(54) ПРЕСС ЭКСТРУЗИОННЫЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ЭКСТРУЗИОННЫЙ | 1972 |
|
SU421535A1 |
| Пресс экструзионный для изготовления древесностружечных плит | 1982 |
|
SU1070026A1 |
| Устройство для изготовления армированных термопластичных труб | 1977 |
|
SU657997A1 |
| Способ изготовления древесностружечных плит | 1976 |
|
SU636104A1 |
| Экструзионный пресс для изготовления многопустотных плит | 1981 |
|
SU1021631A1 |
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
| ЭКСТРУЗИОННЫЙ ПРЕСС | 1973 |
|
SU453319A1 |
| Пуансон к экструзионному прессу | 1976 |
|
SU636103A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319886C2 |
| Экструзионный пресс для изготовления многопустотных древесностружечных плит | 1986 |
|
SU1445969A1 |
Изобретение относится к производству армированных древесностружечных плит и может применяться в деревообрабатьшающе машиностроении.
Известны прессы экструзионные для про изводства армированных древесностружечных плит, включающие дозирующий механизм, насадки для армирующих элементов, боковые направляющие, нагревательные
плиты и пуансон.
Однако известные прессы не обеспечи- . вают возможности введения армирующего материала в Древесностружечную плиту, что ведет к снижению прочности и повыщению разбухания в направлении прессования.
Цель изобретения - обеспечить возможность введения армирующего материала в древесностружечную плиту, повысить ее прочность и снизить разбухание в направЛ9}ии прессования.
Достигается это тем, что пресс в зоне боковых направляющих снабжен кассетами с направляющими трубками для армирующего материала, а пуансон па боковых поверх2|остяк рабочей части имеет пазы, перехо-
д$пцие в каналы с выходом на его торец, через которые пропущены свободные концы трубок.
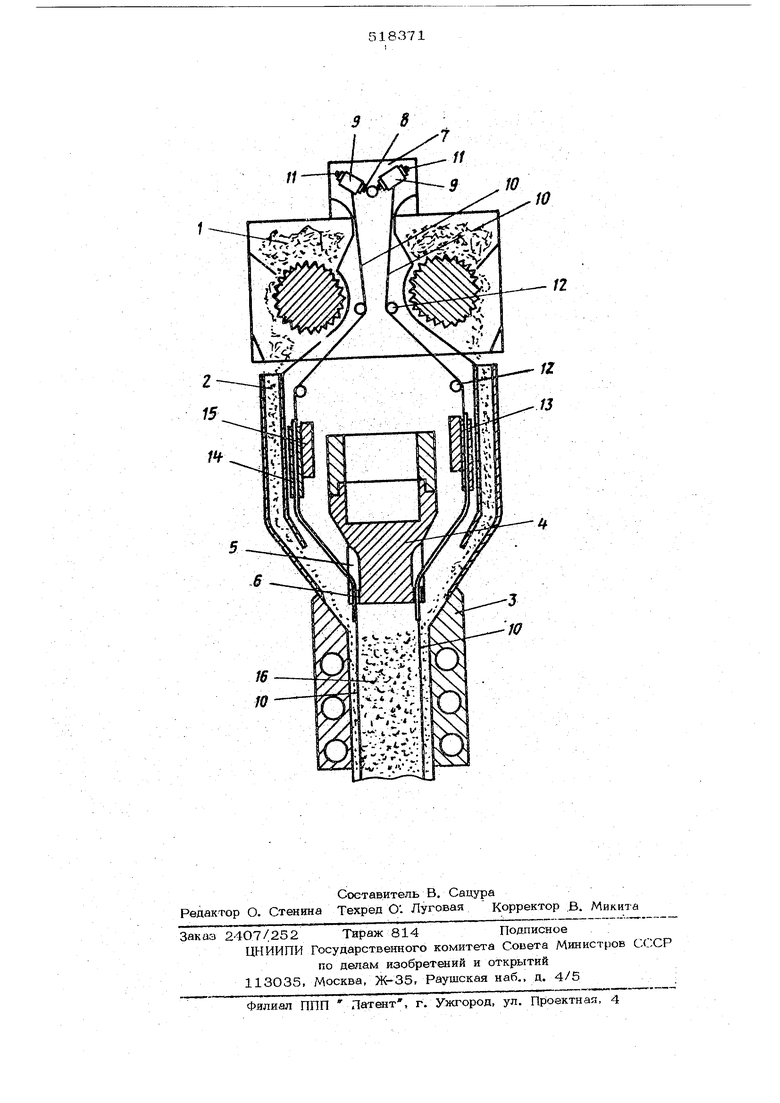
На чертеже изображен предлагаемый пресс, продольный разрез.
Пресс содержит дозирующий механи м 1, боковые направляющие 2, нагревательные плиты 3, nyaiicoH 4 с пазами 5, которые переходят в каналы 6, магазин 7. в котором размещены насадки 8 с бобинами 9 нитевидного армирующего материала 10 и подпружиненные планщайбы 11, ролики 12,направляющие трубки 13, размещенные в кассете 14, которая закреплена на станине пресса 15.
ПреСсмассу дозирующим механизмом 1 равномерно подают по боковым направляющим 2 в формирующий канал пресса, об разованный нагревательными плитами 3. Под действием давления, создаваемого пуансоном 4, и тепла от нагревательных пли 3 из пресса непрерывной лентой выходит
.сформированная древесностружечная плита 16. Одновременно с процессом изготовле-
ния древесностружечных плит происходит и
их армирование нитевидными армируюишмн материалами 10. например стекловолокнистыми жгутами, предварительно намотанными на бобины 9. Для этого пресс снабжают магазином 7. в котором размещены насадки 8 с бобинами 9, которые подпружинены планшайбами 11. Армирующий материал 1О по роликам 12 направляют в направляющие трубки 13, по которым он постЬупает в канал пресса, причем подача армирующего материала 10 с бобин 9, предварительно защемленного в прессмасЪе, осуществляют с помощью пуансона 4 в момент продвижения очередного сформированного слоя плиты 16.
.:.,,,
С целью исключения смятия армирующего материала в момент запрессовки очередного слоя плиты, а также для обеспечения наибольшего эффекта упрочнения плит армирующий материал 10 подают в пресс под необходимым натягом, создаваемым под действием тормозного устройства, например
-подпружиненных планшайб, и размещайэт его в сформированной плите на минимальном расстоянии от поверхностей плит.
3 о б р е
фор м у л а
тения
Пресс экструзионный для производства армированных древесностружечных плит, включающий дозирующий механизм, насадки для армирующих элементов, боковые напраЕшяюшве, нагревательные плиты и пуансот, о т л и ч а ю lii и и с я тем, что, с целью обеспечения возмоядаости введения армирующего материала в древесностружечную плиту, повышшия ее прочности и снижшия разбухания в направлении прессования, пресс в зсже боковых направляющих снабжен кассетами с направляющими трубками для армирующего материала, -а пуансон на бокогаах поверхностях рабочей части имеет пазы, переходящие в каналы с вьпсодом на его торец, через которые пропущены свободные концы трубок.
о
Л
V-y
J-
4:yV/.i -4:4 . ,,-
.
...
