1
Изобретение относится к трубному производству, в частности к сварке прямошовных труб токами высокой частоты.
Известна штанга газового подпора, предназначенная для предотвращения образования внутреннего грата и защиты внутренней поверхности щва от oкиCv eния.
Недостатком такой штанги является отсутствие ферритов, что снижает эффективность ее использования при сварке с предварительным подогревом кромок токами высокой частоты.
Известна также штанга для сварки прямошовных труб, содержащая ферриты.
Недостатком известной штанги является отсутствие изоляционного кожуха вокруг ферритов, что приводит к быстрому выходу их из строя.
Наиболее близким техническим решением к предлагаемому изобретению является внутренняя штанга для сварки прямошовных труб, содержащая набор ферритовых колец и изоляционный кожух из материала-диэлектрика.
Известная конструкция штанги не обладает технической прочностью и герметичностью, достаточными для ее надежности и долговечности в работе.
Повышение надежности и долговечности работы обеспечивается за счет того, что предлагаемая штанга снабжена-дапол-нительным металлическим кожухом, охватывающим изоляционный кожух и выполненным с продольной прорезью со стороны кромок трубной заготовки.
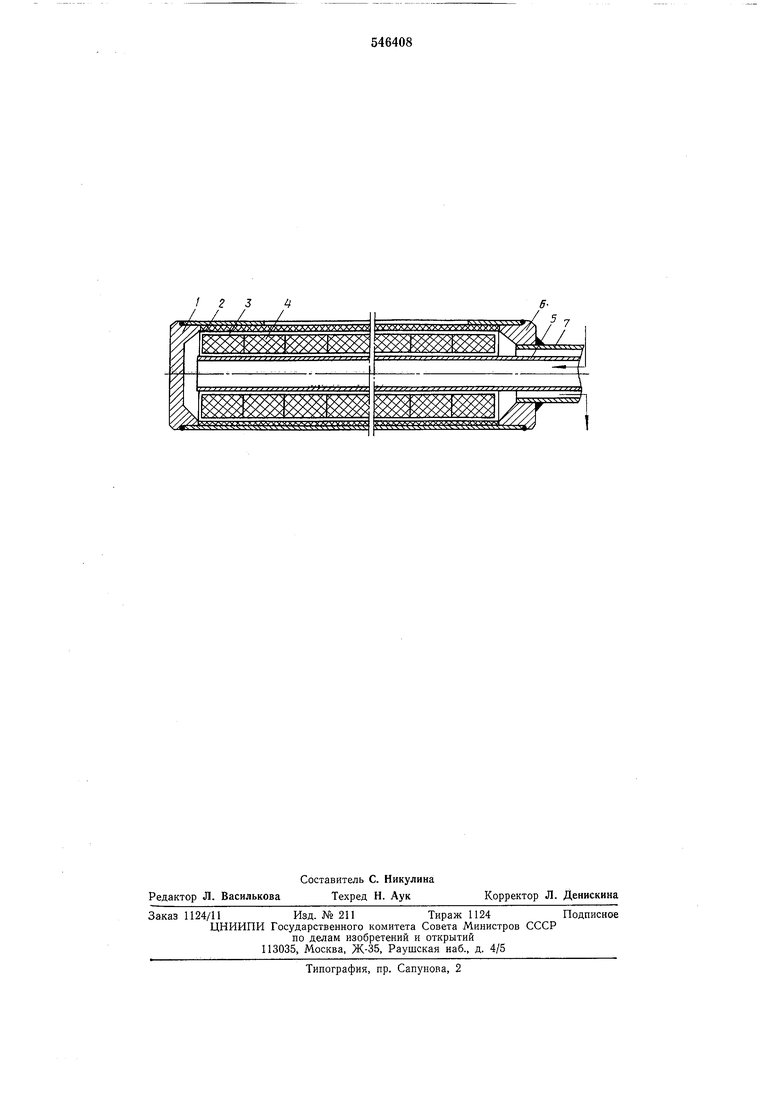
На чертеже изображена предлагаемая внутренняя штанга, продольный разрез.
Штанга содерл ит заглушку 1, соединенную, например, при помощи пайки с металлическим колсухом 2, имеющим продольную прорезь со
стороны кромок трубной заготовки, ширина которой больше зазора между кромками заготовки. Заглушка 1 соединена посредством клеевого соединения с изоляционным кожухом 3, внутри которого размещены ферриты 4,
охлаждаемые водой, поступающей через трубку 5. С кожухами 2, 3 герметпчно соединена 6, внутри которой расположена трубка 7 для отвода воды.
20
Формула изобретения
Внутренняя щтанга для сварки прямошовных труб, содержащая набор ферритовых колец и из.оляционный кожух, отличающаяся тем, что, с целью повышения надежности и долговечности ее р-аботь1, щтанга снабжена дополнительным металлнчески.м кожухом, охватывающим изоляционный кожух и выполненным с продольной прорезью со стороны кром-ок трубной заготовки. , .
| название | год | авторы | номер документа |
|---|---|---|---|
| Сердечник для радиочастотной сварки прямошовных труб | 1981 |
|
SU1007877A1 |
| Магнитопровод для высокочастотной сварки прямошовных труб | 1987 |
|
SU1489871A1 |
| Устройство для высокочастотной сварки прямошовных стальных труб | 1979 |
|
SU919833A1 |
| Способ высокочастотной сваркипРОдОльНыХ шВОВ ТРубНыХ зАгОТОВОК | 1979 |
|
SU814621A1 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
| Сердечник для сварки труб токами высокой частоты | 1975 |
|
SU517343A1 |
| Устройство для высокочастотной сварки труб из нержавеющих сталей | 1988 |
|
SU1540888A1 |
| Устройство для удаления внутреннего грата в сварных трубах | 1978 |
|
SU766698A2 |
| Сварочный стан установки для изготовления труб электродуговой сваркой | 1970 |
|
SU335878A1 |
| Способ изготовления прямошовных труб | 1988 |
|
SU1722647A1 |