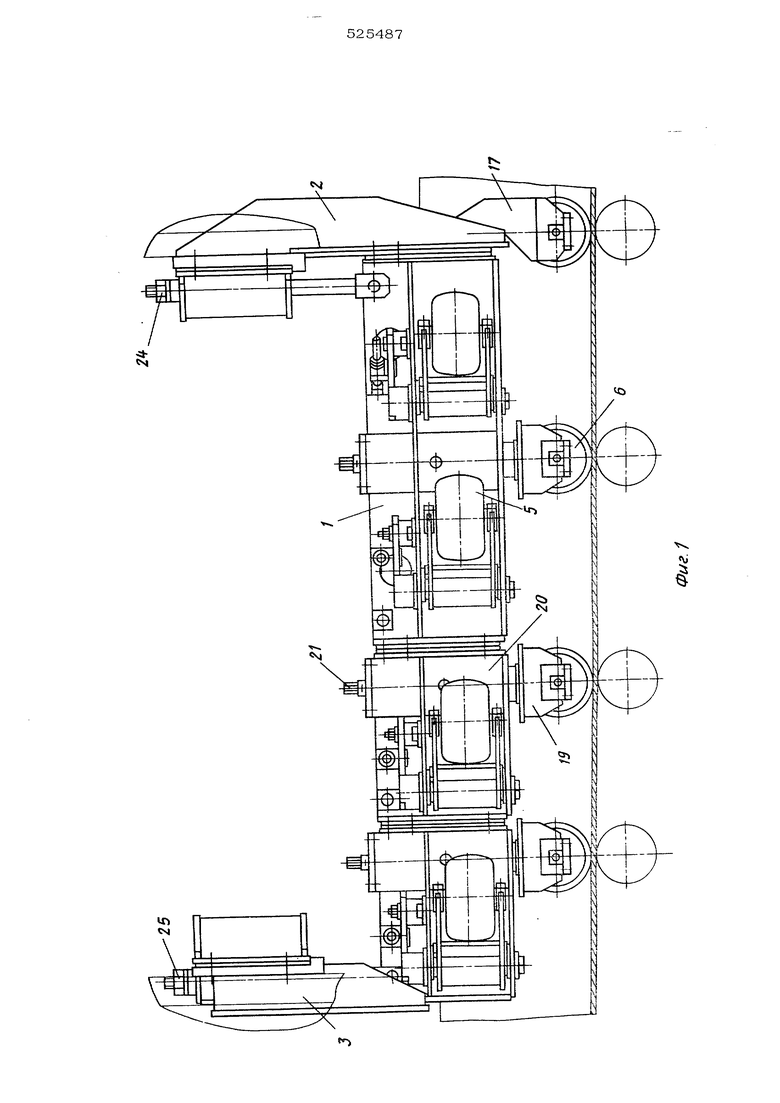
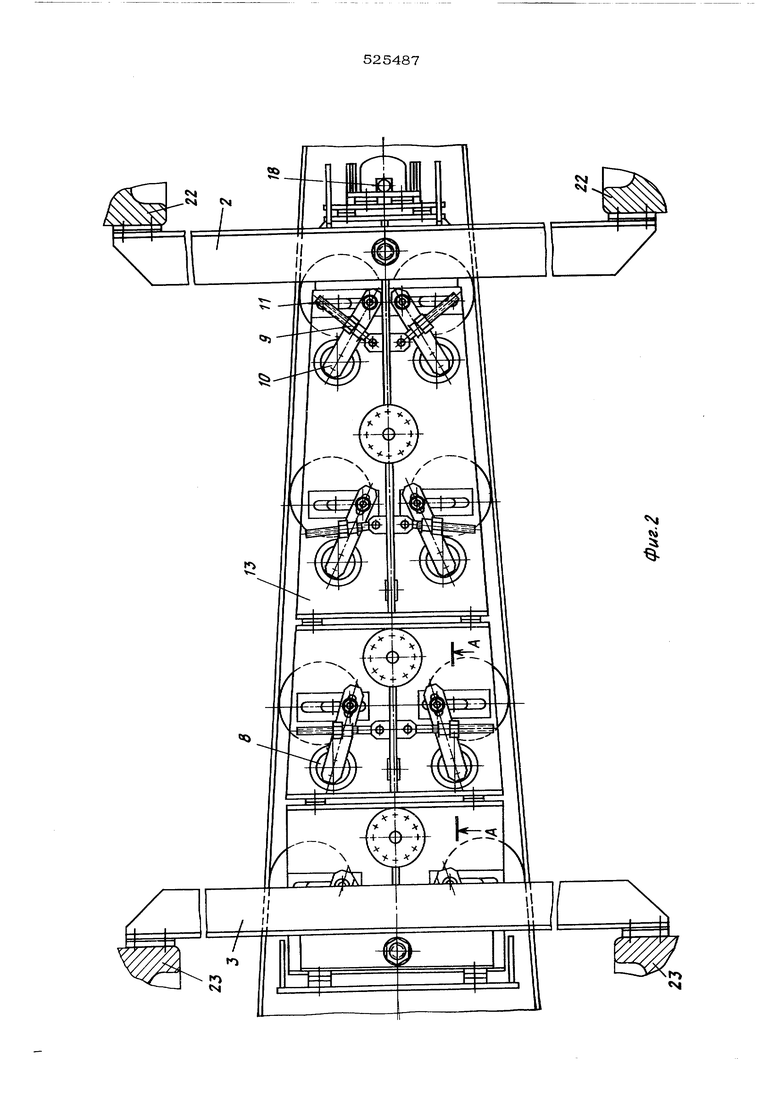
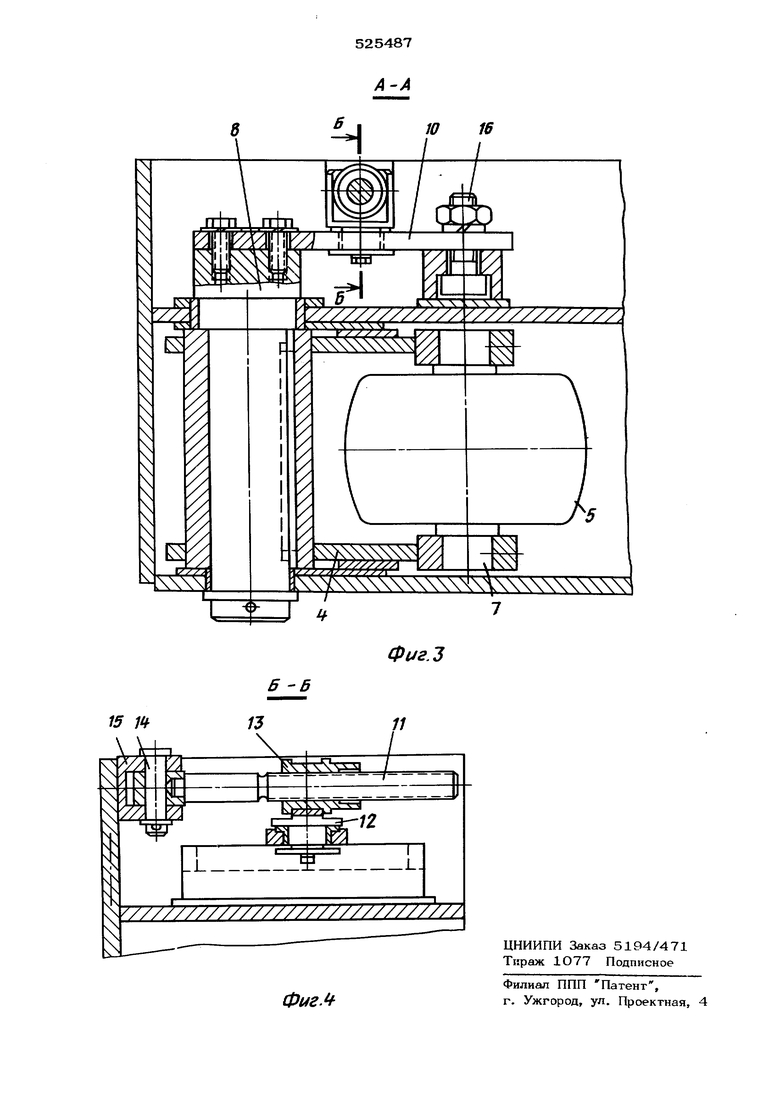
ка по высоте установлен механизм 18 перемещения. Остальные опорные ролики установлены в корпусах 19, перемещающихся в цилиндрических направляющих 2 О рамы 1 с помощью нажимного механизма 21. Траверсы 2 и 3 закреплены на станинах рабочих клетей 22 и 23. Для регулирования рамы по высоте установлены механизмы 24 и 2 5 регулирования. Работа устройства происходит следующим образом. При задаче в формовочный стан лист постепенно формуется в полуцилиндр. После того, как лист сформован в последней формующей клети (например, до 23О ), для получения правильного полуцилиндра должна последовать принудительная расформовка валками (к примеру, до 17О ). Устройство для расформовки, расположенное