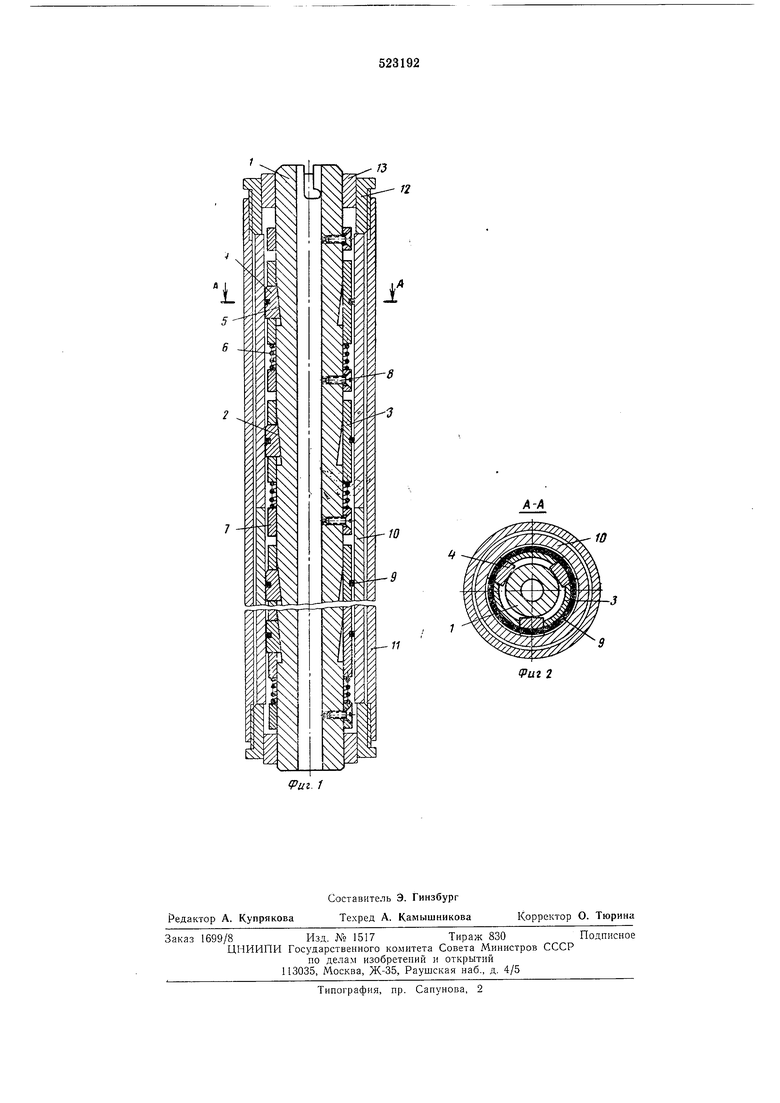
Сборку цилиндров насосов при помощи предложенной скалки осуществляют следующим образом.
Набираемую втулку цилиндра 10 упирают Б скощенную заходную часть сухарей 4, так как последние в исходном положении расположены по диаметру, большему максимально возможного диаметра цилиндра, и перемещают их относительно базовых конических поверхностей 2 оправки 1. Одновременно происходит сжатие спиральных пружин б и смещение сухарей 4 в радиальноаМ направлении до тех пор, пока их диаметральный размер не совпадает с размером втулки 10. После этого сухари 4 входят в отверстие втулки 10, и под воздействием пружины 6 центрируют ее относительно оси оправки 1, и жестко фиксируют в радиальном направлении. Затем скалку с набранными втулками 10 вставляют в кожух 11 и производят затяжку цилиндра переводниками 12, относительно которых скалка центрируется втулками 13. После сборки цилиндра скалку при помощи штока-съемника отводят в сторону, противоположную направлению перемещения втулок 10 при наборе цилиндра.
