(54) СПОСОБ ОТКРЫТОЙ ПРОШИВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК
во ограяЕЧавй,я T ssise С ааБорачива-йне) металяа перкф жШоЙ 5 загст. BSS в сторэму проштана 2 горх даой поверхко
СТЫО НЛОСКОГО ЙКв Зв ПрОЮ «
ходш в®зьма йЕтансжажэ© увеличена.® sie« ружного днлмв ра аагчггоакЕв . ,
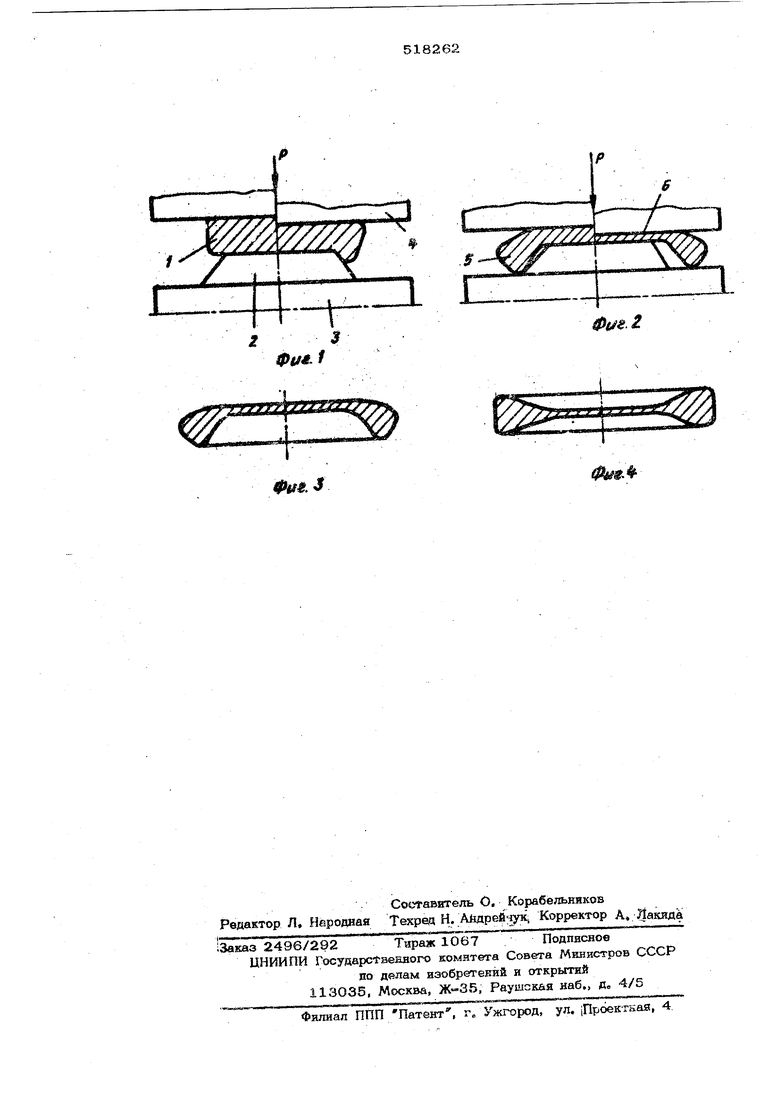
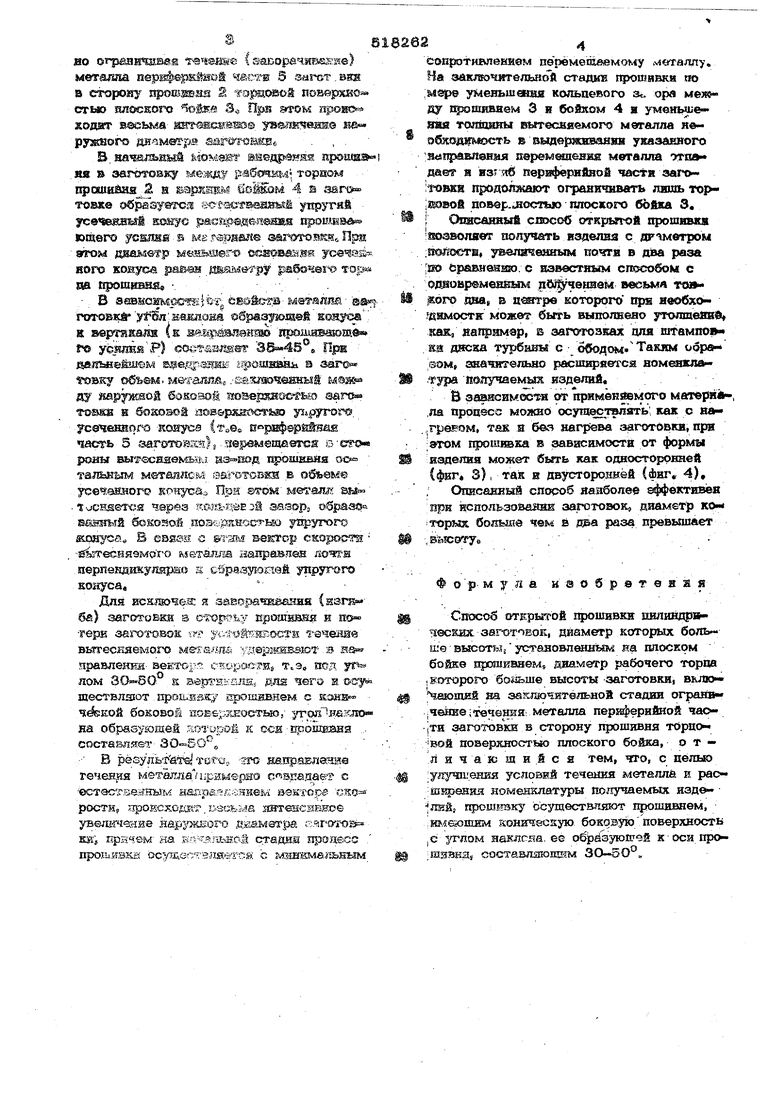
В. начальный йомвв аведран яя крошаэ . Я8 заготовку мездяу р-йбс«кг4 торном прсхиидаг.2 а ш эрлйлг ёоШзм 4 а аап товка об ауетсь &- {-аетвешш 1 упругий усв«ййнигй ийгуе р&сй|э®дая@кая прокшвй« ющего sGffiJisa s м «рнале ®аго1Ч вкйб Пра
этом Диаметр меяьшег© ссшваайй уоэчей ного конуса равен pa684©i-t то| Ш 1фош{тнг«
В saBsraatiipCfSsJW; ево& в-мш-алш готовки yfSn жакйона ©браз щ®й Еояуеа Е вертакадн |к вавдэйшзенш f© усншйР) cotJ-tss ® 36 45°e йвяьйейзхшм вдедршдак ггрошнаш а woBisy объем, металла, .Eigi5W s x©HHMt Eiseae ду «аруишой боковой иоверянос ьш ваго товша н боковой аоверхйосты ysipyror®. Тсечвнного конусэ Стэве иорш|5«рй§ваЕ часть 5 загстжа) 3 перемещается РОНЫ аытогаяекфйа прошявня оо ; талызым металле. эМотовкм в объем© jce4i3SMorQ конуса Прм металл sj
t асняет-сй черва зй аааорз обраэсм еаэньШ бокойо-й позе/раностн-о уягругого sttsHj a В esssi с Ш7Л4 вектор скоросч -sforecfsssMsuro метша га наафавпен &очтт перпендйку1кфно s &6paapociet упругого конуса,
