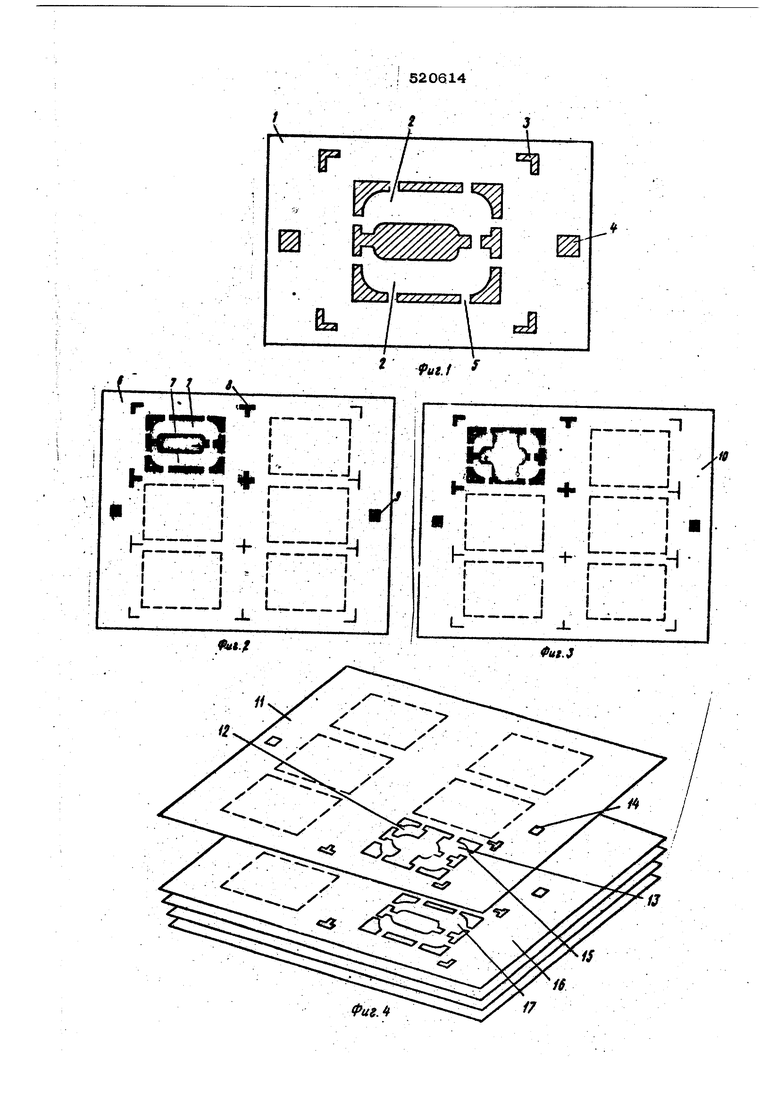
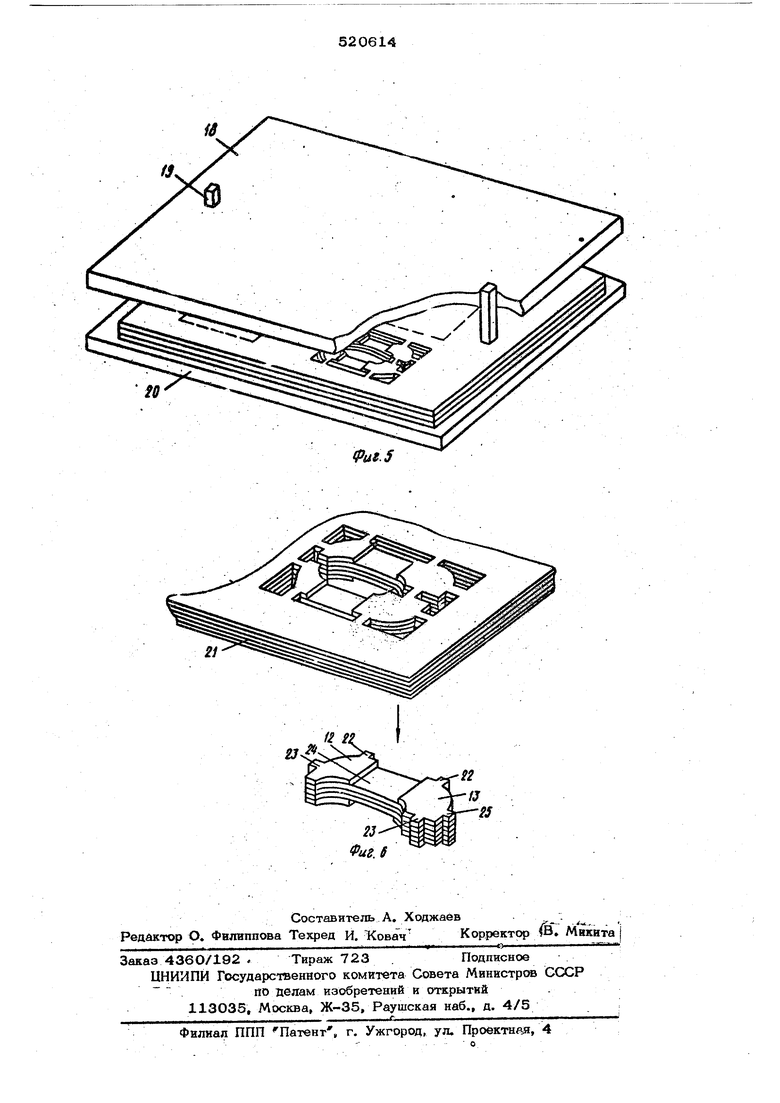
(54) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОДОРОЖЕЧНЫХ МАГНИТНЬХ ГОЛОВОК териала после их химического травления; на| фиг. 5 - приспособление для сборки с лиотовымн ,заготовкамв; на фиг. 6 - пакеты Б наборе на пластны полвого н усеченного про филей. Оригинал J. (фиг. 1) выполняется на стек ле, noeepxHOctb которого покрывается свето непроницаемым лаком. Далее выполняют контуры двух пластин 2, четырех координатных меток 3, двух установочных отверстий 4 и : перемычек 5. Здштрихоаанная поверхность освобождается от лака. По оригиналу иэгот4-зливают {фиг. 2) фотошаблон 6 с контурами пластин 7 полного профиля и с получением меток 8 координатного характера, сосоотаетстоутоших меткам 3, Размеры контуЦ ров пластин фотошаблона соответствуют номинальным размерам пластин после их изг( товленйя. На фотошаблон проект ; уются также контуры 9 установочных отверстий 4. После иэготовления фотошаЬлона для пластин полного профиля на оригинале дапяют лак с тех поверхностей, которые; впоследствии позволяют получить фотошаблон для пластин усеченного профиля (фиг. 3). Это ,,. 1-л п фотошаблон 10, Потом на листовые заготов -.ЦК отожженного магнитомягкого материала заносят слой фогорезистийного материала, К1акладывают фотошаблон и проектируют имекщиеся на нем контуры элементов на по..п верхность листовой заготовки. Далее осущес вляют химическое травление, с помощью которого удаляют материал с плЪщадей, заче{ нвнных на фотошаблонах.В результате получают листовые заготовки 11 {фиг.4) с пластина .1010 ми усеченного профиля 12 и 13 и установочны «,п , t J ми отверстиями 14. Пластины перемычками 15 соединены с основным полем листовой заготовки. Аналогичным образом получают заготовки 16 с лл ;стинами 17 полного про филя. После травления с учетом фотошаблонов, являющихся трафаретами, пластины 17, 12 и 13 оказываются расположенными попарно в непосредственной близости и встречно друг к другу. При направление наибольшей длины пластин соответствует направлению проката ли ..ТОБОЙ заготовки. Листовые заготовки фиг. 5) набирают до высоты, соогвегсгвуюцей высоте набора пакета магни- гопровода голрвки, где пакет набирается отдельными пластинами. Сверху листовьге заготовки прижимаются пластиной 18, устанавливаемой на штырях 19. Сборку производят на сборочном основании 20. Плоскость (ж с одной стороны покрывается кл&м, noc;te полимеряэаови которого , (фаг. б) наборе 21. происхсаит удаление перемычек а их остатков 22 и 23. Образующееся yi ублекие 24 заполняется обмоткой (на чертеж не показана), а остаток 25 от