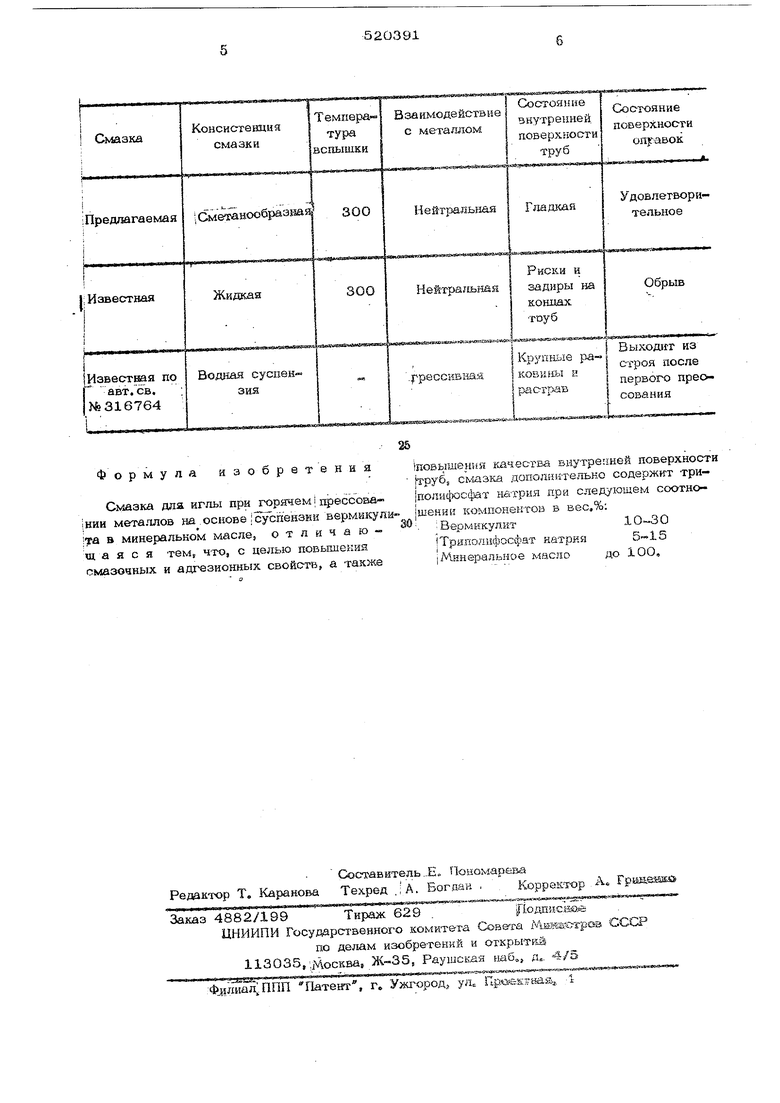
(54)-СМАЗКА ДЛЯ ИГЛЫ ПРИ ГОРЯЧЕМ ПРЕССОВАНИИ МЕГГАЛЛОВ да« ЛДанная смазка применяется для. накесеяия ее тонким слоем на оправку репрерьюного и блах одаря тому, что смазка увлекается в очаг дeфop iaI ии посте пенно, по мере раскатки трубы ко оправке, смазки хватает для получения -труб с боль шими коэффициентами деформации Одаакл агрессивна, и только благо.аара подаче ее очень тонким слоем гфадотвращавтся; поя& :лениб видимых следов реагирования смазки с деформируемым метадаюмв Горизоатальные прессы нмеюг короткую иг; (оправку) до 1 метра а длйна выарес сованнь1Х труб в 8 - 10 раз превышает длй ну оправки, поэтому для обеспечения продесса лрессоБания смазку на иг/jy Н4аобхо димо наносить более -голстым слоем Однако известная саиазка в виде водаого gacTBupa не обеспечивает получение на ьот-яе слоя смазки достаточной т-элщниы Кроме-зт-ог-о, при увеличении толщины слоя известкой смазки возникает опасность эгшчиге.тьного. реагирования смазкн с деформируемым .ме таллом, приводит к браку анутрекней поверхности прессованнь ; изделий. Известна смазочная комдозн:цйЯ5 прег ставпиющая собой смесь минерального мгго ла н кристаллов природного ыинврапа. нер Тмикулита, обработанного в аммониевых л фосфониевых органических лшдгшстях,,, Вер : микулйт, благодаря слоистг йструктурея об ладает удовлетвор;ате;; ьными ангифрикниок ными свойствами. Однако природный верми, купит обладает.и высокой теплопроводаосты : Кроме TorOf слабая адгезия вермакули-та Е f. металлам не позволяет ишо.пьзо:з.згь (йзвест . ную смазку при прессовании длинномерных . (более 3 метров) изделий повышен ного износа игл. Целью изобретения является разработка .смазки для горячего прессование- на горИ зонтальных прессах стаяытыу. труб н полых изделий, обладающей, наряду с нена тлероживающими и теплоизоляционными фунгшиями, повьпденной адгезией к металл .; уси ленньвмй смазочными фушаши лк и способст- вующей в связи с этим повышению качества внутренней поверхности горяч:едрессо.&а ных изделий Зто достигается введением в смазку на основе минерального шcлa и порошке. микугш-ш триполкфосфата {штрия в количествах, обеспечивающих повышение адгезии смаз- JKHкROsepXHOviTHинструмента и в тоже врем|й не допускающих видимых следов реагирования трнгюлифосфата с деформируемым металлоА Состав civiaaKH (в ): вермику П1УТ 10 ™ ЗО трттолифосфат натрия 15 - 5, ; минер альное масло до 100. : Данное соотношение компонентов гарантирует отсутсгБие г-ш т-лерожиБанйя прессуемого гч еталла Наличие трнполЕ-гфосфата пат- рмя, плавящег-ося при достижении темпера-. туры: 830 С, повыша Т адгезию вермикули:та к .