1
Изобретение относится к области обработки металлов давлением, в частности к гибочным штампам, и может быть использовано в машиностроении.
Известны штампы для изготовления деталей, содержащие пуансон и матрицу, закрепленные соответственно на верхней и нижней плитах, и механизм для удаления деталей, выполненный в виде транспортера, связанного через зубчато-реечную передачу с верхней плитой, установленной с возможностью перемешения.
Однако при изготовлении деталей, например, полузакрытого профиля отштампованная деталь не может.быть удалена из штампа, потому что остается на пуансоне.
С целью обеспечения съема деталей одновременно с их удалением предлагаемый штамп снабжен съемником в виде по крайней мере одного выступа, закрепленного на транспортере, размеш.енном в пазах, выполненных в пуансоне, а зубчатая передача и рейка смонтированы соответственно на верхней и нижней плитах.
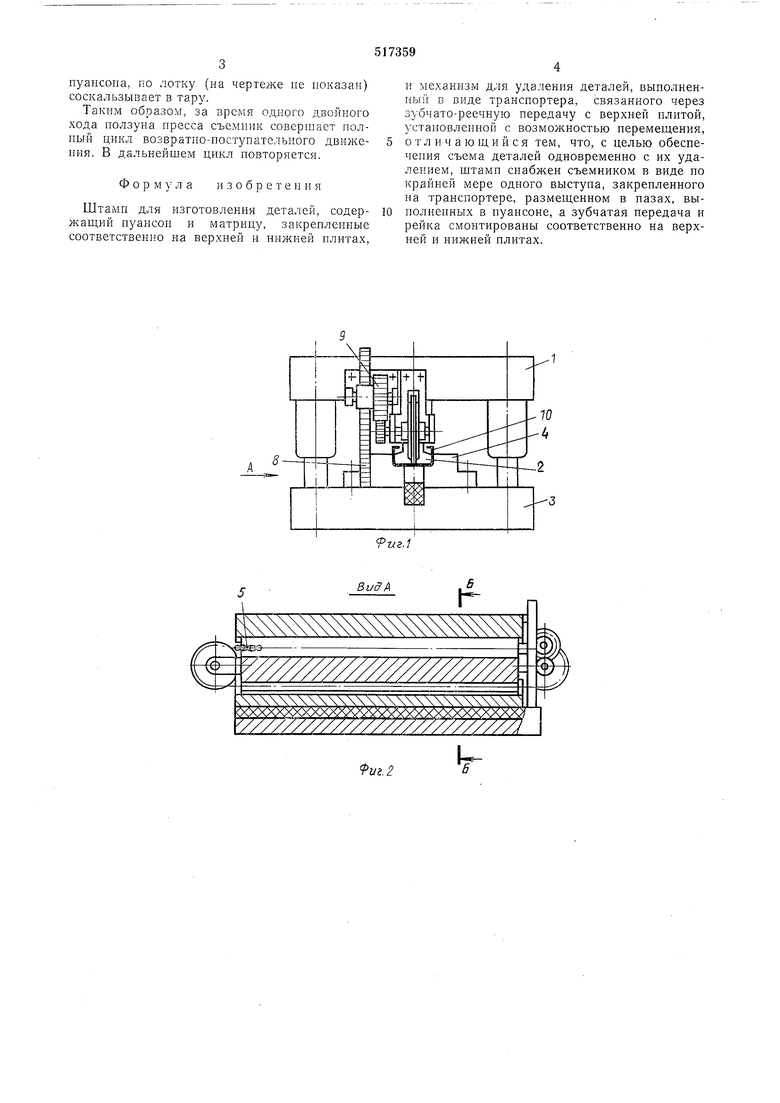
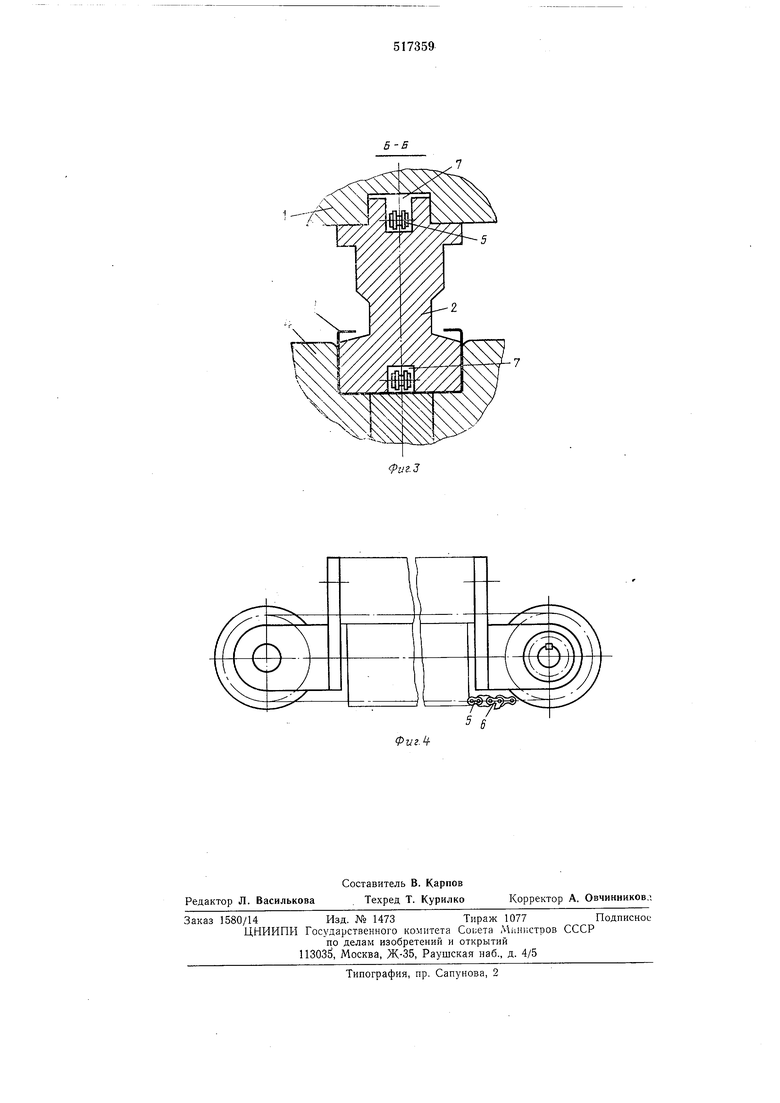
На фиг. 1 показан предлагаемый штамп, обший вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1; на фиг. 4 - съемник.
Штамп для изготовления деталей содержит установленную с возможностью перемеш,ения верхнюю плиту 1 с закрепленным на ней пуансоном 2 и нижнюю неподвижную плиту 3 с матрицей 4. Механизм для удаления деталей, вынолненный в виде транспортера со съемником, представляет собой роликовую цепь 5 с выступом 6, обе ветви которой размещены в пазах 7, выполненных в хвостовой и рабочей части пуансона 2. Цепь
5имеет привод от зубчато-реечной передачи, рейка 8 которой закреплена на плите 3, а зубчатая передача 9 смонтирована на верхней плите 1.
Изменяя передаточное отношение зубчатореечной передачи, можно получить заданную величину перемещения съемника.
Штамп работает следующим образом.
На матрицу 4 укладывается заготовка. Верхняя плита 1 с пуансоном 2 движется вниз. Цепь 5 посредством зубчато-реечной передачн приводится в движение, а съемник
6перемещается в исходное ноложение и к момеиту приближения пуансона 2 к заготовке, находящейся на матрице 4, вы.ходит из штампа.
При движении пуансона 2 с отштампованной и оставшейся на нем деталью 10 вверх цепь 5 со съемником начинает двигаться в обратном направлении. Съемник зацепляет Деталь 10 и сдвигает ее с пуансона 2, удаляя из штампа. В конце хода деталь, снятая с
пуансона, no лотку (на чертеже не ноказан) соскальзывает в тару.
Такнм образом, за время одного двойного хода ползуна пресса съемннк совершает полный цикл возвратно-поступательного движения. В дальнейшем цикл повторяется.
Формула и 3 о б р е т е н н я
Штамп для изготовления деталей, содержащий пуансон и матрнцу, за фепленные соответственно на верхней н нижней нлитах.
н механизм для удаления деталей, выполненный в виде транспортера, связанного через зубчато-реечную передачу с верхней плитой, установленной с возможностью перемещения,
о т л н чающийся тем, что, с целью обеспечения съема деталей одновремеипо с их удалением, щтамп снабжен съемником в виде но крайней мере одного выступа, закрепленного на транспортере, размещенном в пазах, вынолненных в пуансоне, а зубчатая нередача и рейка смонтированы соответственно на верхней и нижней плитах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Штамповый блок | 1990 |
|
SU1792785A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Устройство для удаления деталей из рабочей зоны пресса | 1983 |
|
SU1107938A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| ВЫРУБНОЙ ШТАМП | 1972 |
|
SU332894A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Устройство для удаления деталей из рабочей зоны пресса | 1990 |
|
SU1801688A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
y7////////////7////////////J
Ptts.l
IT
Vi.2
