1
И.зобретение относится к обработке металлов давлением, в частности к способам изготовления полых деталей.
Известен способ изготовления деталей обработкой давлением путем размеи1ения Заготовки в закрытом нта.мне, встречного воздействия на нее прошивных пуансонов с одновременным приложением деформирующего усилия к кольцевым торцам заготовки, а также просечки перемычки {.
Известный способ не обеспечивает качественного изготовления деталей из малопластичных материалов, ,так как условия проведения процесса не позволяют получить качественный срез при просечке перемычки и избежать тренишообразования па поверхности детали, и сопровождается пoвыпjeнным расходом металла.
Цель изоб 1стення --- обеспечение качественного изготору1ения деталей из малопластичных материалов и сокращение расхода металла. Для этого перед прошивкой заготовку зажимают по торцам усилием, обеспечивающим удельное давление, не меньшее 1федела текучести материала заготовки, а при просечке к перемычке прикладывают противодавление, равное начальному давлению
зажима торцов, при этом просечку осуществляют в процессе приложения к заготовке деформирующего усилия.
Процесс осуществляется, как правило, о
нагревом материала. Однако в отдельных случ71ях процесс можно осуществлять и без нагрева.
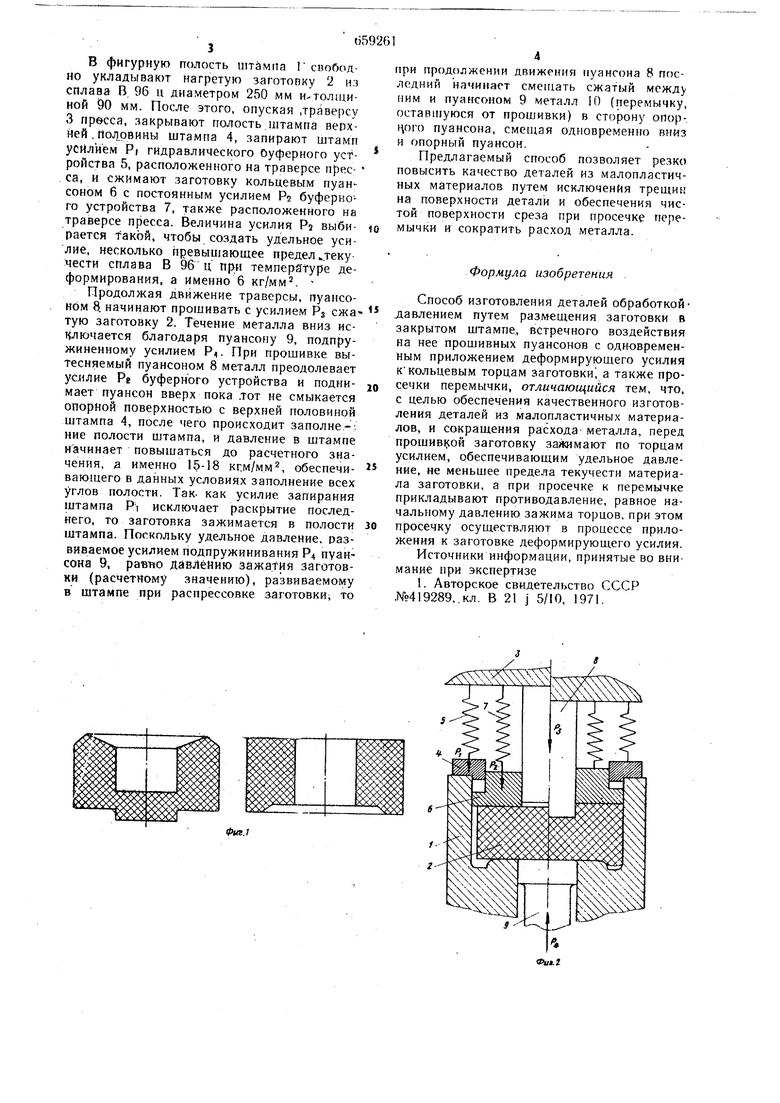
На фиг. 1 изображены готовые детали, например, фасонные втулки; на фиг. 2 - момент зажатия уложенной заготовки и начала прошивки; на фиг. 3 - момент зажатия заготовки вытесняемым мета,плом.и смещения вырубаемого металла; на фиг, 4 - образование сквозного отверстия.
