со г о
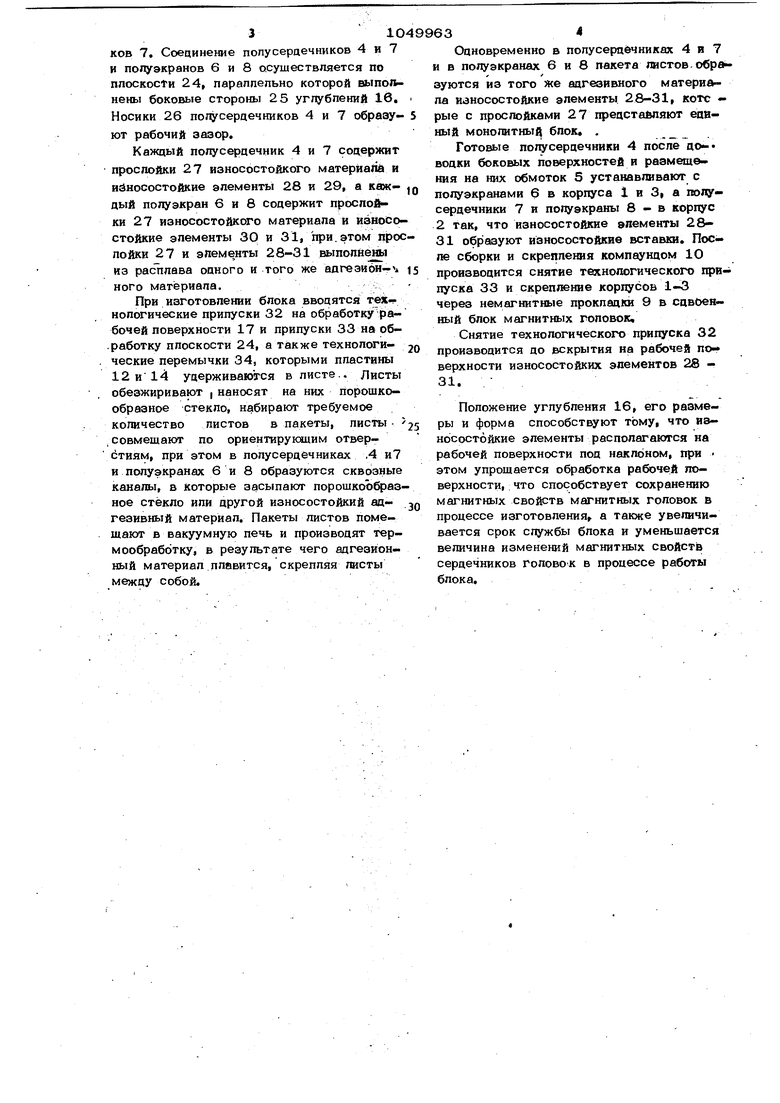
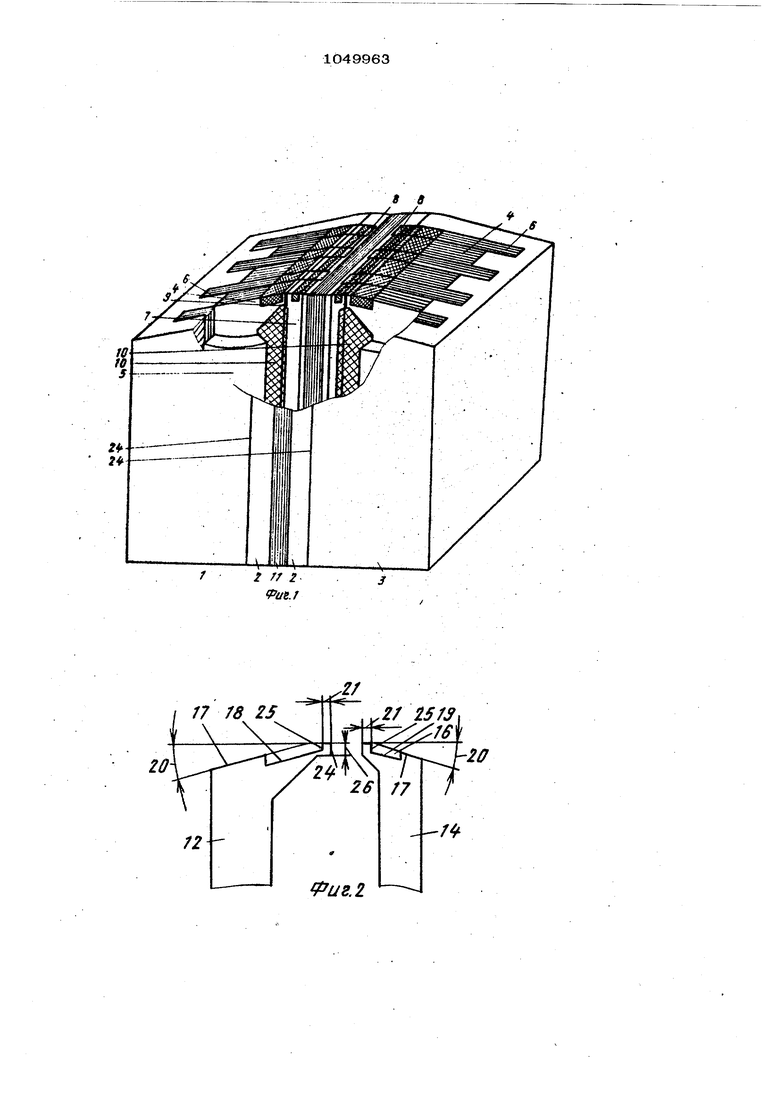
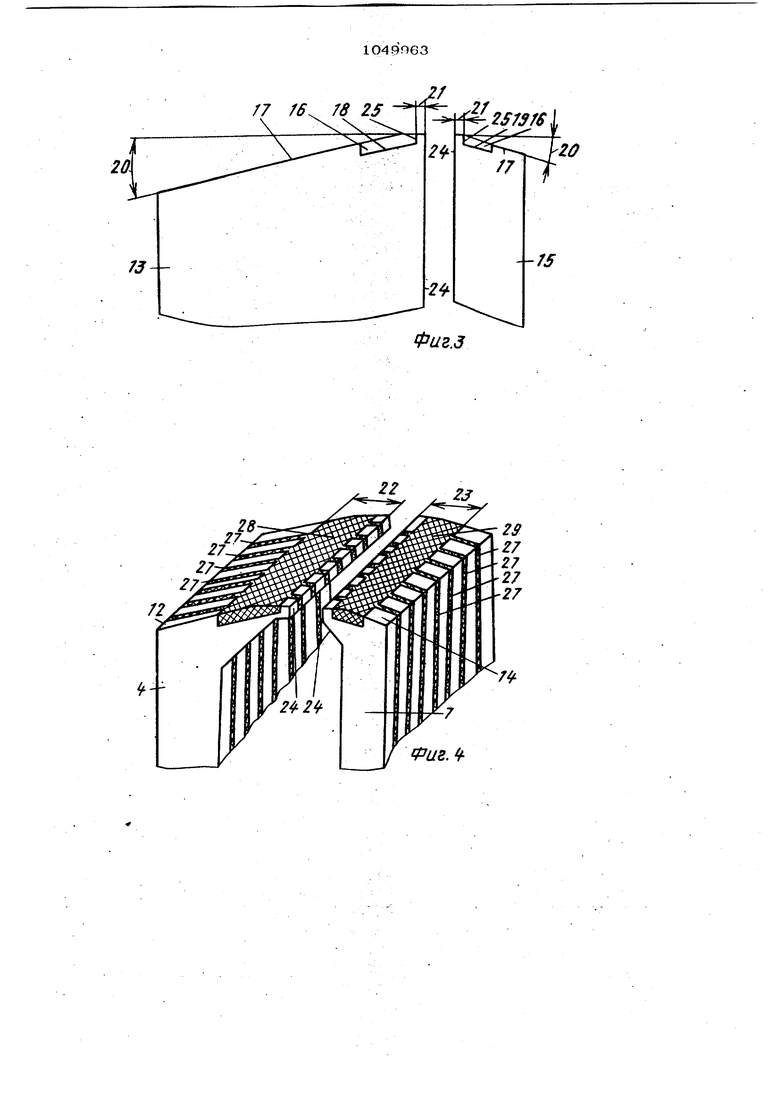
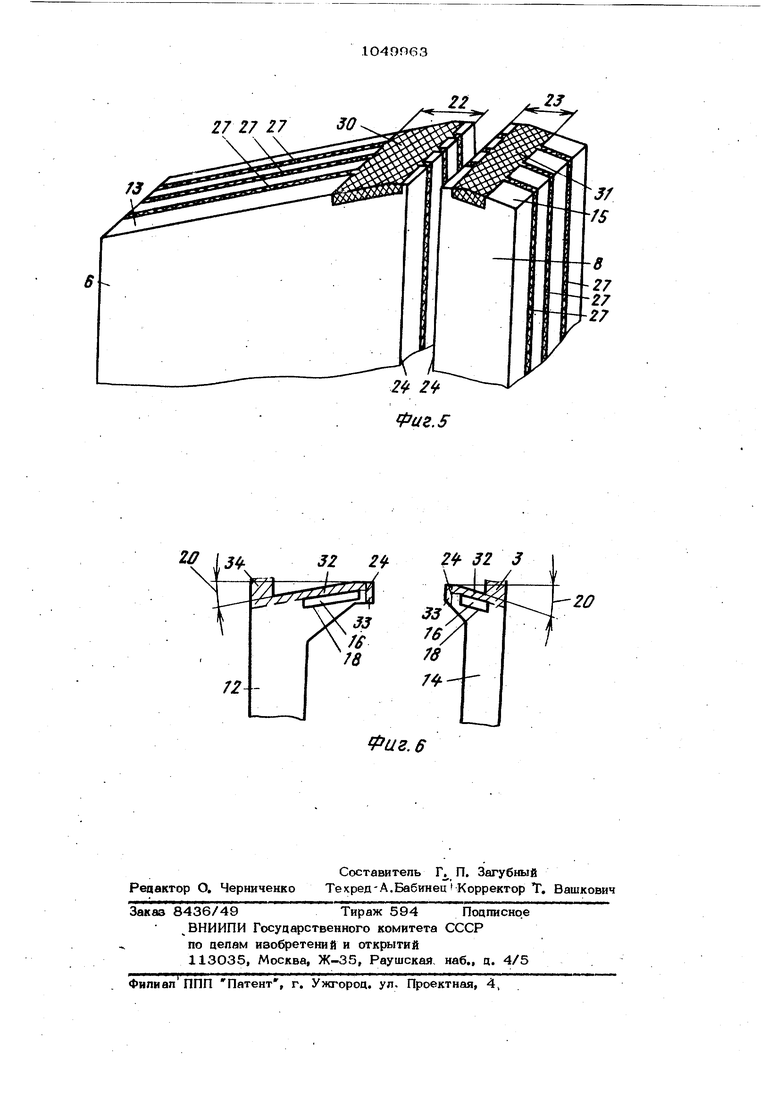
со нитной записи, а именно к блокам магнитнь1Х головок. Известен блок магнитных головок, содержшций сердечники, на поверхности коTopbix по обе стороны от рабочего зазора нанесено износостойкое покрытие, которое наносится способом вжигания или вплавления с использованием плазме ;;.$ горелки i . Недостатком этого блока являемся сни жение срока службы из-за истирания износостойкого материала, а нанесение же более толстых слоев ограничено технологи чекими возможностями, Нанболее близким к иэобретениго по - технической сущности является многодорожечный блок магнитных головок, содержащи в пакет на клекадем составе пластинчатые полусердечники и полуэкраны, установленные с чередованием в немагнитном корпусе, немагнитную прокладку, установленную в зазоре между концами полусердечников и концами псхпуэкра нов, торцы пакетов которых выходят на рабочую поверхность блока, при этом на торцовой поверхности пакетов полусердечНИКОВ и полуэкранов выполнены канавки, распопоженные по обе стороны от плоскости немагнитной прокладки и заполненные износостойким материалом. В этом блоке износостойкий мате{зиал вводится в каневки на заключительном этапе изготовления блока Г2| . Нецостатки известного блока заключаются в ухудшении магнитных свойств сердечника при выполнении в последнем канавок, а также в ускорении износа из-за щелей и нарастающих в щелях продуктов износа при неплотной посадке износостойкого материала. Цепь изобретения - сохранение магнит ных СВОЙСТВ магнитных головок в процессе изготовления и работы блока. Эта цепь достигается тем, что в мног дорожечном блоке, магнитных