1
Изобретение относится к области сварки, а именно к устройствам для наплавки преимущественпо ножей измельчителя.
Известно устройство для наплавки преимущественно ножей измельчителя, содержащее станину, на которой смонтированы подвижный от привода магазин, выполненный в виде полого корпуса, и отсекатель для поштучной выдачи заготовок, по меньшей мере два дозатора порошкового материала, индуктор и механизм для правки и охлаждения деталей.
Однако известное устройство имеет недостаточно надежную копструкцию, а также малопроизводительно за счет большого межоперационного времени.
Целью изобретепия является создание такой конструкции устройства для наплавки, которая была бы более надежна, а также была бы более производительна за счет сокращения межоперациониого времени.
Эта цель достигается тем, что устройство оснащено дополнительным магазином, неподвижно закрепленным на станине на стойках и расположенным над основным магазином, причем на корпусе основного магазина установлен отсекатель дополнительного магазина, а на стойках дополнительного магазина установлены двуплечие рычаги, связанные с дозаторами порошкового материала, при этом упомянутые рычаги соединены также с корпусом основного магазина.
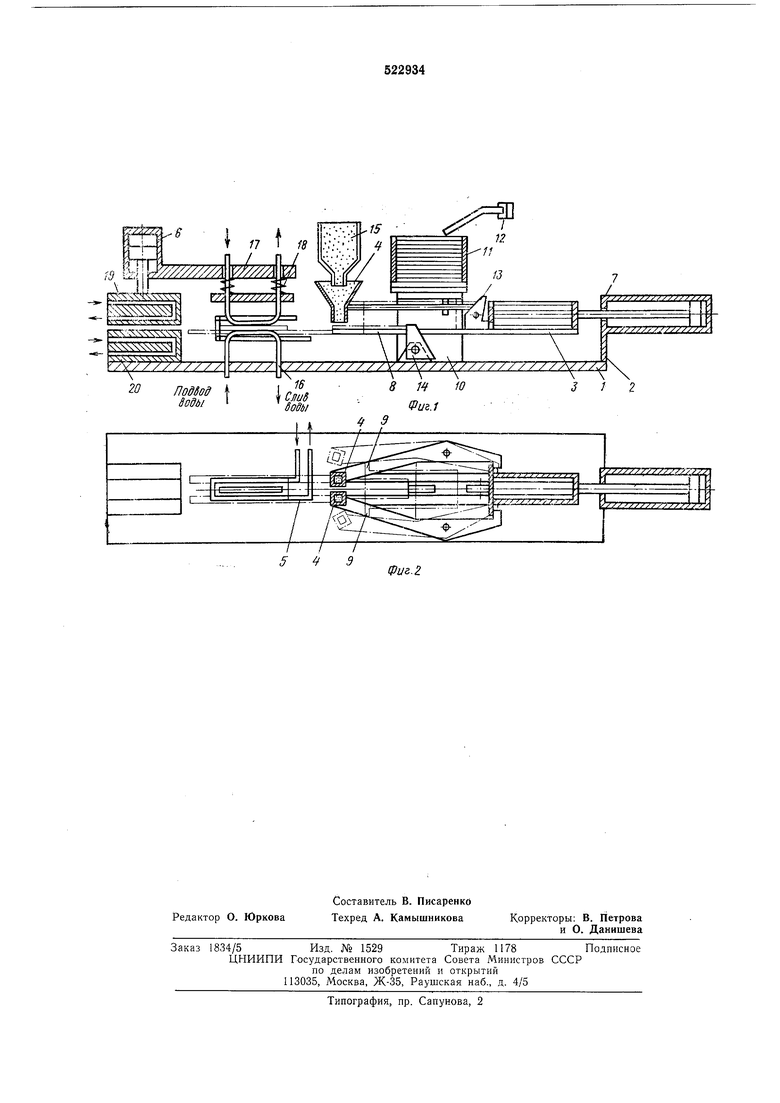
На фиг. 1 показано устройство для наплавки, вид сбоку с частичным выровом; на фиг. 2 - то же, вид сверху.
Устройство для наплавки твердым сплавом преимущественно ножей измельчителя содержит станину 1, на которой смонтирован привод 2, основной магазин 3, дозаторы 4 порошкового материала, индуктор 5 для наплавки и мехаиизм 6 для правки и охлаждения деталей. Привод 2 состоит из пневмоцилиндра 7, предназначенного для перемещения ос;:овиого магазина. Основной магазин 3 выполнен с ложементом 8 для подачи заготовки в индуктор 5 для наплавки и рычагами 9, предназначенными для привода дозатора 4. Рычаги 9 шарнирно прикреплены к стойкам 10, жестко закрепленным на станине 1. На стойках 10 установлен дополнительный магазин 11 с заготовками. На станине i смонтировано следящее устройство 12.
