d3 диаметр электрода, см;
h - расстояние от торца токоподводя- щего мундштука до изделия, см;
А, В, С, D, E - эмпирические коэффициенты, зависящие от материала электрода.
Для сварочной проволоки Св-08: А - 6322 Дж/см3; В - 19200 Вт/см2; С - 177 Вт; D - 22.3. Ом.см; Е - 35.8. Ом.
Для сварочной проволоки Св-08Г2С: А - 6298 Дж/см3, В - 10000 Вт/см2; С - 110 Вт; 0-23,7..см; Е - 51,9. Ом.
Для сварочной проволоки Св- 06Х19Н9Т:А-5730 Дж/см3; В-1800 Вт/см2; С - 40 Вт; D - 62,6. Ом.см; Е - 36,1. Ом.
Значения эмпирических коэффициентов для сварочных проволок Св-08, Св- 08Г2С и Св-06Х19Н9Т получены методом наименьших квадратов при обработке экспериментальных данных.
Нижний предел ограничения тока короткого замыкания соответствует току, при котором перегорание электрода происходит в месте.контакта электрода с изделием. При меньшей величине тока перегорания электрода на вылете не происходит и дуга не возбуждается.
Верхний предел ограничения тока короткого замыкания соответствует току, при котором перегорание электрода происходит на расстоянии от изделия, равном разрывной длине дуги при сварочном напряжении. Отсутствие погасания дуги.в этом случае обусловлено перенапряжением в цепи при возбуждении дуги и непрерывным сокращением дугового промежутка в процессе подачи электрода. Превышение верхнего предела тока приводит к перегоранию электрода на расстоянии от изделия, большем разрывной длины дуги, поэтому дуга гаснет и процесс сварки не устанавливается.
Время ограничения тока короткого замыкания t задают в пределах, описываемых неравенством
ol
А +
Bd| -С
Vdg
Г (D +E d9)
t
где Ip - разрывная длина дуги, сварочном напряжении, равная
ихх - иц - и
ка
МКд
Uxx - напряжение холостого хода источника питания (В);
1)ц - падение напряжения в сварочных проводах и соединениях в режиме сварки
(В);
Una - сумма приэлектродных (катодного и анодного) падений напряжения (В);
k д- градиент потенциала в столбе дуги, В/см,
Нижний предел времени ограничения
тока короткого замыкания соответствует моменту подхода места перегорания электрода от торца мундштука к изделию на расстояние, равное разрывной длине дуги при
сварочном напряжении. Снятие ограничения тока в этот момент приводит к перегоранию электрода и установлению процесса сварки. Если временя ограничения тока короткого замыкания будет меньше этого нижнего предела, то после снятия ограничения тока электрод перегорает на расстоянии от изделия, большем разрывной длины дуги, возбудившаяся дуга гаснет и процесс сварки не устанавливается.
Верхний предел времени ограничения
тока короткого замыкания соответствует моменту естественного перегорания электрода при ограниченной величине тока. Если время ограничения будет больше этого предела, то дуга после перегорания электрода возбуждается при пониженном напряжении и гаснет.
Пример, Проводилась сварка в углекислом газе на токе обратной полярности
проволокой Св-08Г2С диаметром 1,6мм, подаваемой со скоростью 10 см/с. Напряжение холостого хода источника ПСГ-500 равнялось 30 В. Расстояние между мундштуком и изделием составляло 2,0 см. Сопротивление сварочных проводов и соединений было равно 3. Ом. Значения UKa и кддля данного сочетания материала сварочной проволоки и защитного газа приняты равными 18 В и 26 В/см соответственно.
Ограничение тока короткого замыкания проводилось с помощью сопротивления, включенного последовательно в сварочную цепь. Время ограничения устанавливалось посредством реле времени, которое было
введено в цепь управления силовым тиристором, подключенным параллельно ограничительному сопротивлению. По истечении необходимого времени тиристор открывается и ограничение тока короткого
замыкания снимается.
По вышеприведенным данным подсчитано, что 527 А 10 2: 462 А и 0,200 с t 0,154с.