головок, со держащем набранные в пакет на клеющем составе пластинчатые полусердечники и полу&краны, установленные с чередованием в немагнитном корпусе, немагнитную прокладку, установленную в зазоре концами по усерцечников и концами попуэкранов, торцы пакетов которых выхо дят на рабочую поверхность блока, при этом На торцовой поверхности пакетов пол сердечников и полуэкранов выполнены канавки, расположенные по обе стороны от лпоскости немагнитной прокладки и каждая канавка выполнена в сечении в плоскости, перпендикулярной к долевой линии канавки в виде пераллелограмма с основаниями, параллельными рабочей поверхности блока, и боковыми сторонами, параллельными плоскости немагнитной прокладки, при этом в качестве клеющего состава и износостойкого материала .использован расплав одного и того же адгезионного материала. На фиг. 1 изображен предлагаемый блок; на фиг. 2 - пластины попусердечников; на фиг, 3 - пластины полуэкранов; на фиг. 4 - пакеты полусердечников с износостойкими элементами} на фиг. 5 - пакеты межголовочных полуэкранов с износостойкими элементами; на фиг. 6 - пластины полусердечнйков С технологическими припусками на обработку, Блок магнитных головок состоит из немагнитных корпусов 1 - 3, в пазах которых установлены полусердечники 4 с обмотками 5 и чередующиеся с полусердечниками 4 .межголовочные полуэкрань 6, полусердечники 7 без обмоток и чередующиеся с полусердечниками 7 полуэкраны 8, которйе соединены между со- бой через немагнитные прокладки 9. Внутри блок залит компаундом 10. В корпусе 2 размещён многослойный между блочный экран 11, выполненный из чередукадихся магнитных и немагнитных пластин. Полусердечники .4 и полуэкраны 6 состоят на пакетов пластин 12 и 13 соответственно, а попусердечники 7 и полу экраны 8 соетоят из пакетов пластин 14 и 15. Пластины 12-15 выполнены с углублениями 16, выходящими на рабочую поверхность 17. Углубления 16.