(54) СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОЙ ГОЛОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1989 |
|
SU1654865A1 |
| Способ изготовления интегральной магнитной головки | 1976 |
|
SU580577A1 |
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБИННОГО ШТАНГОВОГО НАСОСА ДЛЯ НЕФТЕДОБЫЧИ | 1994 |
|
RU2083872C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОВЕРХНОСТНОЙ СТРУКТУРЫ НА ПРЕССОВОМ ШТАМПЕ ПОСРЕДСТВОМ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ СЛОЕВ | 2014 |
|
RU2659953C2 |
| НАКЛАДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2736457C1 |
| ЦИФРОВАЯ ПЕЧАТЬ ПРОЗРАЧНЫМИ БЕСЦВЕТНЫМИ ЧЕРНИЛАМИ | 2014 |
|
RU2667589C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРИРОВАННЫХ ПОВЕРХНОСТЕЙ И ИЗДЕЛИЯ, СТРУКТУРИРОВАННЫЕ ТАКИМ СПОСОБОМ | 2016 |
|
RU2692347C2 |
| Многодорожечный блок магнитных головок | 1982 |
|
SU1049963A1 |
| Способ обработки рабочей поверхности магнитной головки | 1979 |
|
SU858086A1 |
1
Изобретение относится к области приборостроения и может быть использовано при производстве магнитных головок для аппаратуры магнитной записи.
Известны способы изготовления магнитной головки с повышенной износостойкостью, достигаемой нанесением твердого покрытия на рабочую поверхность магнитной головки, в которой сделаны углубления с обеих сторон рабочего зазора, причем покрытие в виде, например, твердого хрома паносится плазменной горелкой или электролитическим осаждением.
Цель изобретения - упрощение технологического njiouecca и повышение точности изготовления магнитных головок.
Это достигается тем, что на рабочую поверхность предварительно наносят предохранительную пленку, которую впоследствии удаляют, причем износостойкие покрытия наносят до толш,ины, превышаюшей глубину углубления на влеичину, равную припуску на доводку рабочей поверхности магнитной головки.
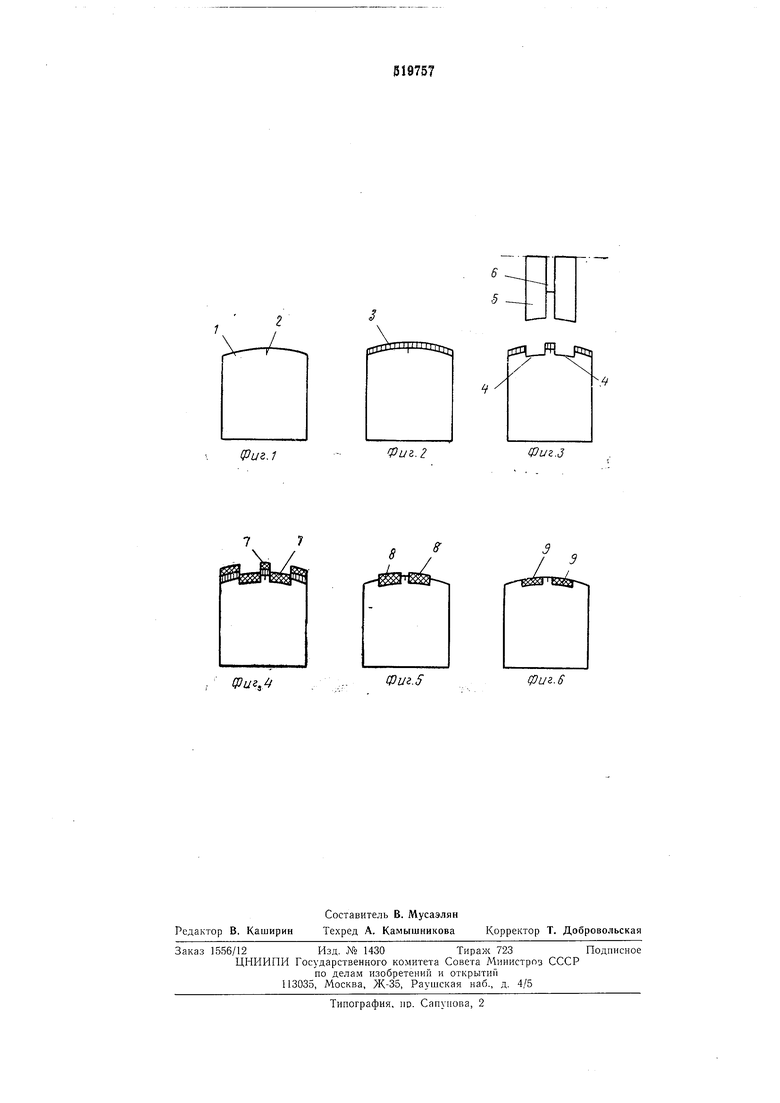
Указанные углубления создают с помош,ью двух разделенных калиброванной прокладкой шлифовальных камней, нрофиль которых совпадает с профилем поверхности магнитных головок. Ча фиг. 1 изображен профиль магнитной
головки до нанесения нредохранительного покрытия; на фиг. 2 - то же, после его нанесекня; па фиг. 3 -- после производства углублений с обеих сторон рабочего зазора; на фиг. 4 - после нанесения износостойкого покрытия; на фиг. 5 - после удаления оставшеГкя предохранительной пленки; на фиг. 6- после окончательной доводки рабочей поверхности.
