1
Изобретение относится к промышленному транспорту, а именно к шаговым конвейерам для транспортирования длинномерных изделий.
Известен шаговый конвейер для траспортир01ва1ния длииМОмериых изделий, включающий неподвил.ные, подвижные направляюш,ие и привод 1.
Однако в известной конструкции для получения двух различных перемеш,ений на подъем и опускание и на прямой и обратный ход требуется два самостоятельных источника движения.
Известен также шаговый конвейер для подачи мерных заготовок, включаюш,ий неподвижные направляющие, подвижные подающие гребенки и привод 2.
Недостатком даннойконструкции является невозможность получения непрерывной подачи заготовок по прямолинейной траектории и их фиксации во время движения.
Цель изобретения - обеспечить непрерывное прямолинейное перемещение заготовок в зафиксированном положении.
Это достигается тем, что направляющие выполнены гладкими, а подающие гребенки расположены над направляющими и попарно соединены с приводом с возможностью их поочередного перемещения непрерывными щагами по направлению передвижения заготовок и
с возвратом в исходное положение по криволинейной траектории.
Привод содержит ползуны и кривошипные валы, взаимодействующие через сухари с ползунами, соединенными с гребенками и прижимами, а кривошипы каждого вала развернуты на 180°.
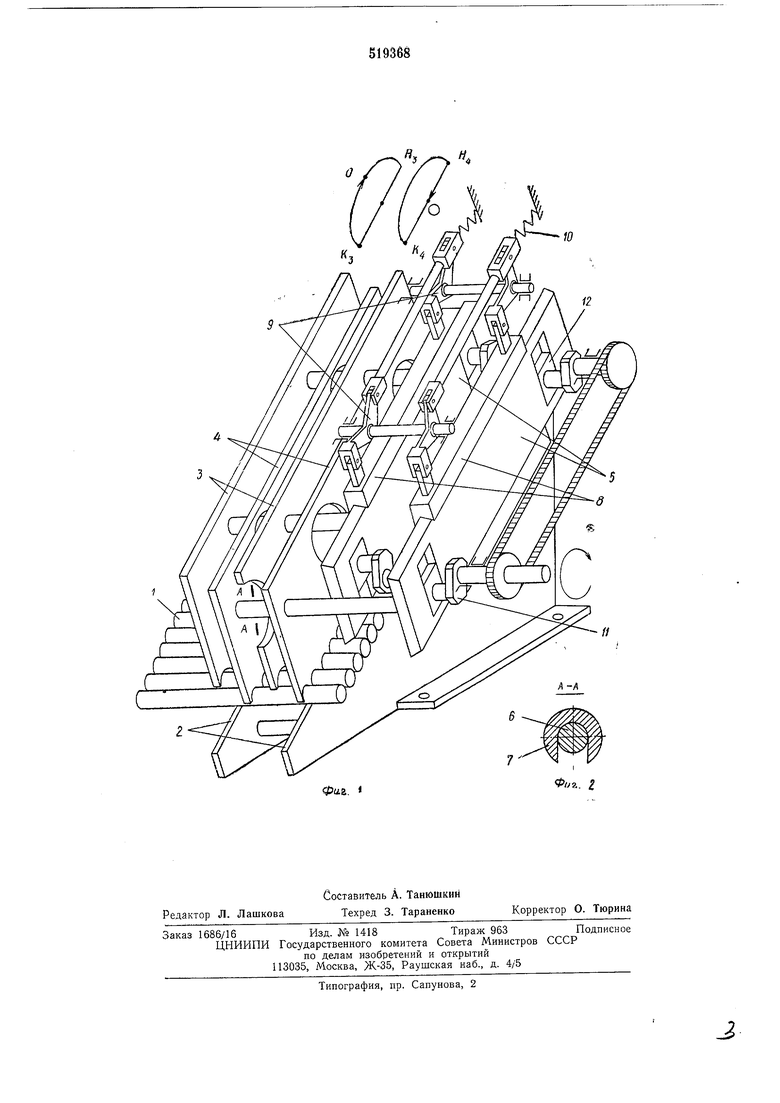
На фиг. 1 изображена принципиальная схема механизма и траектория движения гребенок; на фиг. 2 - разрез А - А на фиг. 1.
Заготовки 1 скользят по неподвижным направляющим 2. Перемещение заготовок в постоянно фиксированном положении осуществляет два комплекта чередующихся гребенок
3 и 4 работающих поочередно. Пластины кренятся к ползунам 5 на скалках 6 с простаноБочными шайбами 7, служащими для регуляции расстояния между нижними направляющими, ползуны 5 перемещаются в прижимах
8, подвешенных на балансировочных рычагах 9 с помощью пружин 10. Ползуны 5 приводятся в движение двумя кривошипными валами И с помощью сухарей 12. Шаговый конвейер работает следующим образом.
Кривощинные валики вращаются непрерывно. Их кривошипы развернуты на 180° и в положении кривошипов, параллельном неподвижным направляющим, оба комплекта гребенок, благодаря пружинам 11, прижимают заготовки к неподвижным направляющим. Это положение соответствует точкам траекторий H - начало подачи гребенок 4 и Кз - конец подачи, начало холостого хода гребенок 3. При вращении кривошипов по часовой стрелке сухари кривошипов в пазах ползуна гребенок 4 опускаются перпендикулярно к неподвижным направляющим свободно на величину радиуса кривошипа, что вызывает перемещение этого ползуна с гребенками по прижимам 8 только вдоль неподвижных направляющих вместе с заготовками - происходит подача на один шаг равный двум радиусам кривошииа. В этот момент камни ползуна гребенок 3 отрывают ползун с гребенками от заготовок и перемещают их по дуге полуокружности благодаря сложному движению ползуна и вдоль прижимов и перпендикулярно к этим прижимам, но вместе с ними. Через 90° поворота кривошипов гребенки 4 переместятся по траектории из точки Н4 в точку О, а гребенки 3 - из точки Кз в точку 0. Еще через 90° оба комплекта гребенок окажутся соответственно в точках К4 и Нз. Таким образом, за половину оборота вала гребенки 4 совершат подачу заготовок на один шаг, а гребенки 3 соверщат холостой ход и займут исходное положение для подачи заготовок в последующие 180° поворота крнвощипа.
В итоге, за один оборот кривошипного валика происходит подача заготовок двумя непрерывными шагами на общую величину подачи, равную четырем радиусам кривощипа.
Формула изобретения
1. Шаговый конвейер для подачи мерных заготовок, включающий неподвижные направляющие, подвижные подающие гребенки и привод, отличающийся тем, что, с целью
непрерывного, прямолинейного перемещения заготовок в зафиксированном положении, направляющие выполнены гладкими, а подающие гребенки расположены над направляющими и попарно соединены с приводом с возможностью их поочередного перемещения непрерывными шагами по направлению передвижения заготовок и с возвратом в исходное положение по криволинейной траектории. 2. Конвейер по п. 1, отличающийся
тем, что привод содержит ползуны, прижимы и кривошипные валы, взаимодействующие через сухари с ползунами, соединенными с гребенками и прижимами, а кривошипы каждого вала развернуты на 180°.
Источники информации, принятые во внимание при экспертизе:
1. Патент США № 3687275 по классу 198- 219 от 22.8.72 г.
2. Авторское свидетельство № 222237 по классу В 65G 25/04 от 1968 г.
Фаа. «
. ..

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ НАСЕКАНИЯ НАПИЛЬНИКОВ | 1973 |
|
SU367977A1 |
| Шаговый конвейер | 1979 |
|
SU804550A1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Устройство для подачи полосового и ленточного материала в зону обработки | 1989 |
|
SU1708476A1 |
| Шагающий конвейер | 1986 |
|
SU1452755A1 |
| Автомат для обработки электромонтажных проводов | 1984 |
|
SU1292089A1 |
| Шаговый конвейер | 1980 |
|
SU933571A1 |
| Поргузочно-разгрузочное устройстводля пОдВЕСНОгО КОНВЕйЕРА | 1979 |
|
SU814828A1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| Устройство для механической обработки деталей преимущественно пустотелых | 1983 |
|
SU1356953A3 |