(5-1) инструмент дли ППлССОВЛНПЯ ТРУБ
Игла i устанавливается на подкладном кольце 3, которое 1эыло, из прессуемого материала. Посредством подкладного кольца 3 игла 1 центрируется относитель;но матрицы 4. Затем в контейнер 5 подается слиток 6. Слиток 6 распрессовывают при усилии, меньшем, чем необходимо для прессования изделия в очко менаду мат}эн пей 4 и иглой 1. Поэтом при распрессов ке игла 1 практически оьтается па месте,
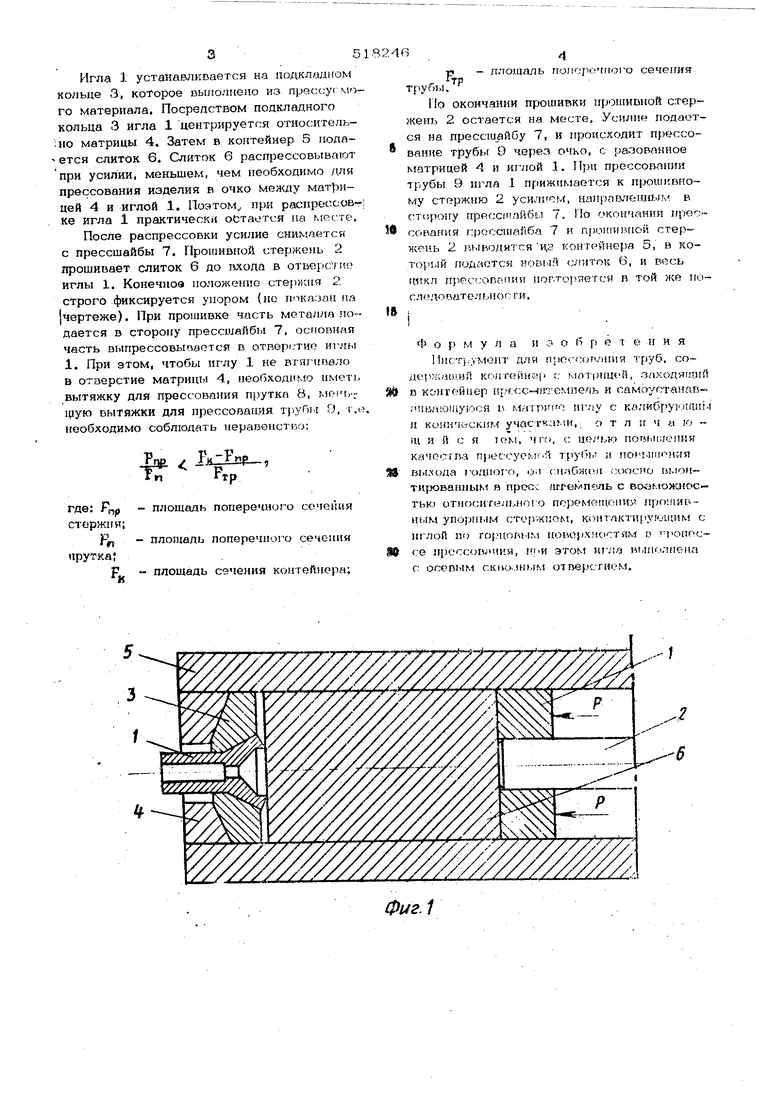
После распрессоБки усилие снимается с прессшайбы 7. Прошивной стержень 2 прошивает слиток б до гусода в отверстие иглы 1. Конечное положенно 2 строго фиксируется упором (но показан на {чертеже). При прошивке часть металла подается в сторону прессшайбы 7, осгювная часть выпрессовыоаотсй в отверс-тие иглы 1, При этом, чтобы иглу 1 не вгяг-ивало в отверстие матриц 4, еоГ)Ход)мо nMorj, вытяжку для нрессования П1Уутка 8, Kieii,-;фую вытяжки для прессования труг, 9, r.i- необходимо соблюдать неравенство:
-E ,
In
TP
площадь поперечного сечения
