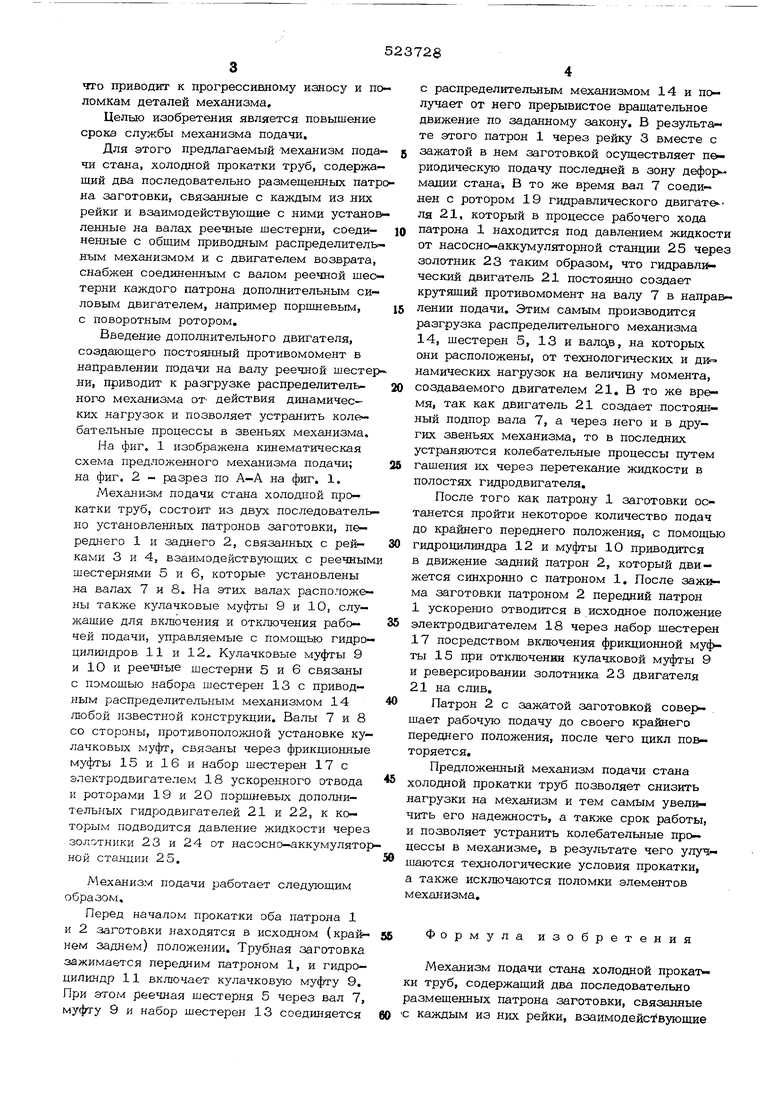
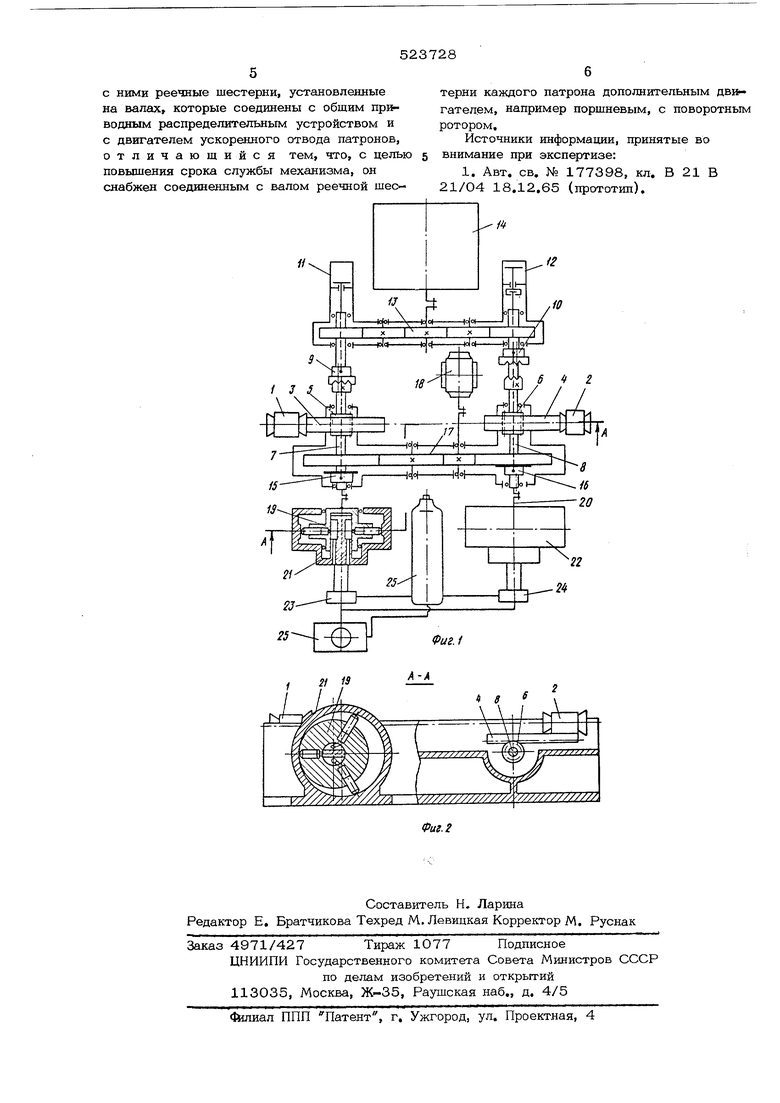
что приводит к прогрессивному износу и поломкам деталей механизма. Целью изобретения является повышение срока службы механизма подачи. Для этого предлагаемый механизм подачи стана, холодной прокатки труб, содержащий два последовательно размещенных патрона заготовки, связанные с каждым из них рейки и взаимодействующие с ними установ ленные на валах реечные шестерни, соединенные с общим приводным распределитель ным механизмом и с двигателем возврата, снабжен соединенным с валом реечной шес терни каждого патрона дополнительным силовым двигателем, например порщневым, с поворотным ротором. Введение дополнительного двигателя, создающего постоянный противомомент в направлении подачи на валу реечной шестер ни, приводит к разгрузке распределительного механизма от- действия динамических нагрузок и позволяет устранить колебательные процессы в звеньях механизма. На фиг. 1 изображена к шематическая схема предложенного механизма подачи; на фиг, 2 - разрез по А-А на фиг. 1. Механизм подачи стана холодной прокатки труб, состоит из двух последовательно установленных патронов заготовки, переднего 1 и заднего 2, связанных с рейками 3 и 4, взаимодействующих с реечным шестернями 5 и 6, которые установлены на валах 7 и 8. На этих валах расположены также кулачковые муфты 9 и 10, служащие для включения и отключения рабочей подачи, управляемые с помощью гидроцилкндров 11 и 12, Кулачковые муфты 9 и 10 и реечные шестерни 5 и 6 связаны с помощью набора шестерен 13 с приводным распределительным механизмом 14 любой известной конструкции. Валы 7 и 8 со стороны, противоположной установке кулачковых муфт, связаны через фрикционные муфты 15 и 16 и набор шестерен 17с электродвигателем 18 ускоренного отвода и роторами 19 и 20 поршневых дополнительных гидродвигателей 21 и 22, к которым подводится давление жидкости через золотники 23 и 24 от насосно-аккумулятор ной станции 25, Механизм подачи работает следующим образом. Перед началом прокатки оба патрона 1 и 2 заготовки находятся в исходном (крайнем заднем) положении. Трубная заготовка зажимается передним патроном 1, и гидроцилиндр 11 включает кулачковую муфту 9, При этом реечная шестерня 5 через вал 7, муфту 9 и набор шестерен 13 соединяется с распределительным механизмом 14 и получает от него прерывистое вращательное движение по заданному закону. В результате этого патрон 1 через рейку 3 вместе с зажатой в нем заготовкой осуществляет пернодическую подачу последней в зону деформадии стана-, В то же время вал 7 соединен с ротором 19 гидравлического двигать-ля 2,1, который в процессе рабочего хода патрона 1 находится под давлением жидкости от насосно-аккумуляторной станции 25 через золотник 23 таким образом, что гидравлвн ческий двигатель 21 постоянно создает крутящий противомомент на валу 7 в направлении подачи. Этим самым производится