в пакетах пластин 12-15 образуют канавки, расположенные по обе dTopOHbi от плоскости немагнитной прокладки 9. Сечение углубления 16 и соответсгвенно сечение канавки. представляет собой параллелограмм, у которого основания 18 и 19 параллельны рабочей поверхности 17, которая выполнена с углом 20 наклона, несколько превышающим угол охвата блока магнитных головок носителем записи. Длина основания 18 и длина участка 21 связаны соотношением 10:1 и в сумме составляют длину рабочей поверхности 22 попусердечников 4, Длина основания 19 и длина участка 21 связаны соотношением 3:1 и в сумме составляют длину рабочей поверхности 23 полусердечников 7. Соецинение попусерцечников 4 и 7 и полуэкранов 6 и 8 осуществляется по плоскости 24, параллельно которой выполнены боковые стороны 25 уг Ч блений 16. Носики 26 полусераечников 4 и 7 образуют рабочий зазор. Каждый попусерцечник 4 и 7 содержит прослойки 27 износостойкого материала и износостойкие элементы 28 и 29, а каждый полуэкран бив содержит прослойки 27 износостойкого материала и износостойкие элементы 30 и 31, при.этом прос лойки 27 и элементы 28-31 выполнены из расТтлава одного и того же адгеэиби- ного мат1эриапа.; При изготовлении блока вводятся технологические припуски 32 на обработкура- бочей поверхности 17 и припуски 33 на рб.работку плоскости 24, а также технологические перемычки 34, которыми пластины 12 и 14 удерживаются в листе.. Листы обезжиривают | наносят на них порошкообразное стекло, набирают требуемое количество листов в пакеты, листы , совмещают по ориентируюцим отверстиям, при этом в полусердечниках ,4 и7 и полуэкранах 6 и 8 образуются