площадь поперечного сечения
площадь сечения контейнера;
7 - плошадь попсрочноро сечения тр
трубы,
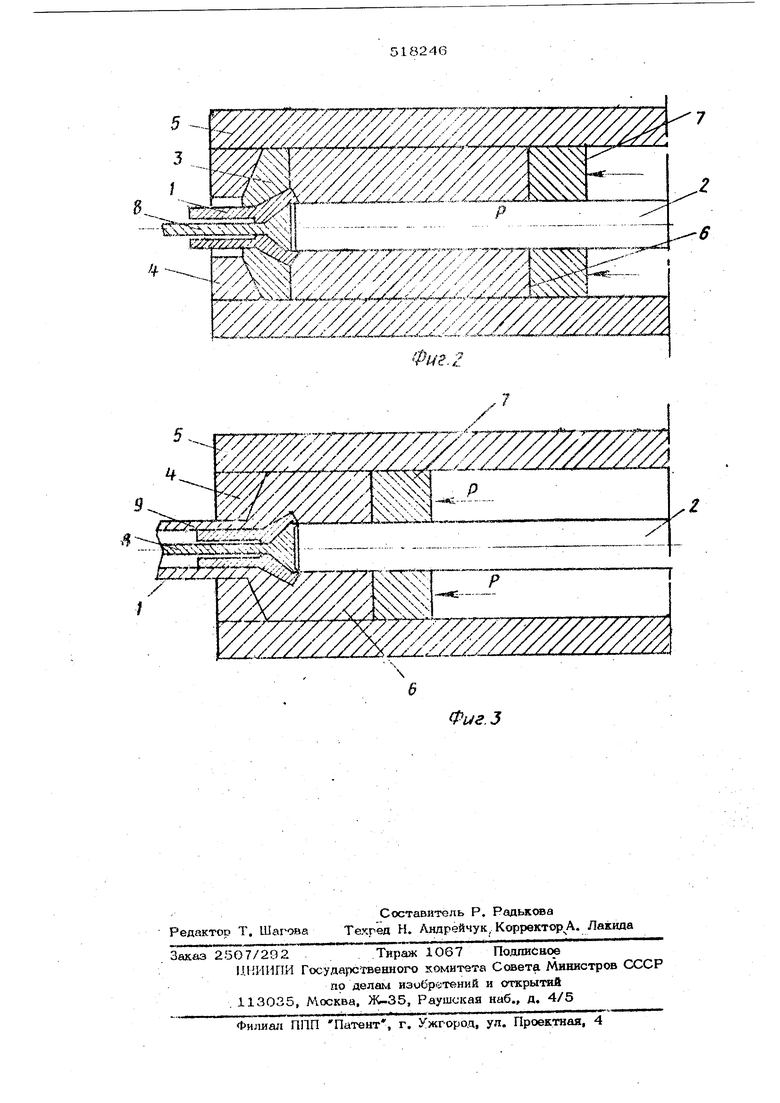
По окончании прошивки прошивной с-тержень 2 остается на месте, Уси/пш подается на прессшайбу 7, и происходит прессование трубьг 9 через очко, с разованное матрицей 4 и иглой 1. Ирм прессован1П1 трубы 9 игла 1 прижимается к прошивному стержню 2 усилием, HaHpafJ.ieiiHbj;-. в сторону прессшайбы 7. По окончании прессования проссшаКба 7 и Л1)ои11Я.ной стер сеи.ь 2 выводятся и,з конт(йне{)а 5, в который подается новый 6, и весь щткл прессования ног.торзется в той Жй по с ле ло вате.ч ы: ос г и,
о | м у л а и 3 о С р е i & н и я
Инструмент для (Х).лния труб, содер;«а.и.ий кслитейиер ;; мотргщей, заходящий
ю кснтейпер прг-с;с-н темпег1ь и самоуг ганап;U(ia oniyiocH ь м.чтриго nr;iy с калкбгУ ;1 ииЬ1 и KoiiHifeCKUM участкакш,; о т л и ч а п ill и и с я , Ч1с, с; це.ью повьияьмн- камесгва прессуемой трубь- и но.кмшсния
