До последнего времени практика станкостроения и ремонта станков знала только два метода окончательной обработки направляющих - шабровку или шлифовку.
Ни тот ни другой метод не являются натуральными, поскольку и путем шабровки и путем шлифовки получается плоскость по принципу копирования уже существующей плоскости.
Единственными натуральными методами получения точной плоскости являются метод трех линеек или метод двух основных и третьей вспомогательной линейки. Оба эти метода не требуют никаких точных вспомогательных приспособлений и инструментов, но являются прецизионными сами по себе позволяя получить точную работу.
До последнего времени метод трех линеек находил применение только при изготовлении шабровочных линеек и иногда шабровочных плит путем ручной работы.
В предлагаемо.м станке работа осуществляется механически указанными методами путем применения двух притиров, одновременно притирающихся друг с другом и с доводимой плоскостью.
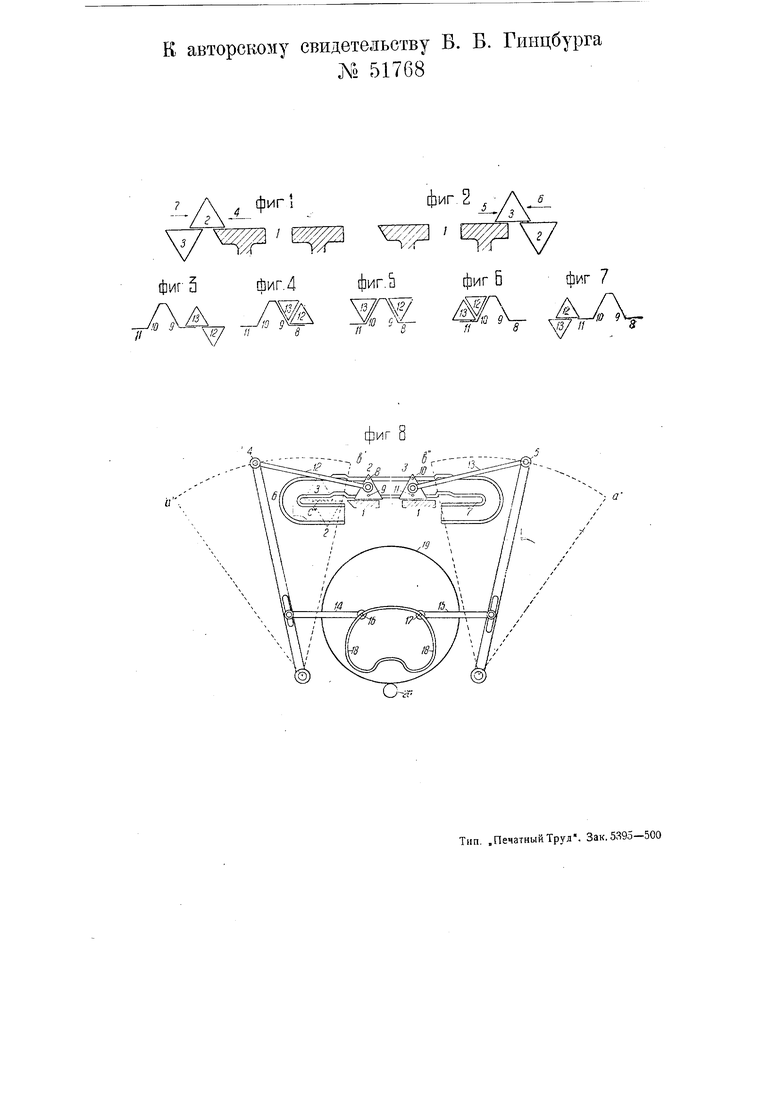
На чертеже фиг. 1 и 2 поясняют работу станка при притирке плоских поверхностей у направляющих станин; фиг. 3-7-то же при притирке направляющей трапецоидального сечения; фиг. 8 изображает схему работы притирочного станка.
На фиг. 1 и 2 поверхность 7 является притираемой поверхностью станины станка; поверхности 2 и 5 являются , притирами.
В положении по фиг. 1 поверхность 2 перемещается по поверхности J и 3 в направлениях, указанных стрелками и 7. В положении по фиг. 2 поверхность 3 перемещается по поверхности 7 и 2 в направлениях, указанных стрелками 5 и 6. Мы получаем здесь взаимную притирку трех поверхностей, что обеспечивает натуральный метод получения плоскости. Работа может производиться без притирочного вещества или с наждаком, с пастой „ГОИ и т. п.
Несколько сложнее движения при притирке направляющих трапецоидального сечения.
Из фиг. 3-7, на которых одинаковые части обозначены одними и теми же цифрами, эти движения понятны без всяких пояснений.
По этому принципу легко можно представить себе другие движения при обработке любых других поверхностей.
На фиг. 8 дана схема притирочного станка для плоских направляющих. Для пригонки плоской станины / притирочные поверхности 2, 3 перемещаются под влиянием качающихся кулис 4, 5 ъ направляющих б, 7. Так как притиры действуют только под влиянием силы тяжести, то в направляющих 5 и 7 стержни 8, 9, Ю, 11 двигаются с большим зазором (на фиг. 8 для рельефности изображения между притирами и плоскостью показан больщой зазор, фактически же он небольшой).
Перемещение притиров происходит за счет движения щатунов /2, 13, которые соединены с кулисами 4, 5. Кулисы 4, 5 перемещаются под действием горизонтальных толкателей 4, 15; пальцы толкателей 16, 17 перемещаются по фасонной прорези в зубчатом маховике 19, который приводится во вращение от электродвигателя зубчаткой 20.
Форма направляющей 18 для пальцев толкателей 14, 15 обусловливается характером движения кулис. Кулисы 4, 5 должны два раза за один ход быть в крайнем положении а , а, тогда как в положении Ь и Ь кулисы должны быть только один раз за ход.
Предмет изобретения.
1.Станок для получения точных плоскостей методом притирки трех плоскостей, отличающийся применением одновременно двух притиров, притирающихся между собой и с обрабатываемой плоскостью.
2.Форма выполнения станка по п. 1, отличающаяся тем, что притиры помещены в криволинейной направляющей (5, 7 и для их перемещения применен кулисный механизм -5, приводимый в движение фигурным эксцентриком соответствующей формы.
к авторскому свидетельству Б. Б. Гшщбурга
Л 51768
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для притирки посадочных поверхностей | 1986 |
|
SU1386426A1 |
| Станок для притирки конических и гипоидных зубчатых колес | 1969 |
|
SU361646A1 |
| УСТРОЙСТВО ДЛЯ ПРИТИРКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2207945C1 |
| Станок для отделочной обработай например, притирки зубьев колес | 1945 |
|
SU85059A3 |
| Устройство для притирки уплотнительных поверхностей | 1989 |
|
SU1683984A1 |
| Устройство для пригонки плоских круговых направляющих стола | 1983 |
|
SU1106645A1 |
| Устройство для установки детали на притирочном станке | 1990 |
|
SU1812051A1 |
| Установка для притирки сопрягаемых уплотнительных поверхностей диска и седла клапана обратного | 2019 |
|
RU2724232C1 |
| УСТРОЙСТВО для ПРИТИРКИ ТОРЦОВОЙ плоскости | 1970 |
|
SU258875A1 |
| Устройство для притирки посадочных поверхностей | 1979 |
|
SU903085A1 |
; О