Для исключен: я зайорачивйния ( бй) заготовки а с гортьу крошивня н по герн заготовок vr у1:.-шШ;;йвосян Хеченив вытесняемого меха-Шй : щ©ргшв8ют в но правлешш- аекгоря с-тг,орэсти8 т.э„ псд угь лом S вергнь-ала для чего и ©су шествлэот npoiuB sy гзроЕшвнем с боковой поЕ«ргшоетью, 5ТС1Л 1некпоя на образующей яотурой к оси лровщзаня „. состаатаяет- 30-SO o
- В резульГб terc,, -гго напр,йЕлаШ.а течения MSTaraiaf примерно с впавае с ест9сгв8ннь)м напраякйянем веш-осв ск0 ростн, яройсходкт, f acfei--.a инт сжвдо© увелгетвние Hapjojusoro ДЕамат| а кяготчэв ЕН, причем- на .Г1Ьна1 стадий щэояесс , прошйвкй- ocyme TBJ7ser-cs: с гланкмеггьяым
eonfroTimneHae v первмв1Йввмому л етадлу, На заключятелзьнЫ стадин прошишси оо lU&fiQ yUeHbmmsoi кольцевого з ора меж ЗУ щзошшшем 3 и бобком 4 я уменьше
Х
яяя гатшшы Е ытесввемого металле яеобжодшьюсть в выдержвваяян указанного ;я««п|: ш1евйя дере лешенвя металла огне дает в нзГЛб пергферийвой части заго.vnsssL Продолжают огравичнвать лишь тор- поввр.остью гаоского бойка 3. I Оазкбияы& стюсоб открьтгой прошивка 1юзволявгг получать изделна с ф чмбтром i tOftixyrn, увелачешшм почти в aiaa раза га ёравнезню. о навествым сгюсобом с одяовремевЕыкг Щ чвая&м весьма .пва, в центре которого tips явобхо- эдимоствг может быть вьтолвево ут шшешсд гшк, яапрямвр, Q эап тозках для штампе sa диска турбаны с ббо;;ом Таким обра©ом, аначнтелыю расширяется вомеиклагура йолучаемыя изделий,
8 зависимости от иримвнй1эмрго матери ,ла процесс можно осущесталять как с на-..rpesoM, так S бея HarpfeBa запхгОвки, при атом прошивка в зависимости от формы Ездепия может быть как односторонней аг« 3), так и двусторонней (Лиг, 4),
