(54) УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ПОВЕРХНОСТЕЙ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 1979 |
|
SU853897A1 |
| Установка для автоматической индукционной наплавки | 1976 |
|
SU610636A1 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| ПОЛУАВТОМАТ ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 2003 |
|
RU2250812C1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1996 |
|
RU2103140C1 |
| Автоматическая поточная линия для наплавки фасонных дисков | 1988 |
|
SU1544543A1 |
| СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВТУЛОК | 1991 |
|
RU2015831C1 |
| Автоматическая поточная линия для наплавки | 1982 |
|
SU1321544A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ НАПЛАВКИ В ВАКУУЛ1Е | 1972 |
|
SU332998A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2086357C1 |

Изобретение относится к сварке, а именно к устройствам для индукционной наплавки.
Известна установка для индукционной наплавки твердых сплавов, содержащая устройство для загрузки деталей в механизм подачи, дозатор шихты и транопортное устройство подачи заготовок и инщгктор, индуктор и устройство для разгрузки ij.
При работе такой установки заготовк загружаются в механизм подачи и транспортером подаются к индикатору, при этом дозатором на заготовки подается шихта.
Недостатком установки является низкая производительность и сложность наплавки отдельных участков заготовки.
Известна также установка, содержащая станину, на которой размешены нагревательный индуктор и магазин с наплавляемыми заготовками, связанный с механизмом возвратно-поступательного движения заготовки, имеющим захват заготовКи и толкатель, а также дозатор шихты с бункером 2 J.
При работе механизм возвратно-лоступатепьного движения заготовок устанавливают в исходное положение, засыпают в дозатор наплавочную шихт и устанавливают на направлякхдие обрабатываемое изделие. Включакут механизм перемещения, изделие проходит под дозатором наплавочнОй шихты,при этом на него наносится слой шихты заданной толщины, после чего изделие, перемешаясь, п падает в нагревательный индуктор. Oftрабатьгааемое изделие с нанесенной Шйхтой толкателем, проталкивается через нагревательный индуктор, где и осуществляется нагрев и плавление наплавошой шихты. После наплавки изделия нагрев отключается, переключается направление
перемещения и толкатель с рейкой возвращаются в исходное положение. Затем цикл повторяется.
Ланная установка является наиболее близкой к изобретению по технической
сущности и достигаемому результату.
Недостатком установки тпяется ниэкая производительность.
Кроме того, известная установка, позволяя производить наппавку всей поверхности обрабатываемоге йздепия, не обеспечивает мехйнизированную наппавку участков изделия..
Дпя повышения производительности за счет искпючения холостого хода механизма перемещения заготовок механизм возвратно-поступатепьного движения оснащен коромыспом, шарнирно смонтированном на станине и связанным одним концом с захватом, а другим - с тоцкатепем, при этом на захвате установпена подвижная ппанка, на бункере закреплен дополнитепь ный бункер, а на станине установлена поворотная тяга, связанная с дополнительным бункером и с диодом захвата.