разгрузка распределительного механизма 14, шестерен 5, 13 и валете, на которых они расположены, от технологических и д намических нагрузок на величину момента, создаваемого двигателем 21, В то же время, так как двигатель 21 создает постоянный подпор вала 7, а через него и в других звеньях механизма, то в последних устраняются колебательные процессы путем гашения их через перетекание жидкости в полостях гидродвигателя. После того как патрону 1 заготовки останется пройти некоторое количество подач до крайнего переднего положения, с помощью гидроцилиндра 12 и муфты 10 приводится в движение задний патрон 2, который движется синхронно с патроном 1. После заж ма заготовки патроном 2 передний патрон 1 ускоренно отводится в исходное положение электродвигателем 18 через набор шестерен 17 посредством включения фрикционной му ты 15 при отключении кулачковой муфты 9 и реверсировании золотника 23 двигателя 21 на слив. Патрон 2 с зажатой заготовкой соверщает рабочую подачу до своего крайнего переднего положения, после чего цикл повторяется. Предложенный механизм подачи стана холодной прокатки труб позволяет снизить нагрузки на механизм и тем самым увеличить его надежность, а также срок работы, и позволяет устранить колебательные про цессы в механизме, в результате чего улучшаются технологические условия прокатки, а также исключаются поломки элементов механизма. Формула изобретения Механизм подачи стана холодной прокатки труб, содержащий два последовательно размещенных патрона заготовки, связанные С каждым из них рейки, взаимодействующие
с ними реечные шестерни, установленные на валах, которые соединены с общим приводным распределительным устройством и с двигателем ускоренного отвода патронов, отличающийся тем, что, с целью повышения срока службы механизма, он снабжен соединенным с валом реечной шес//
21 IS
терни каждого патрона дополнительным дв гателем, например поршневым, с поворотным ротором.
Источники информации, принятые во внимание при экспертизе:
1. Авт. св. № 177398, кл. В 21 В 21/04 18.12.65 (прототип).
Фиг.1
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Подающее устройство стана холодной прокатки труб | 1975 |
|
SU551060A1 |
| Привод поворота и осевого перемещения патрона заготовки стана холодной прокатки труб | 1980 |
|
SU900900A1 |
| Устройство для подачи и поворота заготовки в стане холодной прокатки труб | 1980 |
|
SU969342A1 |
| Распределительно-поворотный механизм стана холодной прокатки труб | 1985 |
|
SU1266584A1 |
| Подающее устройство станаХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU818683A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Передний стол стана холодной прокатки труб | 1978 |
|
SU759155A1 |
| Механизм подачи стана холодной прокатки труб | 1972 |
|
SU440172A1 |
| Стан холодной прокатки труб | 1978 |
|
SU747542A1 |
| Механизм подачи стана холодной прокатки труб | 1975 |
|
SU529860A1 |