Описанный способ наиболее еффективён использоваяиЕ заготовок, диаметр ко« вторых больше чем и два раза иревьяпает
-.ВйЮОТУв ,
Формула и S о б р в т в я а я
Способ открытой щюшивки шшиндр Чвских заготовок, диаметр которых больше вьюотыа установленным на плоском бойке прошквяем, диаметр рабочего ториа , которого бойьше высоты заготовки) вклю- | «гаюншй на заключитёльной стадии огранв- |Чвние;теч©НйЯ; металла периферийной чао|ти заготовки в сторону прошивня тОрцо ВОЙ поверхностью плоского бойка, о т - л и ч а К щ и и с я тем, тго, с целью ;улз пцения условий течения металла и рас- швренйя номенклатуры получаемых изде пнй, прошкетку осуадествлшот прошивнем, далшзщЕм коническую боковую поверхность |С inrnoM наклсна. ее обрёзуюйтей к-оснпро;шззкя8 еоставлагощкм ЗО-5О°,
0t.l
0tf.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подготовки заготовки к прошивке | 1981 |
|
SU1025472A1 |
| Инструмент для прошивки заготовок | 1989 |
|
SU1690936A1 |
| Инструмент для сквозной прошивки заготовок | 1985 |
|
SU1238871A1 |
| Способ изготовления поковокНЕКРуглОй B плАНЕ фОРМы | 1975 |
|
SU841759A1 |
| Способ изготовления деталей обработкой давлением | 1975 |
|
SU659261A1 |
| Способ изготовления деталей с центральным отверстием | 1985 |
|
SU1266632A2 |
| Загрузочное устройство для доменной печи | 1974 |
|
SU547477A1 |
| Способ ковки поковок дисков с осевым отверстием | 1988 |
|
SU1641498A1 |
| Способ изготовления полых заготовок | 1980 |
|
SU910299A1 |
| Подкладной штамп для изготовления полых поковок | 1975 |
|
SU614874A1 |