сквозные каналы, в Которые засыпают порошкообразное стекло или другой износостойкий адгезивный материал. Пакеты листов помещают в вакуумную печь и производят термообработку, в результате чего адгезионный материал плавится, скрепляя листы между собой. Одновременно в полусерцёчниках 4 и 7 и в полуэкранах 6 и 8 пакета листов.образуются из того же адгезивного материала износостойкие элементы 28-31, коте рые с прослойками 27 представляют еовный монолитный блок, . Готовые пощгсердечники 4 после до. водки боковых поверхностей и размещения на них обмоток 5 устанавливают с полуэкранами 6 в корпуса 1 и 3 а полу сердечники 7 и полуэкраны 8 - в корпус 2 так, что износостойкие элементы 28- 31 образуют износостойкие вставки. После сборки и скрепления компаундом 10 производится снятие технологического припуска 33 и скрепление корпусов 1-3 через немагнитные прокладки 9 в сдвоенный блок магнитных головок. Снятие технологического припуска 32 производится до вскрытия на рабочей поверхности износостойких элементов 28 31. Положение углубления 16, его размеры и форма способствуют тому, что износостойкие элементы располагаются на рабочей поверхности под наклоном, при этом упрощается обработка рабочей поверхности, что способствует сохранению магнитных свойств магнитных головок в процессе изготовления а также увеличивается срок службы блока и уменьшается величина изменений магнитных свойств сердечников головок в процессе работы блока.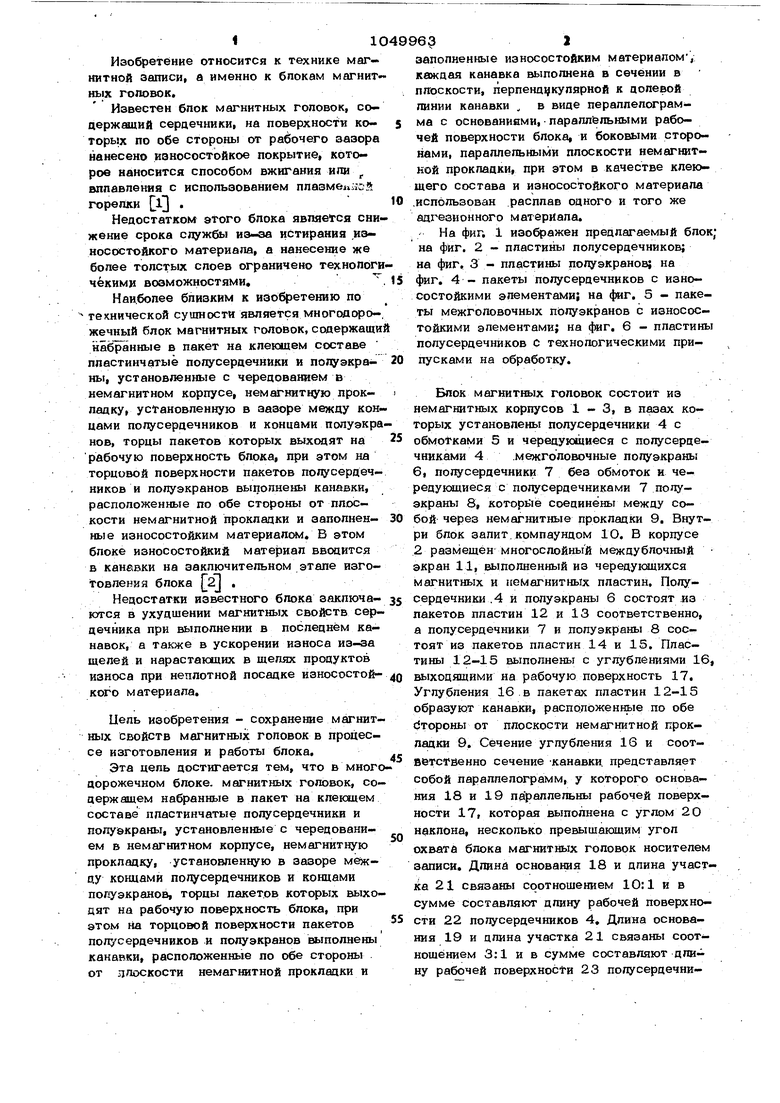
| название | год | авторы | номер документа |
|---|---|---|---|
| Многодорожечный блок стирающих магнитных головок и способ его изготовления | 1981 |
|
SU980140A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2046400C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Блок комбинированных магнитных головок | 1983 |