Предлагаемая схема процесса, как и соотношение усн-,тий зажима заготовки и-усилия противодавления при подсечке перемычки, создают согласно исследованиям оптимальные условия, обеспечивающие качественность обработки деталей с точки зрения прекращения толщинообразования и получения. чистой поверхности среза. ЭффективHotTb предлагаемого способа проявляется в первую очередь при получении деталей нз малопластичных материалов. Пример реализации способа.
В фигурную полость штампа Г свободно укладывают нагретую заготопку 2 из сплава В. 96 ц диаметром 250 мм и-толщиной 90 мм. После этого, опуская .траверсу 3 пресса, закрывают полость штампа верхней . Половины штампа 4, запирают штамп усилием Р| гидравлического буферного устройства 5, расположенного на траверсе прес- са, и сжимают заготовку кольцевым пуансоном 6 с постоянным усилием P-i буферного устройства 7, также расположенного на траверсе пресса. Величина усилия Pj выбирается такой, чтобы создать удельное усилие, несколько превышающее предел ,.теку чести сплава В 96 ц при температуре деформирования, а именно 6 кг/мм.
Продолжая движение траверсы, пуансоном 8. начинают прошивать с усилием РЗ ежа тую заготовку 2. Течение металла вниз исту1ючается благодаря пуансону 9, подпружиненному усилием Р4. При прошивке вытесняемый пуансоном 8 металл преодолевает усллие Ре буферного устройства и поднимает пуансон вверх пока .тот не смыкается опорной поверхностью с верхней половиной штампа 4, после чего происходит заполне-: ние полости штампа, и давление в штампе начинает повышаться до расчетного значения, а именно 15-18 кгм/мм, обеспечивающего в данных условиях заполнение всех УГЛОВ полости. Так. как усилие запирания штампа Pl исключает раскрытие последнего, то заготовка зажимается в полости штампа. Поскольку удельное давление, развиваемое усилием подпружинивяния р4 пуансона 9, равно давлению зажатия заготовки (расчетному значению), развиваемому в штампе при распрессовке заготовки, то
при продолжении движения пуансона 8 последний начинает смешать сжатый между ним и пуансоном 9 металл 10 (перемычку, оставшуюся от прошивки) в сторону опорного пуансона, смещая одновременно вниз и опорный пуансон.
Предлагаемый способ позволяет резко повысить качество деталей из малопластичных материалов путем исключения трешин на поверхности детали и обеспечения чистой поверхности среза при просечке перемычки и сократить расход металла.
Формула изобретения
Способ изготовления деталей обработкойдавлением путем размещения заготовки в закрытом штампе, встречного воздействия на нее прошивных пуансонов с одновременным приложением деформирующего усилия ккольцевым торцам заготовки а также просечки перемычки, отличающийся тем, что, с целью обеспечения качественного изготовления деталей из малопластичных материалов, и сокращения расхода- металла, перед прошив1;сой заготовку зажимают по торцам усилием, обеспечивающим удельное давление, не меньшее предела текучести материала заготовки, а при просечке к перемычке прикладывают противодавление, равное начальному давлению зажима торцов, при этом просечку осуществляют в процессе приложения к заготовке деформирующего усилия.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР .№419289,.кл. В 21 j 5/10, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЫТОЙ ШГА.\\ПОВКИ | 1971 |
|
SU419289A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| Способ получения пустотелых деталей и матрица для его осуществления | 1980 |
|
SU929292A1 |
| Гибочный штамп | 1978 |
|
SU766705A1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ОДНОПЕРЕХОДНОЙ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ПОЛОСТЬЮ В УТОЛЩЕНИИ | 2009 |
|
RU2391172C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |

iftiS.t
