1
Изобретение относится к производству стальных канатов (тросов) и изготовлению изделий из них, в частности к изготовлению петель на концах стальных канатов и канатов типа «Геркулес, используемых, например, в рыболовном промысле и в качестве грузовых Тросов.
Известны установки для изготовления петель путем распускания на пряди конца каната, укладывания его в виде петли и заделки прядей в канат одним из известных способов с последующей обмоткой места соединения. Однако этот метод изготовления петель имеет низкую производительность.
Известны также установки для изготовления петель па концах канатов путем установки на них обойм с последующим обжимом. В этих установках на станине смонтированы по ходу технологического процесса и кинематически связаны между собой механизм ориентации каната в виде направляющего желоба и механизм формирования петли в виде приводной рейки, установленной с возможностью возвратно-поступательного перемещения по станине параллельно оси желоба и взаимодействующей с формующим узлом в виде шестерни, закрепленной на валу, смонтированном на станине и несущим формообразующий и обкатывающий элементы.
Однако при работе на этих установках необходимы ручные операции.
Цель изобретения - механизация процесса формирования петель путем создания такой
конструкции установки, которая позволила бы формировать петли, как па одном, так и на обоих концах каната. Это достигается за счет того, что установка снабжена механизмом подачи обойм на канат и механизмом удаления
готового изделия, при этом механизм ориентации каната снабжен направляющей приводной вилкой с выемкой, смонтированной в желобе с возможностью возвратно-поступательного перемещения перпендикулярно его оси, а
механизм формирования петли снабжен дополнительным формующим узлом, аналогичным основному и расположенным за основным по ходу подачи каната, причем приводная рейка оснащена упором и двумя выступами, а
также в ней выполнены направляющие пазы и предусмотрены наряду с зубьями гладкие участки, а щестерня каждого формующего узла оснащена двумя пальцами, поочередно взаимодействующими с пазами рейки.
Механизм подачи обойм на канал выполнен в виде установленной в выемке вилке кассеты с обоймами, смонтированной с возможностью возвратно-поступательного перемещения параллельно оси желоба и снабженной закрепленным на ней ограничителем, попеременно взаимодействующим с выступами рейки механизма формирования петли.
Механизм удаления готового изделия выполнен в виде подпружиненной траверсы, установленной на механизме формирования петли и взаимодействующей с упором рейки этого механизма.