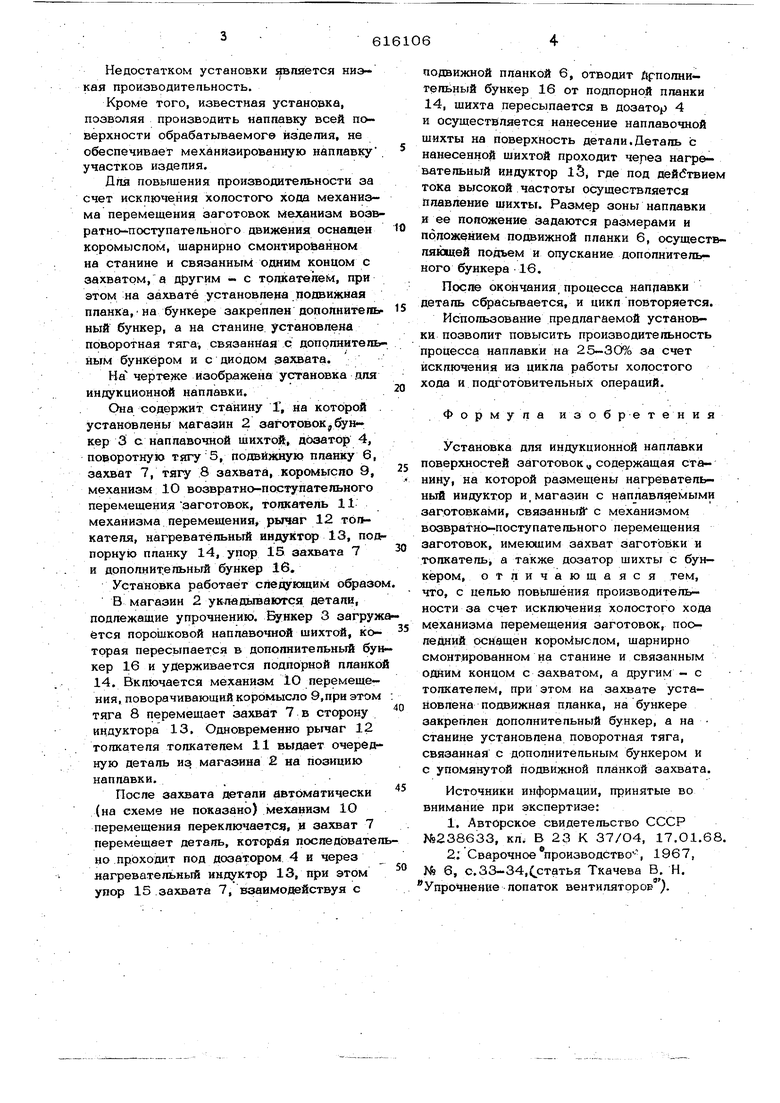
На чертеже изображена установка для индукционной наплавки.
Она содержит станину Г, на которой установлены магазин 2 заготовок,бункер 3 с наплавочной шихтой, дозатор 4, поворотную тягу 5, подвйжнук) планку 6, захват 7, тягу 8 захвата, коромысло 9, механизм 10 возвратно-поступательного перемещения заготовок, тощсатель 11механизма перемещения рычаг 12 тбгккателя, нагревательный индуктор 13, подпорнукэ ппанку 14, упор 15 захвата 7 и дополнительный бункер 16.
Установка работает следующим образо В магазин 2 укладьшаются детали, подлежащие упрочнению. Бункер 3 загружется порошковой наплавочной шихтой, которая пересыпается в дополнительный бункер 16 и удерживается подпорной планко 14. Включается механизм 1О перемещения, поворачивающий коромысло 8,при этом тяга 8 перемещает захват 7 в сторону индуктора 13. Одновременно рычаг 12 толкателя толкателем 11 выдает очередгную деталь из магазина 2 на позицию наплавки.
После захвата детали автоматически (на схеме не показано) механизм 10 перемещения переключается, и захват 7 перемещает деталь, которая последователно проходит под дозатором 4 и через нагревательный индуктс 13, при этом упор 15 захвата 7, взанмо)Е|ействуя с
подвижной планкой 6, отводит йрпопнигельный бункер 16 от подпорной планки 14, шихта пересыпается в дозатор 4 и осуществляется нанесение наплавочной шихты на поверхность детали.Деталь с нанесенной шихтой проходит через нагревательный индуктор 15, где под действие тока высокой частоты осуществляется плавление шихты. Размер зоны наплавки положение задаются размерами и положением подвижной планки 6, осущестляющей подъем и опускание дополнительного бункера 16.
После окончания процесса наплавки деталь сбрасьгеается, и цикл повторяется
Использование предлагаемой установки позволит повысить производительность процесса наплавки на за счет исключения из цикла работы холостого хода и подготовительных операций.
Формула изобретения
Установка для индукционной наплавки поверхностей заготовок содержащая станину, на которой размещены нагревател1 ный индуктор и, магазин с наплавляемыми заготовками, связанный с механизмом возвратно-поступательного перемещения заготовок, имеющим захват заготовки и толкатель, а также дозатор шихты с бункером, отличающаяся тем, что, с целью повьпиёния производительности за счет исключения холостого хода механизма перемещения заготовок, пооледний оснащен короМыслом, шарнирно смонтированном на станине и связанным одним концом с захватом, а другим - с толкателем, при этом ка захвате установлена подвижная планка, на бункере закреплен дополнительный бункер, а на станине установлена поворотная тяга, связанная с дополнительным бункером и с упомянутой подвижной планкой захвата.
Источники информации, принятые во внимание при экспертизе:
2; Сварочное производство , 1967, N9 6, с.ЗЗ-34,С статья Ткачева В. Н. Упрочнение лопаток вентипяторов ).