перо- ; мычки остается не снятым, так как на раоту головки он в дальнейшем не. влияет. Способ поз оляет получить весьма высо кую ориентацию пластин разного профиля при их наборе в пакет и уменьшить раоброс алек- тромагнитных параметров магнитных головок. Это позволяет с большей достоверностью осуществлять запись и воспроизведение информации на магнитном носителе. Формула изобре т е и и я i 1. Способ изготовления многодорожечных магнитных головок с к агнитопров(эдами, состоящими из двух частей, пакеты которых в средней части выполнены из пластин полного , а по боковым плоскостям - из пластин усеченного профиля, включающий вакуумный отжиг листовых заготовок магии- томягкого материала, химическое травление , пгзстин с перемычками, сборку пластин в пакет с ориентацией по установочным отверстиям, склеивание пластин под давлением, удаление перемычек, намотку обмотки, о т ли ч а ю щ и и с я тем, что, с целью уменошения разброса электромагнитных параметров головок в блоке, пластины как полного, так и усеченного профяпей с технологическими перемычками формуют попарно в „ , непосредственной близости встречно друг novrv опновоеменно не менее, чем для оп- другу одновременно не менее, нем для сяного полублока, при этом направление наибольшей длины пластин совмещают с направлением проката листовой заготовки. . 2. Способ по п. 1, о т л и ч а ю щ и йс я тем, что, с целью повышения точности сборки пакетов магнитопроводов, пластины полного профиля и усеченного профиля изготавливают по фотошаблонам, выполненным с одного общего оригинала,. Источники информации, принятые во внимание при экспертизе:. 1. Патент Англии №: 1237914,кл,В 61, Д971 г. 2. Авторское свидетел1 ство СССРI № 343756, кл,.(г 11В 5/42, 1971 г.
Iut.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многодорожечных магнитных головок | 1990 |
|
SU1780099A1 |
| Способ изготовления полусердечников для магнитных головок | 1976 |
|
SU610163A1 |
| ОПТИЧЕСКИ ИЗМЕНЯЕМОЕ ЗАЩИТНОЕ УСТРОЙСТВО | 2007 |
|
RU2431571C2 |
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| Способ изготовления магнитопроводов магнитных головок | 1974 |
|
SU566262A1 |
| Устройство для изготовления фотошаб-лОНОВ пЕчАТНыХ плАТ | 1979 |
|
SU847535A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2200772C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| КООРДИНАТНЫЙ СТОЛ, ПОРТАЛ КООРДИНАТНОГО СТОЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА МНОГОФАЗНОГО ЛИНЕЙНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 1998 |
|
RU2133184C1 |
| Штамп для пробивки отверстий в листовом материале | 1981 |
|
SU990374A1 |
Л1./
Фи1.
Фиг. 4