Формула изобретения
Скалка для сборки цилиндров насосов например, втулочных цилиндров глубинных штанговых насосов, содержащая оправку с расположенными на ней разжимными узлами, имеющими разные посадочные диаметры в исходном и рабочем положениях, отличающаяся тем, что, с целью повышения точности базирования и сокращения количества применяемого при сборке вспомогательного оборудования, оправка снабжена расположенными по длине базовыми коническими поверхностями с самотормозящим углом конуса, а каждый из разжимных узлов насажен на оправку с возможностью осевого перемещения и выполнен в виде втулки с установленными в ней с возможностью радиального перемещения сухарями, внутренние поверхности которых сопряжены с базовыми поверхностями оправки, причем каждый из разжимных узлов индивидуально подпружинен в сторону разжатия, до выставления сухарей на размер, несколько превышающий их максимально возможный размер в рабочем положении.
A-A
W
ipuz 2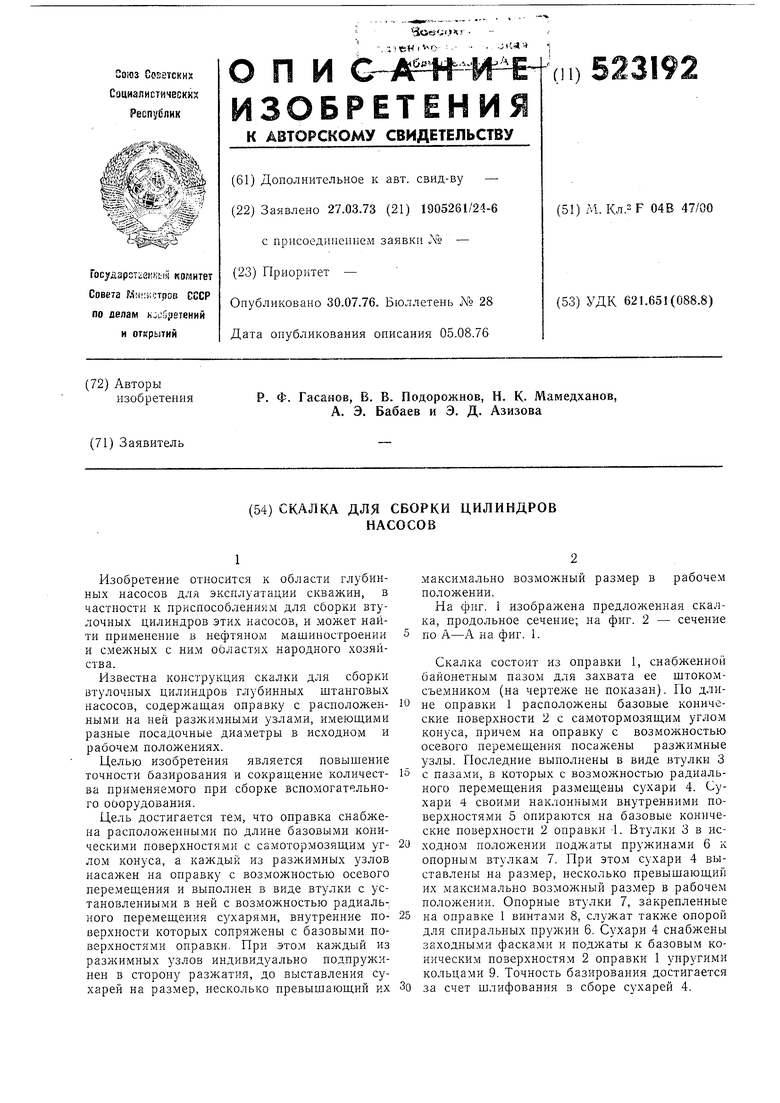
| название | год | авторы | номер документа |
|---|---|---|---|
| Скалка для сборки втулочных цилиндровСКВАжиННыХ шТАНгОВыХ HACOCOB | 1979 |
|
SU840469A1 |
| Устройство для центрирования изделий | 1983 |
|
SU1096489A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| Оправка для сборки магнитопроводов электрических машин | 1986 |
|
SU1390715A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Устройство для сверления взаимосвязанных отверстий | 1986 |
|
SU1373490A1 |
| Устройство для автоматической сборки деталей типа вал-втулка | 1988 |
|
SU1542774A1 |
| Устройство для запрессовки | 1977 |
|
SU663524A1 |
| Устройство для ориентации и запрессовки втулок с полостями на внутренней поверхности | 1987 |
|
SU1511043A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |