.i30(.n;.Jisniie касается неро3руш;1ющих способсм ;И Г-: качества соединений. рь;иолнек1 :.1х --оь I j; гной cBapKO i.
Известные способы контрг лн Kd.ii-Lin-;, сое,. пений н процессе контактной LBJDKM по изменению давления в период исад: к -: оеспечи;-а точное. KOiiVptxTH jpii измснен -и v-i тк(.
Hpc.Liidi . -i3oo,-ifrik.e позр.опяе поиы : .чатгжност.., |.оат., за СЧРТ jorri, что в качестве Ki.-iiipu.iHp..i о парамегця принммакгг величину OTVio.ueKHH максимального спяження дав.пенкя к 1 ча; ьному усилию сжатия.
Относительное с:-1иженг;е давления: О .- Р
Т- с ГТ1 t VI ч
- 1
р
- СТП
rue Р , начальное статическое .аавление осадки;
Р - минимальное значе1ще давлени.ч в промин
цессе сварки.
Отиои.сние степени снижения давления к начальному нозволяет при сварке на рл .г .цчЛы режим t. получать сравнимые данные, кроме этот , -п -т
4jf rtW;Uffle DpCHiija ля i измененте г о .шТ лниенla Vi илеш1я и мери елоя-- - усгпопс в.:.
На черте -ч ак,. принлициальноя i4.--.j .;..пресса
KliHT: 1T;i
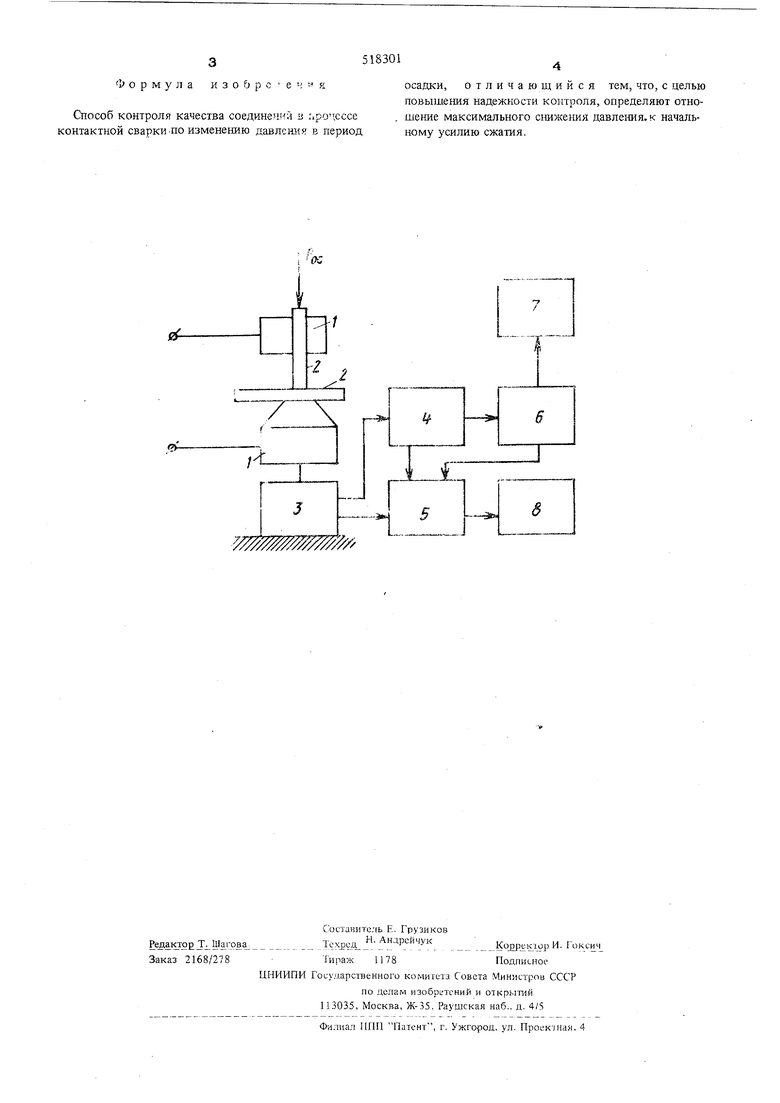
Межау J lel тpoлaми 1 установлень: 1.нв. -avNiwe д ;а;:и .. Система контроля состоиг i: с -;;;з.;чмо1 о I. о;шим электродом измерительного ycipokcTisa 3, запоминающего устройства 4, блока обработки 5. блока управления 6, генератора импульсов 7 и блока инилкаимй 8.
Система работает следующим образом. После ус;а1:овки и закрепления деталей их сжимают олределенным усилием. Измерительным устройством л это усилие преобразуется в электрическую зелилшу и подается на запоминающее устройство 4.
По достижении заданного усилия сжагмк подается команда на блок управления 6, который включает импульс сварочного тока и подютавливает блок обработки информации 5 к обработке поступающей информа1.|.ии от мерительного устройства 3 и запо vHd niefo угтройства - ynbidi ; змерения ноcVT.aeT на блок индикации .. по показаниям которого о качестве сое.гц-:нснкя.
3
Формула
и 3 о f) р с
е ч
Способ контроля качества соединений а :.ро,сссе контактной сварки-ПО изменению давления в период
518301
осадки, отличающийся тем, что, с целью повышения надежности контроля, определяют отноmeiffle максимального снижения давления, к начальному усилию сжатия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля процесса микросварки давлением | 1983 |
|
SU1110582A1 |
| Способ контроля качества контактной сварки | 1981 |
|
SU986678A1 |
| Способ управления процессом контактной сварки и устройство для его осуществления | 1981 |
|
SU965669A1 |
| Способ регулирования процесса контактной сварки | 1982 |
|
SU1074684A1 |
| Машина для контактной точечной сварки с системой автоматической подстройки | 1973 |
|
SU519298A1 |
| Устройство для измерения скорости движения моделей | 1986 |
|
SU1448282A1 |
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| Устройство для контроля качества сварного соединения | 1987 |
|
SU1504038A1 |
| Способ управления процессом контактной сварки | 1985 |
|
SU1344546A1 |
| Устройство для контактной микросварки | 1982 |
|
SU1058739A1 |
-Зв.
