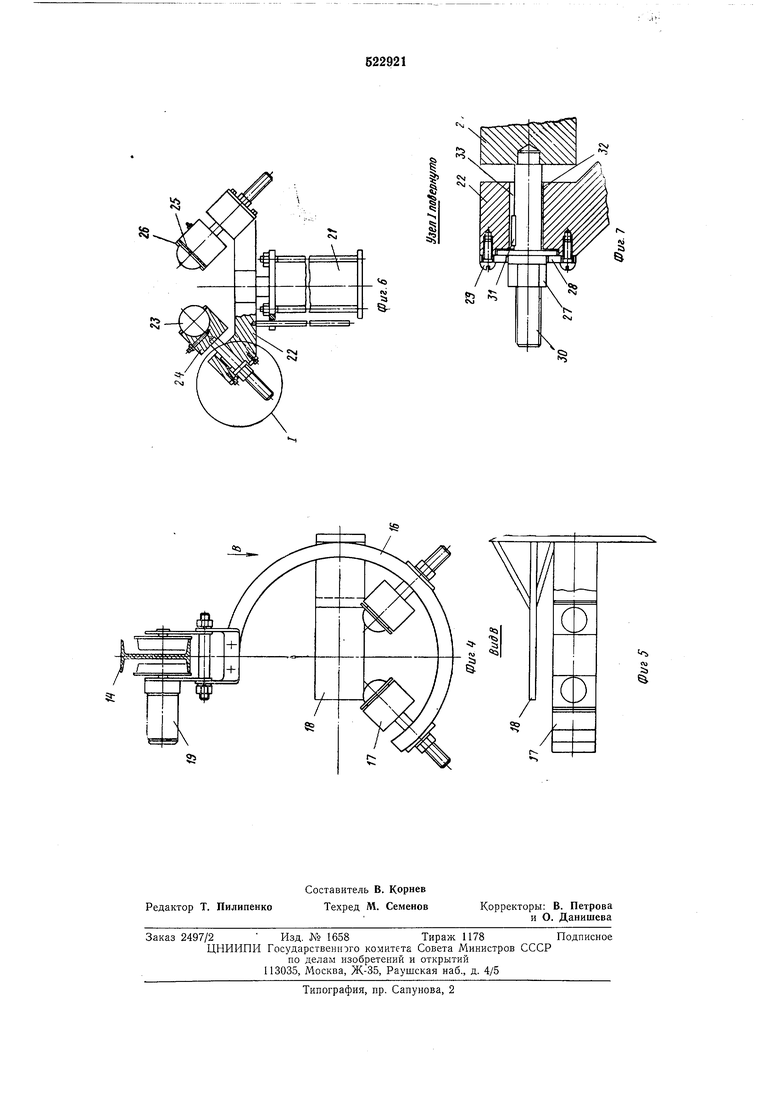
подвешен люнет, на корпусе 16 которого установлены регулируемые вращающиеся шаровые опоры 17. Для фиксации заготовки в осевом направлении со стороны, противоположной направлению подачи, к корпусу 16 люнета крепится упор 18. -Подающий орган перемещается с помощью электродвигателя 19.
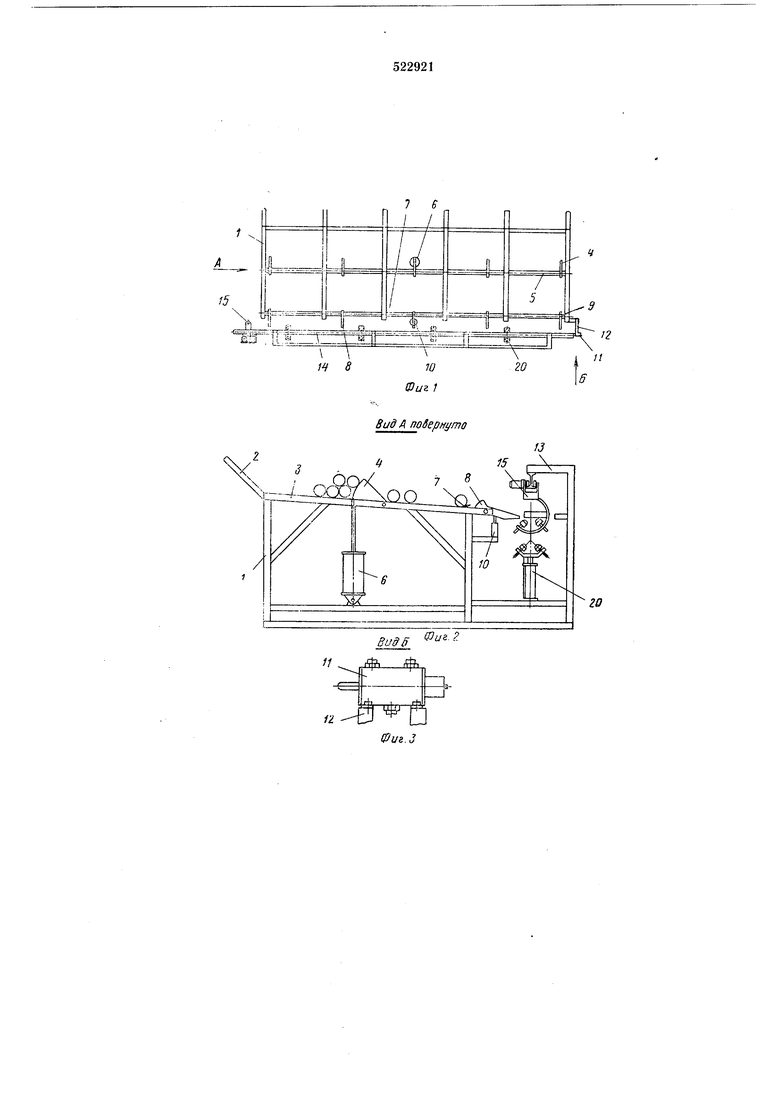
В нижней части стеллажа под монорельсом 14 но ходу перемещения подающего органа на расстоянии друг от друга, меньшем половины длины самой короткой из подаваемых заготовок, установлены опоры 20, представляющие собой пневмоцилиндры 21, на штоках поршней которых закреплены поддерживающие головки, состоящие из корпуса 22, двух симметрично расположенных шаровых катков 23, закрепленных в отдельных корпусах 24 с помощью крышки 25 и винтов 26. Положение шаровых катков 23 регулируется с помощью гайки 27, которая крепится в корпусе 22 крышкой 28 и винтами 29, и винта 30, на гладкой части которого установлен фиксатор 31, выполненный в виде шпонки. В корпусах головок имеются отверстия 32 с пазом 33 для перемещения винта 30 вдоль оси отверстия 32 без вращения.
Рабочие полости пневмоцилиндров 21 соединены с пневматическими золотниками, установленными напротив опор 20 таким образом, что подающий орган 15 при перемещении по монорельсу 14, упором 18Надавливая на шток золотника, опускает опоры вниз с помощью пневмоцилиндров 21.
Управление перемещением подающего органа осуществляется таким образом, что при зажиме заготовки в шпинделя станка подача заготовки прекращается, а при отпуске - возобновляется. При подходе подающего органа в крайние положения осуществляется остановка электродвигателя 19 при помощи концевых выключателей.
Устройство работает следующим образом.
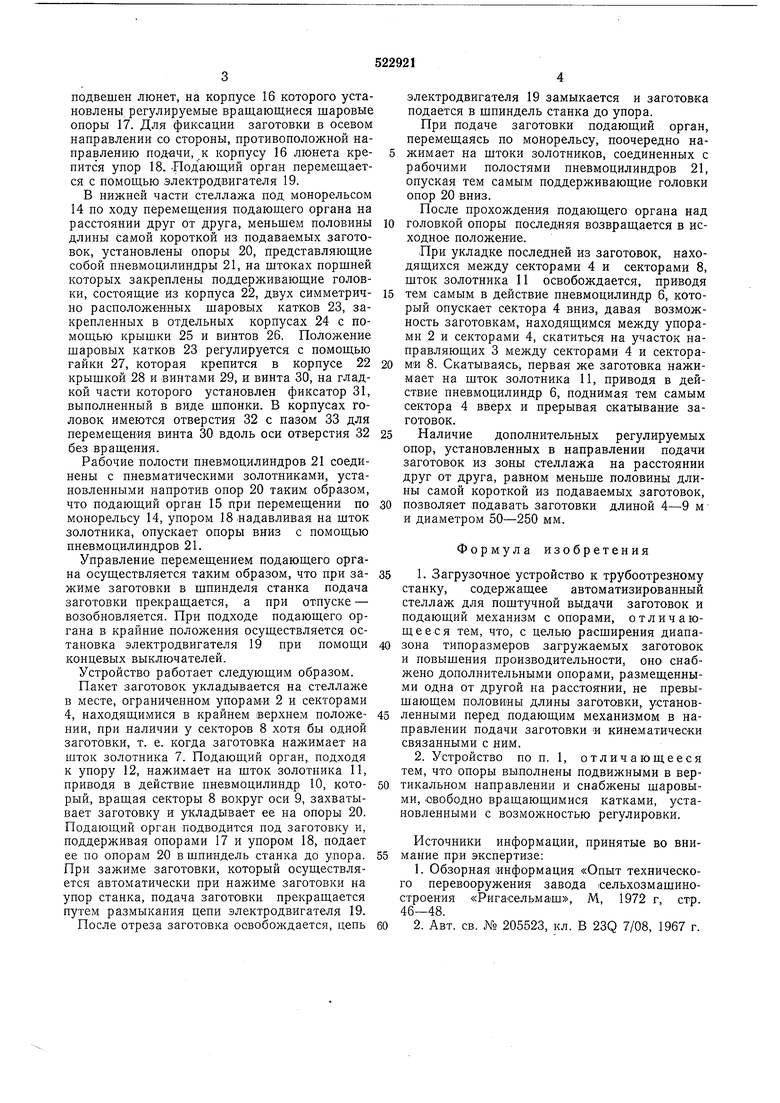
Пакет заготовок укладывается на стеллаже в месте, ограниченном упорам-и 2 и секторами 4, находящимися в крайнем верхнем положеПИИ, при наличии у секторов 8 хотя бы одной заготовки, т. е. когда заготовка нажимает на шток золотника 7. Подающий орган, подходя к упору 12, нажимает на шток золотника 11, приводя в действие пневмоцилиндр 10, который, вращая секторы 8 вокруг оси 9, захватывает заготовку и укладывает ее на опоры 20. Подающий орган подводится под заготовку и, поддерживая опорами 17 и упором 18, подает ее по опорам 20 в шпиндель станка до упора. При зажиме заготовки, который осуществляется автоматически при нажиме заготовки на упор станка, подача заготовки прекращается путем размыкания цепи электродвигателя 19.
После отреза заготовка освобождается, цепь
электродвигателя 19 замыкается и заготовка подается в щпиндель станка до упора.
При подаче заготовки подающий орган, перемещаясь по монорельсу, поочередно нажимает на штоки золотников, соединенных с рабочими полостями пневмоцилиндров 21, опуская тем самым поддерживающие головки опор 20 вниз.
После прохождения подающего органа над головкой опоры последняя возвращается в исходное положение.
.При укладке последней из заготовок, находящихся между секторами 4 и секторами 8, шток золотника 11 освобождается, приводя тем самым в действие пневмоцилиндр 6, который опускает сектора 4 вниз, давая возможность заготовкам, находящимся между упорами 2 и секторами 4, скатиться на участок направляющих 3 между секторами 4 и секторами 8. Скатываясь, первая же заготовка нажимает на шток золотника 11, приводя в действие пневмоцилиндр 6, поднимая тем самым сектора 4 вверх и прерывая скатывание заготовок.
Наличие дополнительных регулируемых опор, установленных в направлении подачи заготовок из зоны стеллажа на расстоянии друг от друга, равном меньше половины длины самой короткой из подаваемых заготовок, позволяет подавать заготовки длиной 4-9 м и диаметром 50-250 мм.
Формула изобретения
1.Загрузочное устройство к трубоотрезному станку, содержащее автоматизированный стеллаж для поштучной выдачи заготовок и подающий механизм с опорами, отличающееся тем, что, с целью расширения диапазона типоразмеров загружаемых заготовок и повышения производительности, оно снабжено дополнительными опорами, размещенными одна от другой на расстоянии, не превышающем половийы длины заготовки, установленными перед подающим механизмом в направлении подачи заготовки -и кинематически связанными с ним.
2.Устройство по п. 1, отличающееся тем, что опоры выполнены подвижными в вертикальном направлении и снабжены шаровыми, -свободно вращающимися катками, установленными с возмол ностью регулировки.
Источники информации, принятые во внимание при экспертизе:
1.Обзорная информация «Опыт технического перевооружения завода сельхозмащиностроения «Ригасельмаш, М, 1972 г стр 46-48.
2.Авт. св. № 205523, кл. В 23Q 7/08, 1967 г.
fuП7
L
Ю20
::;rZZ::3(EE
q,
J2
n
Шцг f
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ АВТОМАТ ПРОДОЛЬНОГО ТОЧЕНИЯ | 1999 |
|
RU2167032C2 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Станок для наложения ленточной корпусной изоляции на полюсные катушки электрических машин | 1976 |
|
SU675542A2 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| АГРЕГАТ ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ИЗДЕЛИЙ | 1989 |
|
SU1783677A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГИБКИ ЭЛЕМЕНТОВЗМЕЕВИКОВ | 1971 |
|
SU295590A1 |
| Фрезерный станок для обработки деревянных заготовок | 1988 |
|
SU1630884A1 |
OrW7
15
го
12
:&