Согласно предлагаемому способу на рабочую поверхность магнитной головки 1, имеющей рабочий зазор 2, наносят нредохранительную нленку 3. Пленка предохраняет участки рабочей новерхности магнитной головки от попадания на них износостойкого покрытия, которое паносят при последуюш,их операциях. Предохранительная пленка 3 не разрушается при нанесении износостойкого покрытия, но довольно просто удаляется с рабочей поверхности головки.. Износостойкое покрытие наносят, например, электролитическим осаждением.
Предохранительная пленка обладает диэлектрическими свойствами, и износостойкое покрытие не осаждается на участках поверхности, покрытых этой пленкой. В качестве предохранительной пленки может быть использована пленка лака на основе органических соединений. Толш,ина указанной пленки составляет от 10-30 мкм. Удаляют пленку
после нанесения износостойкого покрытия с помощью растворителей (толуола, ацетона, метиленхлорида и т. д.). В качестве предохранительной пленки можно применять также склеивающие ленты на лавсановой основе, например ленту ЛТ-50.
После нанесения предохранительной пленки на рабочей поверхности магнитной головки с обеих сторон от рабочего зазора вблизи его создают углубления 4, удаляя при этом в местах углублений предохранительную пленку. Ширина углублений 4 такова, чтобы перекрыть область контакта между головкой и лентой при работе в аппарате, глубина углублений одинакова во всех участках и составляет 10-50 мкм от уровня рабочей поверхности головки.
Углубления создают но всей высоте магнитной головки по обе стороны рабочего зазора на расстоянии 0,1-0,5 мм от него. Делают углубления с помощью двух шлифовальных камней 5, профиль которых совпадает с профилем рабочей поверхности головки. Это позволяет получить одинаковую глубину углублений 4 на всех участках. Расстояние между углублениями определяется толщиной калиброванной прокладки 6 между шлифовальными камнями 5.
После создания углублений на рабочую поверхность головки наносят износостойкое покрытие 7. Когда покрытие наносят электролитическим способом, то оно покрывает только участки, где предохранительная пленка удалена, т. е. в местах углублений. Если износостойкое покрытие 7 наносят с помощью детанационной пушки или каким-либо другим Способом, то оно покрывает всю рабочую поверхность головки.
Толщина износостойкого покрытия 7 превосходит глубину сделанных углублений на величину припуска на окончательную доводку. После нанесения покрытия удаляют оставшиеся участки предохранительной пленки. При этом удаляют износостойкое покрытие, находящееся на предохранительной пленке. Способ разрушения и удаления предохранительной нленки определяется ее составом. Лаковая пленка растворяется растворителями, нолимерная целиком снимается после подрезки кромки на каком-либо участке. Аналогично удаляют пленки из склеивающей ленты. Так как глубина углублений на рабочей поверхности головок одинакова на всех участках и толщина износостойкого покрытия одинакова, то после удаления предохранительной нленки на рабочей поверхности головки образуются зоны износостойкого покрытия 8,
высота которого несколько превышает уро вень рабочей поверхности головки.
С помощью окончательной доводки на указанных участках 9 снимается припуск и создается необходимая чистота поверхности.
Конкретное осуществление предлагаемого способа проводится следующим образом: на рабочую поверхность головки кистью или методом полива наносят пленку термостойкого лака, например КО835 или лака на основе сополимеров винилхлорида (СхБ, СВА) толщиной 10-20 мкм, либо наклеивают скеливающую ленту ЛТ-40. После сушки лаковой пленки головки устанавливают на нлоскошлифовальный станок ЗГ71, где с помощью двух шлифовальных камней КЗМ4/10Т1, разделенных калиброванной прокладкой толщиной 0,6 мм, на рабочей поверхности головок создаются два паза но обе стороны от рабочего зазора глубиной 10-30 мкм от уровня рабочей поверхности головки. Профиль шлифовальных камней совпадает с профилем рабочей поверхности головки. После образования пазов на рабочей поверхности головки, ее помен1;ают в электролитическую ванну для нанесения твердого хромового покрытия или в детонационную пушку для нанесения покрытия из карбида вольфрама. Толщина наносимого покрытия на 3-5 мкм превышает глубину углублений на рабочей поверхности головок. После нанесения износостойкого покрытия с помощью толуола растворяют пленку лака КО835 нли отдирают пленку полимерного лака или ленты ЛТ-40. Затем на тонкощлифовальном камне доводят высоту покрытия до уровня рабочей поверхности в непокрытых местах и получают нужную чистоту поверхности.
Формула изобретения
Способ изготовления магнитной головки, заключающийся в том, что на ее рабочей поверхности с обеих сторон от рабочего зазора производят углубления, затем на рабочую поверхность наносят износостойкое покрытие, которое удаляют окончательной обработкой в области рабочего зазора между указанными углублениями, отличающийся тем, что, с целью упрощения технологического процесса и повышения точности изготовления магнитных головок, на рабочую новерхность наносят предоханительную нленку, которую впоследствии удаляют, причем износостойкое покрытие наносят до толщины, превышающей глубину углубления на величину, равную припуску на доводку рабочей поверхности магннтной головки.
Vuz.i
6 5
pjDi™F tu:i,
FrnU-PLjot j /
Фиг.З
Фиъ.г
ФШ,,
Фиг.5
Фиг. 6