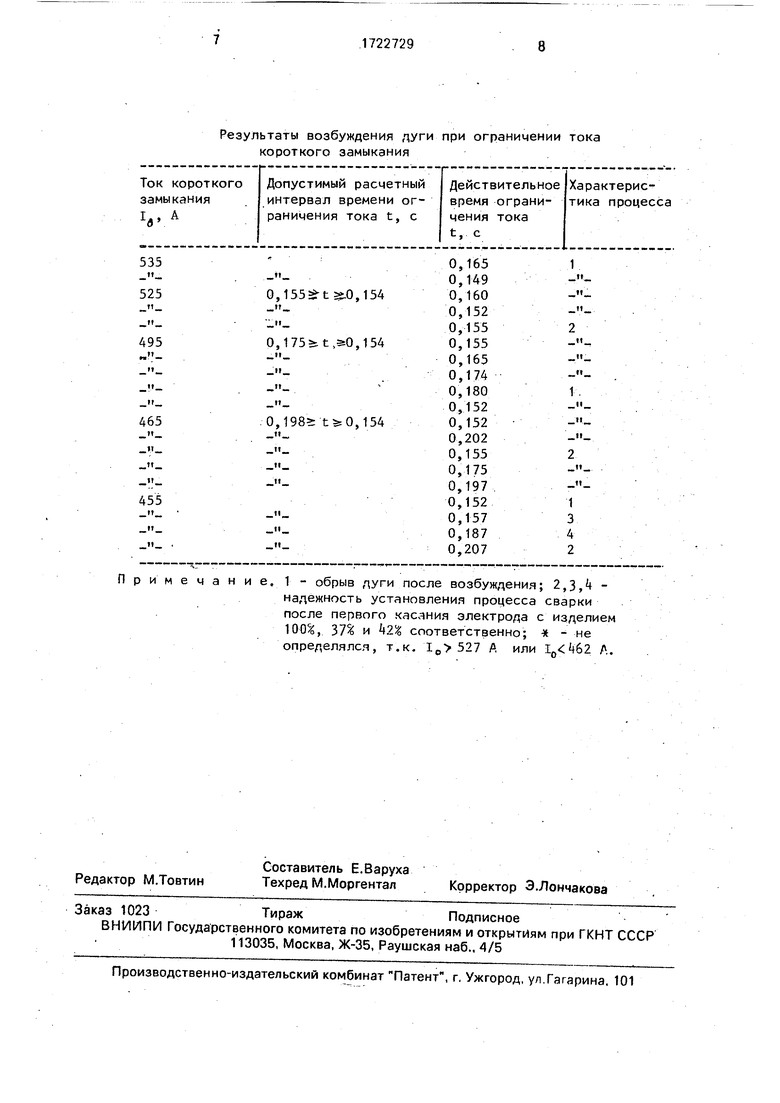
В таблице приведены данные по реауль.татам возбуждения дуги и надежности установления процесса сварки после первого касания электрода с изделием для различных сочетаний 0 и t внутри и за пределами полученных интервалов;
Результаты возбуждения дуги при ограничении тока короткого замыкания
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ возбуждения дуги при сварке плавящимся электродом | 1980 |
|
SU941065A1 |
| Способ возбуждения дуги | 1983 |
|
SU1119801A1 |
| Способ дуговой сварки плавящимся электродом | 1988 |
|
SU1599168A2 |
| Способ дуговой сварки | 1990 |
|
SU1756061A1 |
| СПОСОБ ЗАВАРКИ КРАТЕРА ШВА (ВАРИАНТЫ) | 2003 |
|
RU2252115C2 |
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU1041248A1 |
| Способ подготовки конца плавящегося электрода для возбуждения дуги | 1976 |
|
SU610628A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1712095A1 |
| Способ возбуждения дуги при автоматической сварке | 1989 |
|
SU1680461A1 |
Изобретение отнорится к области сварочного производства, в частности к механизированной сварке в защитных газах и под флюсом электродом до 2,5 мм, и может быть использовано в различных отраслях промышленности. Цель изобретения - повышение производительности сварки и улучшение качества сварного соединения за счет сокращения времени возбуждения дуги и повышения надежности установления процесса сварки после первого касания электрода с изделием. Для возбуждения дуги к электроду и к изделию подводят напряжение, подают электрод до замыкания с изделием, с момента образования контакта осуществляют ограничение тока короткого замыкания. Величина ограничения задается не менее величины тока, при котором перегорание электрода происходит в месте контакта электрода с изделием, но не более величины тока, при котором перегорание электрода происходит на расстоянии от изделия, равном длине дуги при напряжении сварки. Ограничение тока короткого замыкания производят на время, которое не превышает время до момента перегорания электрода при ограничении тока, но не менее времени, необходимого для перемещения по прямой электрода из мундштука на расстояние до изделия, равное разрывной длине дуги при сварочном напряжении. По истечении этого времени снимают ограничение тока короткого замыкания для ведения сварки на нормальном режиме. 1 табл. со с
0,1552-t 0,154
-
0,1752tt,sO,154
0,1985 t 5 0,154
it
455
и
tl
Примечание,
1 - обрыв ЛУГИ после возбуждения; 2,3, - надежность установления процесса сварки после первого касания электрода с изделием 100%, 37% и k2% соответственно; - не определялся, т.к. 10 527 Л или Л.
1 п
п
.
1 3 4 2
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