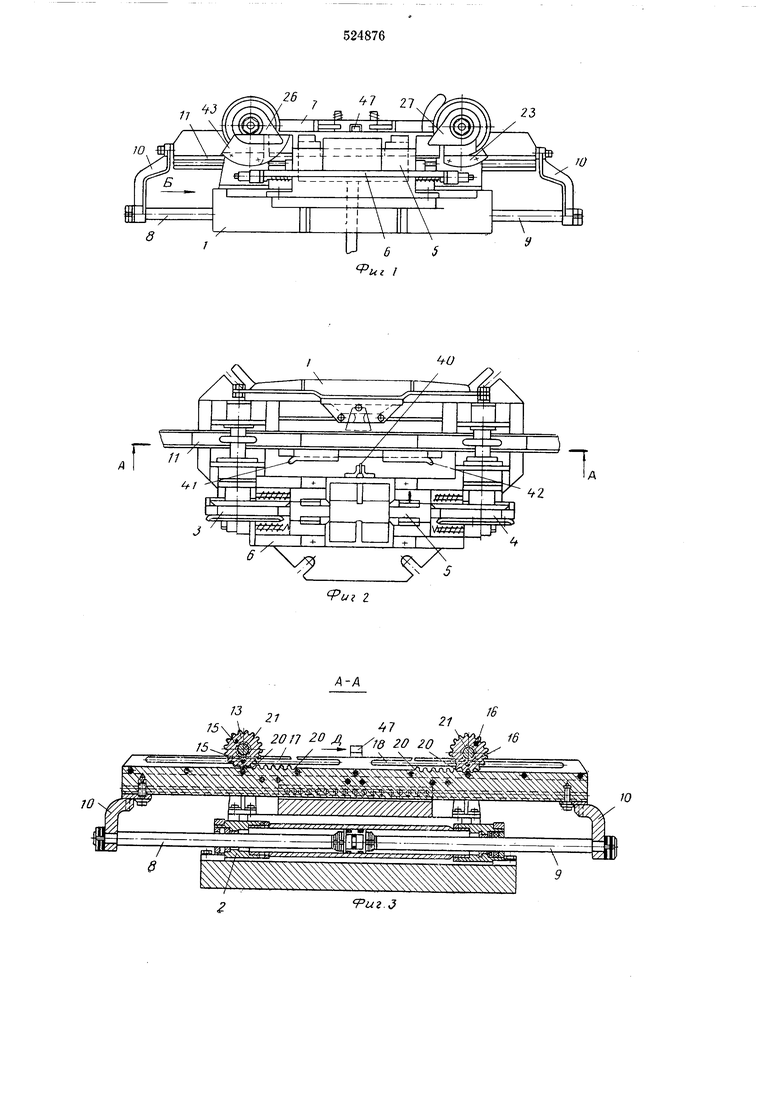
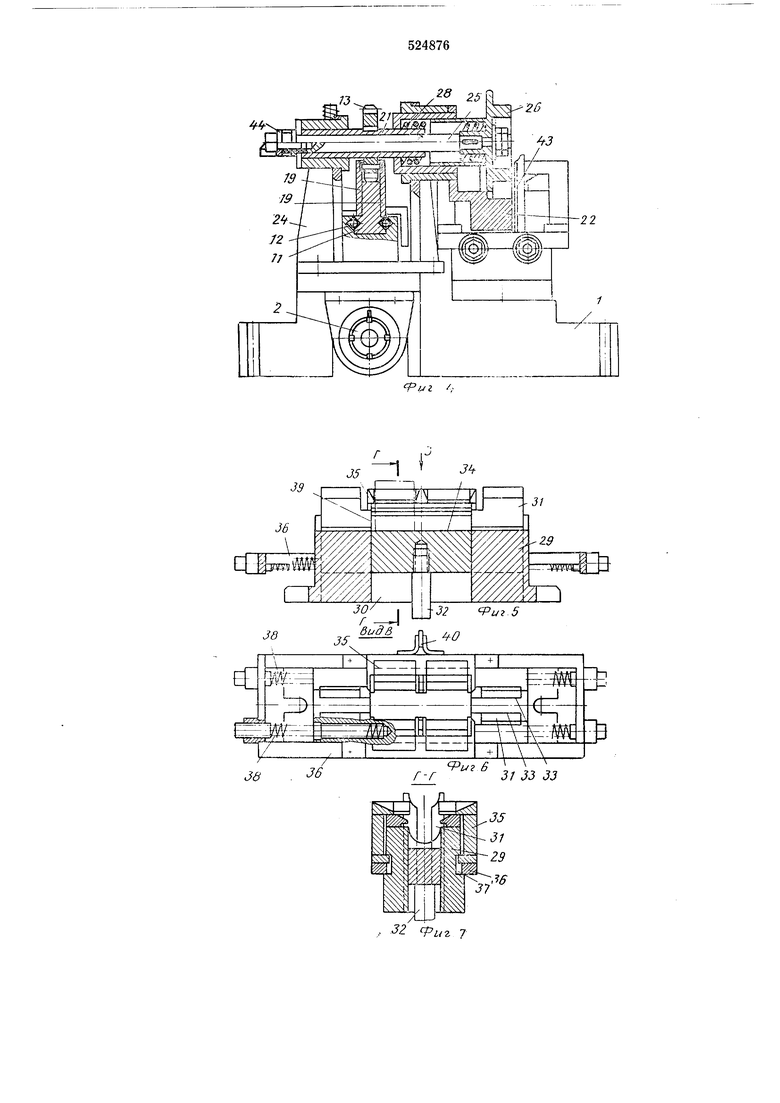
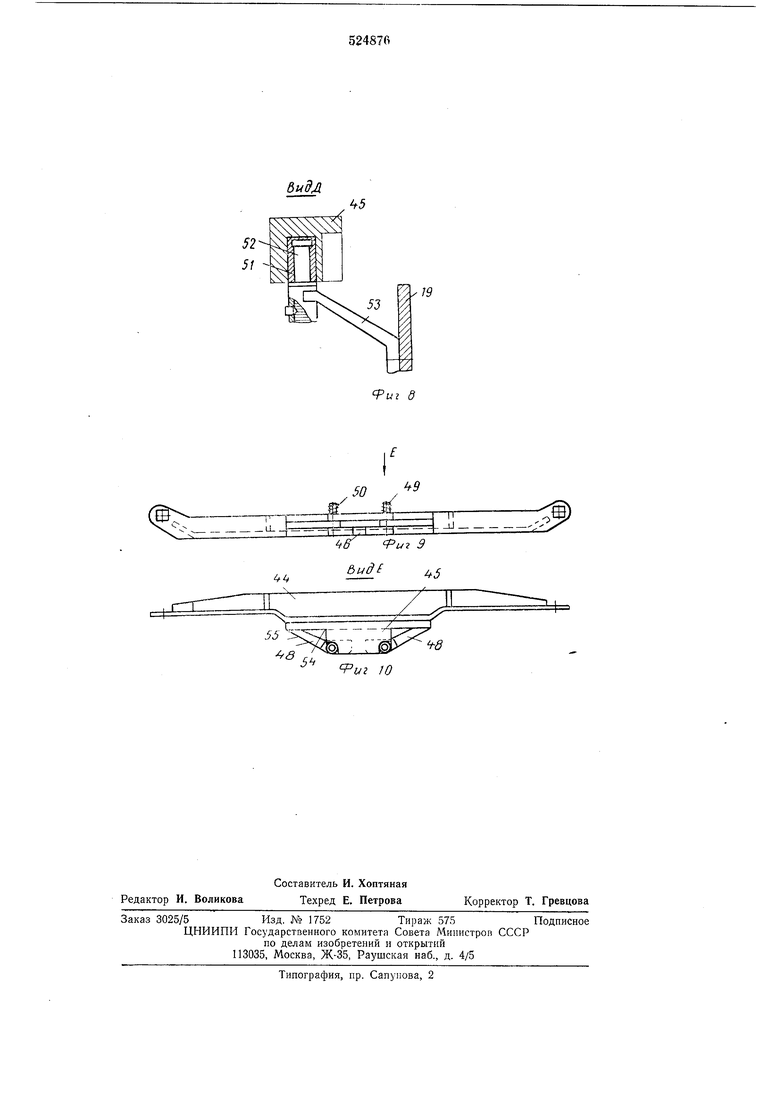
На фиг. 1 показана установка, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - вид Б на ф|ИГ. 1; на фиг. 5 - механизм ориентации каната с механизмом подачи обойм на канат; на фиг. 6 - вид В на фиг. 5; на фиг. 7 - разрез I-I на фиг. 5; на фиг. 8 - вид Д на фиг. 3; на фиг. 9 - механизм удаления готового изделия; на фиг. 10 - вид Е на фиг. 9.
Установка содержит станину 1, на которой смонтированы привод 2, механизм формирования петли, содержащий левый 3 и правый 4 формирующие узлы, механизм ориентации каната 5, механизм 6 подачи обойм на канат и механизм 7 удаления готового изделия.
Привод 2 выполнен в виде двухщтокового гидроцилиндра, штоки 8 и 9 которого посредством рычагов 10 связаны с зубчатой рейкой И, перемещающейся по роликовым направляющим 12 станины 1.
Рейка 11 входит в зацепление с шестернями 13 формующих- узлов механизма формирования петли. Шестерни 13 фиксируются от вращения соответственно пальцами 15 и 16 в пазах 17 и 18 направляющих планок 19, жестко установленных на рейке 11. Рейка выполнена с зубьями только на участках 20 взаимодействия ее с щестернями 13 на период образования петли.
