(54) БЛОК РАЗБОРКИ-СБСРКИ КОКИЛЕЙ С МОДЕЛЯМИ, КАНТОВКИ КОКИЛЕЙ И ИЗМЕНЕНИЯ НАПРАВЛЕНИЯ ДВИЖЕНИЯ МОДЕЛЕЙ ЛИНИИ ЛИТЬЯ В ОБЛИЦОВАННЫЕ КОКИЛИ СО СКОЛЬЗЯЩЕЙ ОСНАСТКОЙ«
1
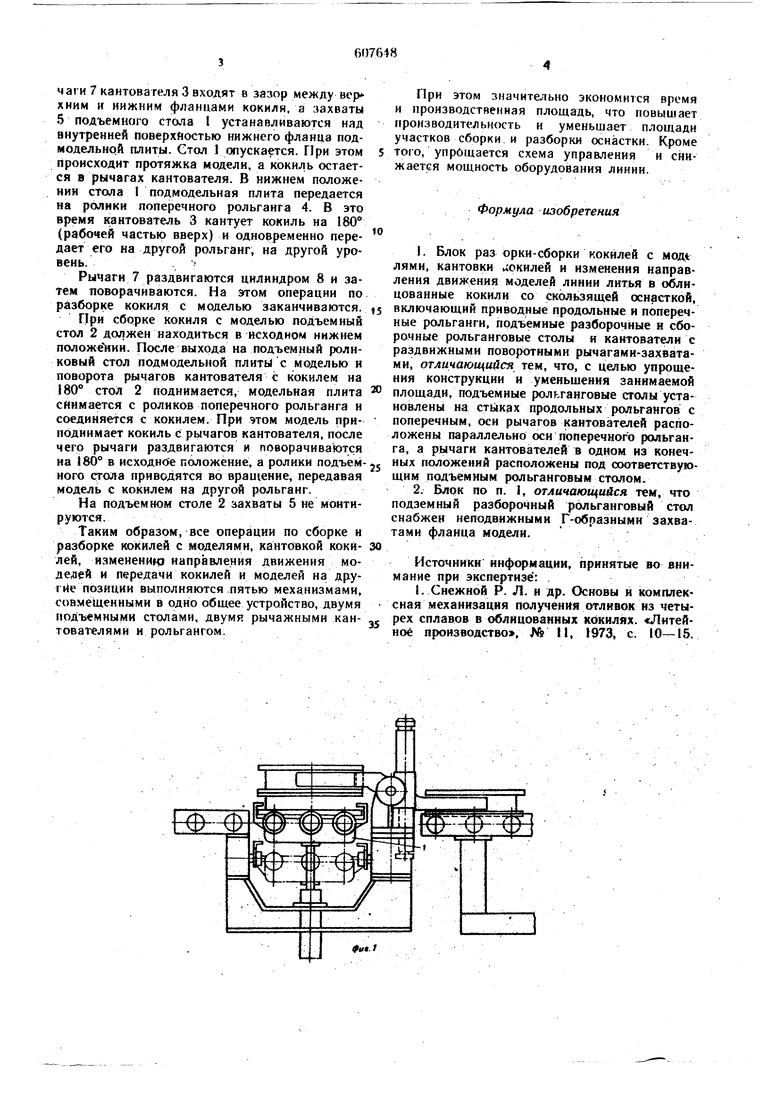
чаги 7 кантователя 3 входят в зазор между вер хним и нижним фланцами кокиля, а захваты 5 подъемного стола I устанавливаются над внутренней поверхностью нижнего фланца подмодельной плиты. Стол 1 опускается. При этом Происходит протяжка модели, а кокиль остается в рычагах кантователя. В нижнем положении стола I подмодельная плита передается на ролики поперечного рольганга 4. В это время кантователь 3 кантует кокиль на 180° (рабочей частью вверх) и одновременно передает его на другой рольганг, на другой уровень.. /
Рычаги 7 раздвигаются цилиндром 8 и затем поворачиваются. На этом операции по разборке кокиля с моделью заканчиваются.