нкструменгу Б продессе прессования поспе вьпсранкя минерального г дасла и обескечиЕ-аег возможность осуществления лродес- са гфзссования длинномерных труб, При приготовлении сьшзкк порошок верми;4ата натрия тщательно кулита и Триполи перемешивают с минеральным маслом при подогреве до 50 - 60 Ci Перед приготовл& кршм СМВ.ЭК11 природныз кристаллы вермикулита об|за6атыаа,ют при 900 Cj, очщцают от мехлнйческих лргимесей и размалывают до прохождения на сите с $гче,йками 0,8 мм, Были проведены испытания стойкости игл и качества, .внутренней поверхнооги из.аелий с применекие у1 Г1ред|-шгаэмо.й и известных смазок, физико-химические и эксплуатадионк.ые свойства кегорых |гриБедень в таблице, Исг;ытавкя прО1;.одклйсь лри прессовании длин- номерных труб (более 6 м) размером 50 х X -3 мм из стали 12Х1МФ на горизонтальгKoivs гидравлическом прессе усилием 1600 тн,; Температура ijarpesa заготовок ИЗО 1140 С, Смазкй наносили на иглу, кис-тью перед прессованием. Прэд-лагаемай смдана обеспечила ycneiuHG-S протекание процесса прессования и лолуленив гладкой внутренней поверхности вы- гфессованных труб; .Науглероживания поверхности Tpy6t HSHotia йгяы в процессе испыта- ,ния не - абжодйлось ;Е то же. время, при иопользова.нки извесгных смазок на внутренней поверхности труб отмечеш г риски и задиры, ;/величн)вающг-теся к задним кон1шм труб, В результате трубы были забра.кованы. Таким образом, предлагаемая смазка об- ла.цаег улунахенкыми смазочными функциями, увеличиЕ-ает огойкосгь прессового инструмен тй и .улучи.:ает качество внутренней поверх- НОС-ГИ -JpJO,
Формула изобретения
Смазка дпа иглы при горячем | npeccoEsa i.HHH металлов на .основе суспензни вермикупи та в минеральном масле, отличаю- щ а я с я тем, что, с целью повьЕления смазочных и адгезионных СВОЙСТБ, а также
гпоБЬ1шен} к качества, внутрегшей поверхности JTpyej сь1аз1ш дополнигелько содержит три- |полафосфат натрия яр к оделяющем соотноjuseHHiJ компоневто:з в вес,%; Вермикулит10 -3 О
ГГриполнфосфат натрия5 15
I Минеральное маслодо 100,
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячего гидропрессования металлов | 1983 |
|
SU1113403A1 |
| Смазка для горячей обработки металлов давлением | 1981 |
|
SU960233A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2007 |
|
RU2368649C2 |
| Смазка для горячей обработки металлов | 1973 |
|
SU454246A1 |
| Смазка для горячего прессования металлов | 1977 |
|
SU696047A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ АЛЮМИНИЕВЫХСПЛАВОВ | 1971 |
|
SU299534A1 |
| Стеклосмазка для иглы при горячем прессовании труб и полых профилей | 1976 |
|
SU568673A1 |
| Смазка для горячей обработки металлов | 1975 |
|
SU566869A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2298581C2 |
| Смазка для горячей обработки металлов давлением | 1985 |
|
SU1306936A1 |
