 |
|
SU560747A1 |
| Устройство для изготовления наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1981 |
|
SU982975A1 |
| Устройство для раскроя эластичного материала на заготовки | 1983 |
|
SU1237448A1 |
| КЛИПСАТОР | 2000 |
|
RU2162638C1 |