Формирующие узлы 3 к 4 содержат соответственно щестерни 13, установленные на валах 21, на которых неподвижно установлены обкатывающие элементы в виде кулачков 22 (левый) и 23 (правый). Валы 21 выполнены полыми, сборными и установлены на неподвижных кропщтейнах 24. В полостях валов 21 установлены подпружиненные оси 25, на которых неподвижно закреплены формообразующие элементы в виде копиров 26 (левый) и 27 (правый). Пружина 28 обеспечивает определенное положение осей 25 относительно валов 21 (возврат в исходное положение после удаления готового изделия).
Механизм ориентации каната 5 состоит из неподвижно установленного на станине 1 направляющего желоба 29, в полости 30 которого установлена с возможностью вертикального перемещения ориентирующая вилка 31, закрепленная на штоке 32, вертикального гидроцилиндра (на черт, не показан). Вилка 31 выполнена с каналами 33 для направления и ориентации каната и проемом 34 посредине. Механизм подачи обойм на канат выполнен в виде кассеты 35, неподвижно закрепленной на подпружиненной каретке 36, установленной с возможностью возвратно-поступательного перемещения вдоль направляющего желоба 29 по направляющим пазам 37. Пружины 38 обеспечивают определенное положение кассеты 35 с кареткой 36 относительно направляющего желоба. Кассета 35 установлена в выемке ориентирующей вилки 31, препятствующей перемещению ее с обоймами посредством выступа 39. Кассета 35 снабжена также неподвижно закрепленным на ней ограничителем 40, взаимодействующим с выступами 41 и 42, предусмотренными на рейке 11.
10 Кулачки 22 и 23 с копирами 26 и 27 и прижимами 43, направляющий желоб 29 с ориентирующей вилкой 31, кассета 35 с обоймами образуют направляющий канал для ввода обрабатываемого каната.
15 Механизм удаления готового изделия содержит траверсу 44, неподвижно установленную на подпружиненных осях 25, а также клиновидную защелку, содержащую кропщтейн 45 с направляющим Т-образным пазом 46 для захода и перемещения упора 47, клинья 48, размещенные на подпружиненных осях 49. Пружины 50 обеспечивают возврат клиньев в исходное положение после выхода упора 47 из защелки.
25 Упор 47 выполнен в виде ролика 51, установленного посредством оси 52 на кронщтейне 53, неподвижно закрепленном на направляющей планке 19 зубчатой рейки 11. Установка работает следующим образом.
0 В исходном положении кулачки 22 и 23 с копирами 26 и 27 и прижимами 43, направляющий желоб 29 с ориентирующей вилкой 31, кассета 35 с зафиксированными в ней обоймами образуют свободный канал для ввода
5 каната.
При формировании левой петли канат подается по направляющему каналу через правый кулачок 23, направляющий желоб 29, ориентирующую вилку 31, кассету 35, отверстия обойм, левый кулачок 22 до выхода от оси левого копира 26 на длину, необходимую для оформления петли.
Привод 2, выдвигая щток 8 влево, перемещает связанную с ним рейку И по направляющим 12 влево и вводит в зацепление с зубчатой рейкой 11 щестерню 13.
Пальцы 15 упомянутой щестерни в это время выходят из направляющего паза 17 рейки
0 и поэтому щестерня 13 проворачивает кулачок 22 до оформления петли (на 235°). В этот момент щестерня 13 фиксируется от вращения одним из своих пальцев 16, который перемещается по пазу 18 рейки.
5 При дальнейшем перемещении рейка 11 выступом 42 через ограничитель 40 перемещает кассету 35 с обоймами до упора в ориентирующую вилку 31, обеспечивающую ориентацию каната относительно отверстия обоймы. Ориентирующая вилка 31 выступом 39 препятствует перемещению рейки 11 и кассеты 35, в результате чего в гидросистеме начинает возрастать давление и срабатывает реле давления (на чертежах не показано), обеспечивая
питание вертикального гидроцилиндра, на
штоке 32 которого закреплена ориентирующая вилка 31.