|
SU1129650A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1976 |
|
SU575682A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК И БЛОК МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2034342C1 |
| Способ изготовления многодорожечных магнитных головок | 1990 |
|
SU1780099A1 |
| Блок магнитных головок записи и способ его изготовления | 1984 |
|
SU1208581A1 |
| Способ изготовления блока магнитных головок | 1974 |
|
SU506052A1 |
МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВСЖ, содержащий на.бранные в пакет на клекщем составе пластинчатые подусерцечники и попуэкраны, установленные с чередованием в немагнитном корпусе, немагнитную прокладку, установленную в зазоре между концами попусерцечников и концами полуэкрановi торцы пакетов которых, выходят на рабо- . чую поверхность блока, при этом на торцовой поверхности пакетов попусердечников и полуэкранов выполнены канавки, расположенные по обе стороны от плоскости немагнитной прокладки и заполненные износостойким материалом, о т л и ч а loШ и и с я тем, чтр , с целью ссжранения магнитных свойств магнитных головок в процессе изготовления и работы блока, каждая канавка выполнена в сечении в плоскости, перпендикулярной к доле,вой линии канавки в виде параллелограмма с основаниями, параллельными рабочей поверхности блока и боковыми сторонами параллельными плоскости немагнитной Ш прокладки, при этом в качестве клеющего (Л состава и износостойкого материала использован расплав одного и того же адгезионного материала.
iL
UB.Z
Zr 25/S
20
/7
7
28
/
I Фиг.
27 27 27
32 2
/S 78
-20
Фаг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Блок магнитных головок | 1977 |
|
SU657457A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