К основному магазину 3 относится также отсекатель 13, шарнирно укрепленный в его передней части и предназначенный для выдачи заготовок из дополнительного магазина 11 в основной магазин 3. На станйне 1 смонтирован отсекатель 14, расположенный в прорези ложемента 8 и предназначенный для выдачи заготовки из основного магазина 3 на ложемент 8. Каждый дозатор 4 при помощи рычага 9 прикреплен к стойке 10. Бункеры 15 установлены над дозаторами 4 и закреплены на станине 1. Рядом с индикатором 5 для наплавки смонтированы два прижима - нижний 16 и верхний 17, подпружиненный пружинами 18.
Механизм для правки и охлаждения выполнен в виде пресса, на котором установлены плиты - верхняя 19 и нижняя 20 с каналами для подвода охлаждающей воды.
Работа предлагаемого устройства для наплавки осуществляется следующим образом.
Предварительно загружают каждый бункер 15 порошковы.м материалом, на станину устанавливают дополнительный магазин И, заполняют заготовками основной магазин 3, а одна заготовка укладывается на ложемент 8 в позиции засыпки. На верхнюю заготовку в дополнительном магазине 11 устанавливается рычаг следящего устройства 12, затем настраивают генератор ТВЧ и включают устройство для наплавк и.
Пнев,моцилиндр 7 перемещает основиой магазин 3 с заготовкой, находящейся на ложементе 8, вперед. В момент прохождения заготовки под дозатора.ми 4 порошковый материал наносится на заготовку. По окончании засыпки дозаторы 4 отводятся рычагами 9 в стороны, а заготовка заходит между прижимами 16 и 17 и зажимается ими. Конечный выключатель дает команду на возврат основного магазина 3 в исходное положение.
При ходе основного магазина 3 назад отсекатель 14 захватывает заготовку из основного магазина 3 и выносит ее на ложемент 8 в позицию засыпки порошковым материалом. Одновременно отсекатель 13 захватывает заготовку из дополнительного магазина 11 и сбрасывает ее в основной магазин 3.
В исходном положении основного магазина 3 другой конечный выключатель дает команду на включение индуктора 5 и механизма 6 для правки и охлаждения, после чего происходит наплавка изделия и затем его правка.
По истечении времени наллавки реле времени подает ко.манду на отключение индуктора 5, на ход основного магазина 3 вперед и верхней плиты 19 пресса в верхнее исходное
положение. Пр.и движении основного магазина 3 вперед на заготовку, находящуюся в позиции засыпки, наносится порошковый материал, при дальнейшем ходе основного магазина 3, заготовка, подлежащая -наплавке, входит
между прижимами 16 и 17, выталкивает уже
ранее наплавленную заготовку на нижнюю
плиту 20 пресса.
Подается команда на возврат основного магазина 3 в исходное положение и на включение индуктора 5 и механизма 6 для правки и охлаждеиия деталей. При возврате основного магазина 3 в исходное положение заготовка из дополнительного магазина 11 сбрасывается в основной магазин 3, а из основного магазина 3 выдается на ложемент 8 в позицию засыпки, как описано выше.
По истечении времени наплавки реле времени дает команду на отключение индуктора,
механизма для правки и охлаждения и движение основного магазина вперед, т. е. на повторение цикла.
Формула изобретения
Устройство для наплавки преимущественно ножей .измельчителя, содержащее станину, на которой смонтированы приводной магазин, выполненный в виде полого корпуса, отсекатель для поштучной выдачи заготовок, по меньшей мере два дозатора порошкового материала, индуктор и механизм для -правки и охлаждения деталей, отличающееся тем, что, с целью повышения надежности конструкции устройства и повышения производительности за счет сокращения межоперационного времени, оно оснащено дополнительным магазином, неподвижно закрепленным на станине на стойках и расположенным над основным магазином, причем на корпусе основного магазина установлен отсекатель дополнительного магазина, а па стойках дополнительного дмагазина установлены двуплечие рычаги, связанные с дозаторами порошкового материала
и соединенные с корпусом основного магазина.
13
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая поточная линия для наплавки | 1972 |
|
SU440229A1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ | 1969 |
|
SU257646A1 |
| Установка для индукционной наплавки поверхностей заготовок | 1976 |
|
SU616106A1 |
| СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВТУЛОК | 1991 |
|
RU2015831C1 |
| Установка для автоматической индукционной наплавки | 1976 |
|
SU610636A1 |
| Установка для индукционной наплавки лап культиватора | 1988 |
|
SU1622110A1 |
| Загрузочное устройство для бесцентровых круглошлифовальных станков | 1988 |
|
SU1579715A1 |
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| Устройство для сборки под индукционную пайку резцов из державок и режущих кернов | 1987 |
|
SU1489957A1 |
° ISf i
Воды I
8 Щ W
3 / 2 Фие.1