Ориентирующая вилка убирается в крайнее нижнее положение, обеспечивая тем самым дальнейшее перемещение рейки 11 и каретки 36 с кассетой 35 до полного нанизывания обоймы на петлю каната своим отверстием.
Одновременно при перемещении рейки 11 влево упор 47, обкатываясь по стенке 54 Т-образного паза 46, отодвигает клин 48 и выходит из защелки. Под действием пружины 50 клин возвращается в исходное положение.
По окончании пропесса формирования петли все механизмы возвращаются в исходное положение. Шток 8 идет вправо, увлекая за собой рейку. Упор 47, обкатываясь но поверхности 55 клина 48, отжимает траверсу 44, неподвижно установленную на подпружиненных осях 25, а вместе с ней и копир 26, освобождая сформированную петлю и тем самым обеспечивая дальнейший проход каната на формирование правой петли.
Обкатьшась по поверхности 55, упор 47 заходит в Т-образный паз 46, траверса 44, оси 25 и копир 26 возвращаются в исходное положение. Каретка 36 под действием пружин 38 занимает исходное положение.
При формировании правой петли шток 9 гидроцилиндра перемещается вправо с такой же последовательностью взаимодействия механизмов, но с той разницей, что рабочей является правая часть установки.
Переключение элементов гидравлики осуществляется с помощью электромагнитов (на чертежах не показаны).
Формула изобретения
1. Установка для изготовления петель на концах канатов путем установки на них обойм, содержащая установленные на станине по ходу технологического процесса и кинематически связанные между собой механизм ориентации каната в виде направляющего желоба и механизм формирования петли в виде приводной рейки, смонтированной с возможностью возвратно-поступательного перемещения по станине параллельно оси желоба и взаимодействующей с формирующим узлом в виде шестерни, закрепленной на валу, установленном на станине и несущем формообразующий и обкатывающий элементы, отличающаяся тем, что, с целью повышения механизации, она снабжена механизмом подачи обойм на канат и механизмом удаления готового изделия, при этом механизм
ориентации каната снабжен направляющей приводной вилкой с выемкой, смонтированной в л :елобе с возможностью возвратно-поступательного перемещения перпендикулярно его оси, а механизм формирования петли снабжен дополнительным формующим узлом, аналогичным основному и расположенным за основным по ходу подачи каната, причем приводная рейка, имеющая направляющие пазы, выполнена с двумя выступами, упором и
гладкими участками, а шестерня каждого формующего узла оснащена двумя пальцами, поочередно взаимодействующими с пазами рейки.
2.Установка по п. 1, отличающаяся тем, что механизм подачи обойм на канат выполнен в виде установленной в выемке вилки кассеты с обоймами, смонтированной с возможностью возвратно-поступательного перемещения параллельно оси желоба и снабженной закрепленным на ней ограничителем, попеременно взаимодействующим с выступом рейки механизма формирования петли.
3.Установка по п. 1, отличающаяся тем, что механизм удаления готового изделия
выполнен в виде подпружиненной траверсы, установленной на механизме формирования петли и взаимодействующей с упором рейки.
J
11
23
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления петель на концах каната | 1974 |
|
SU524875A1 |
| Установка для изготовления петель на концах каната | 1975 |
|
SU576362A2 |
| Станок для намотки коллекторных элек-ТРичЕСКиХ МАшиН | 1978 |
|
SU817886A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Несинхронная линия для изготовления и укладки одновитковых секций в пазы магнитопроводов электрических машин | 1986 |
|
SU1317574A1 |
| Устройство для формирования и закрутки петли на проводах или проволоке | 1980 |
|
SU961827A1 |
| Устройство для изготовления щеток | 1986 |
|
SU1442180A1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1006177A1 |
| Устройство для укладки ампул в кассету | 1982 |
|
SU1070062A2 |
иг 2
J3.
r
sS
39
36
JB
28
25
26
J
22
fui
r-r Л bTj
5/
19
fui д
/
г .:, Тц- .
О 9
9
Р
: 6ulf 5
r
4,9
5
W
X