вы-хода годного, о; с.набжбп (.х.ос}о имом- тиртванпым в прск:; .1гге п ь с всхзмолшос- тьк.) относителк.ного перемещения Н1К);;1ив ным упорным стержнем, контлктируюи нм с иглой по го(;иоьым новорхисютям в сопоссе прессования, HI.и этом игла вглнолнена с осевым скио..)н)лм отвер ;тием.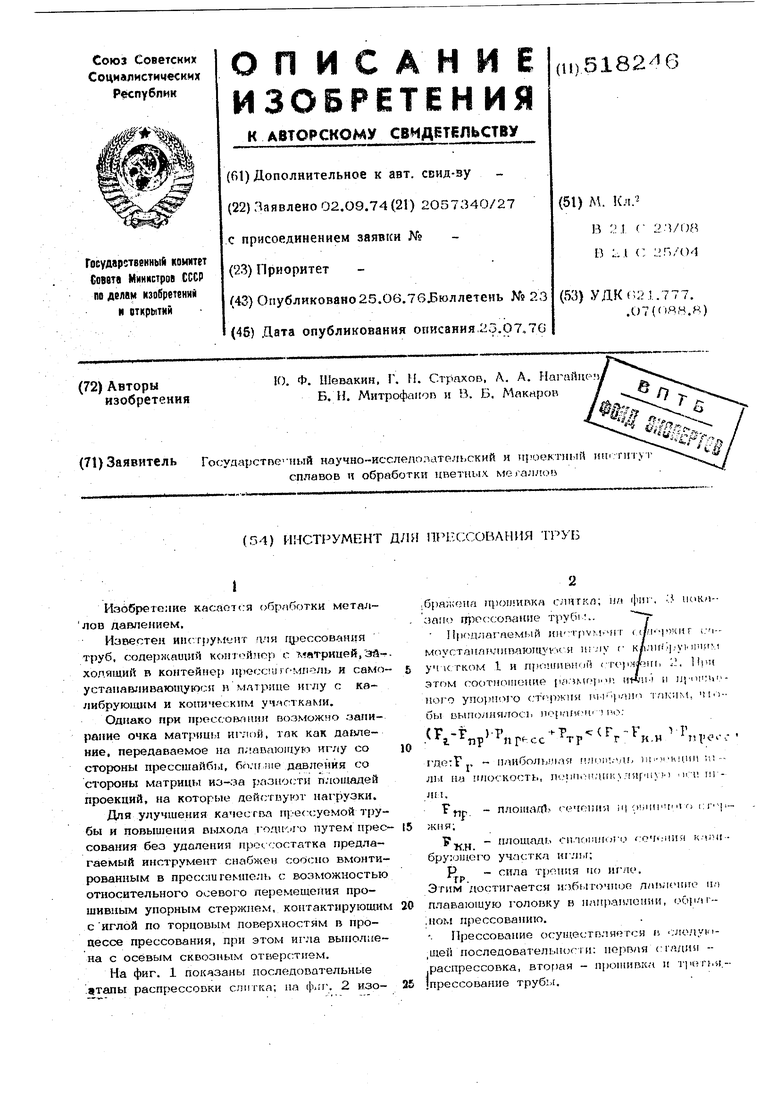
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| Способ обратного прессования труб | 1986 |
|
SU1412828A1 |
| Устройство для безокислительного прессования полых заготовок | 1991 |
|
SU1834732A3 |
| ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU268137A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| Способ получения бесшовных плакированных профилей и инструмент для его осуществления | 1988 |
|
SU1697919A1 |
| СПОСОБ ПРЯМОГО ПРЕССОВАНИЯ ТРУБОПРОФИЛЬНОГО ИЗДЕЛИЯ | 2002 |
|
RU2238161C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Al-Zn-Mg-Cu, ЛЕГИРОВАННЫХ СКАНДИЕМ И ЦИРКОНИЕМ | 2012 |
|
RU2491146C1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
m MmmmmwM
iirfiipiftuT- -i , tf i II I j j t ,1- . . . J . T J . . .1 .1
Фиг.1