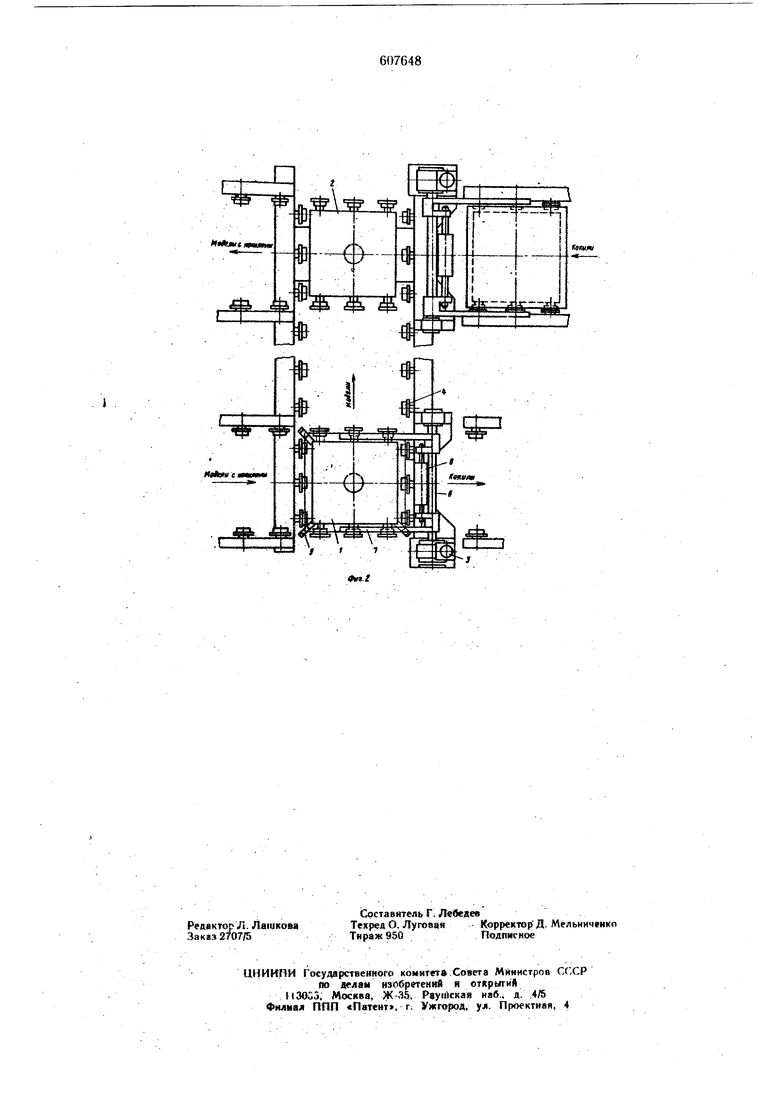
При сборке кокиля с моделью подъемный стол 2 должен находиться в исходном нижнем положеТнии. После выхода на подъемный роликовый стол подмодельной плиты с моделью и поворота рычагов кантователя с кокилем на 180° стол 2 поднимается, модельная плита снимается с роликов поперечного рольганга и соединяется с кокилем. При этом модель приподиимает кокиль с рычагов кантователя, после чего рычаги раздвигаются и поворачиваются иа 180° в исходное положение, а ролики подъемного стола приводятся во вращение, передавая модель с кокилем на другой рольганг.
На подъемном столе 2 захваты 5 не монтируются.
Таким образом, все операции по сборке и разборке кокилей с моделями, кантовкой кокилей, изменению направления движения моделей и передачи кокилей и моделей на другие позиции выполняются пятью механизмами, совмеиленными в одно общее устройство, двумя подъемными столами, двумя рычажными кантователями и рольгангом.
При этом значительно экономи1ся время и производственная площадь, что повышает производительность и уменьшает площади участков сборки и разборки оснастки. Кроме того, упрбщается схема управления и снижается мощность оборудования линии.
Формула изобретения
1. Блок раз орки-сборки кокилей с моде лями, кантовки иокилей и изменения направления движения моделей линии литья в облицованные кокили со скользящей оснасткой, включающий приводные продольные и поперечные рольганги, подъемные разборочные и сборочные рольганговые столы и кантователи с раздвижными поворотными рычагами-захватами, отличающийся тем, что, с целью упрощения конструкции и уменьщения занимаемой площади, подъемные рольганговые столы установлеиы на стыках продольных рольгангов с поперечным, оси рычагов кантователей расположены параллельно оси поперечного рольганга, а рычаги кантователей в одном из конечных положений расположены под соответствующим подъемным рольганговым столом.
2. Блок по п. 1, отличающийся tew, n подземный разборочный рольганговый стол снабжен неподвижными Г-образными захватами фланца модели.
Источники информации, принятые во внимание при экспертизе:
1. Снежной Р. Л. и др. Основы и комплексная механизация получения отливок из четырех сплавов в облицованных кокилях. сЛитейное производство, № И, 1973, с. 10-15.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор разборки облицованных кокилей | 1975 |
|
SU740405A1 |
| Линия литья в облицованные кокили | 1976 |
|
SU737113A1 |
| Линия для изготовления отливок | 1974 |
|
SU555983A1 |
| Линия литья в формы преимущественно кокили,облицованные жидкими самотвердеющими смесями | 1983 |
|
SU1119219A1 |
| Кокиль | 1975 |
|
SU707685A1 |
| Манипулятор разборки облицованных кокилей | 1981 |
|
SU996094A1 |
| Манипулятор для разборки облицованных кокилей | 1990 |
|
SU1763086A1 |
| Линия литья в облицованные кокили с вертикальной плоскостью разъема | 1980 |
|
SU1066735A1 |
| Устройство для разборки и очистки облицованных кокилей с горизонтальным разъемом | 1979 |
|
SU859022A1 |
| Поточно механизированная линия получения отливок | 1972 |
|
SU441101A1 |
t --tF- .НвЛяае