между последней формующей и расформо вывающей клетями, настраивается на опреде ленные параметры, чтобы получить плавный переход заготовки от последней формующей к расформовыввющей клети. Перед задачей трубной заготовки в устройство для расформовки внутренние боковые валки устанавливаются в каждом сечении на определенную щирину в зависимости от расстояния между кромками заготовки. Установка боковых валков по ширине производится с помощью механизма 9 регулирования. При вращении регулировочных гаек 13 механизма 9 регулирования против часовой стрелки боковые валки разводятся по щирине.. При вращении регулировочных гаек 13 по часовой стрелке боковые валки сводятся. Опорные ролики устанавливаются по высоте так, чтобы кромки трубной заготовки в каждом сечении устройства для расформовки находились на одном уровне. Рама 1 с внутренними боковыми валками и опорными роликами настраивается по высоте в зависимости от диаметра формуемой трубной заготовки с помощью механизмов 24 и 25 регулирования. Формула изобретения Устройство для расформовки полудилиндрических трубных заготовок, содержащее раму, корпуса с боковыми валками, установленные на раме с возможностью перемещения, механизм для регулирования боковых валков и опорные ролики, отличающееся тем, что, с целью расширения сортамента труб, изготавливаемых на одном оборудовании, оси поворота корпусов с боковыми валками закреплены вертикально, а каждый опорный ролик снабжен индивидуальным механизмом для его вертикального перемещения.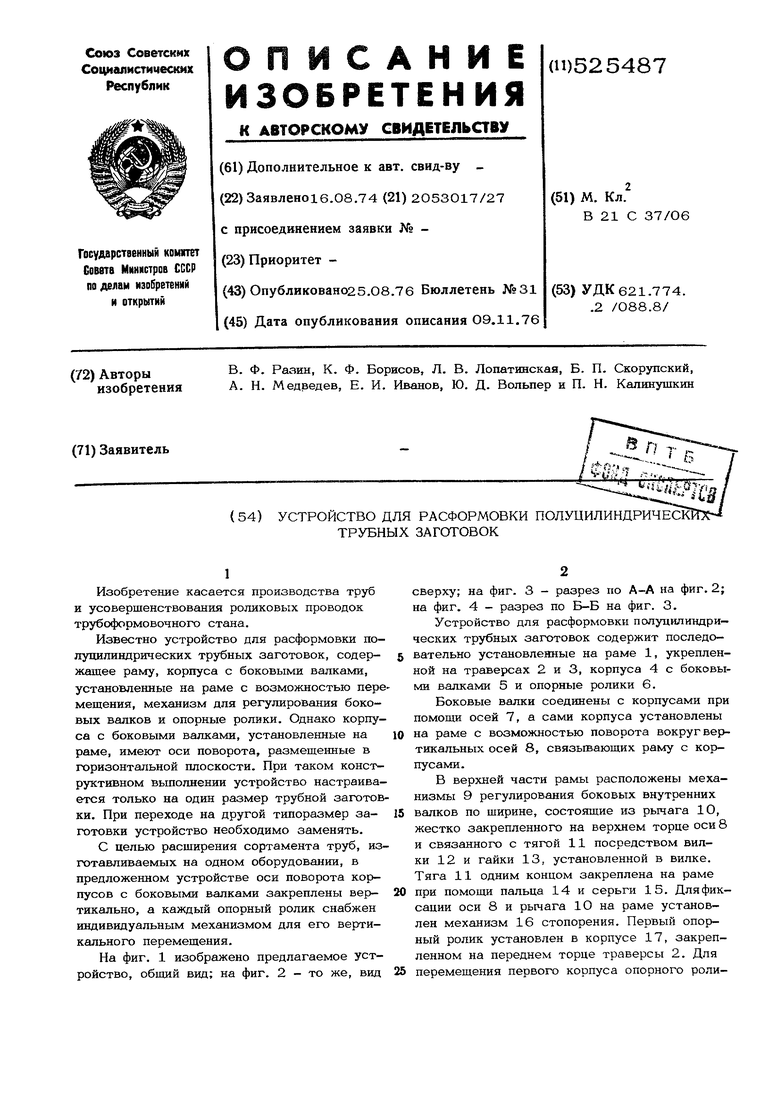
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для расформовкипОлуцилиНдРичЕСКиХ ТРубНыХзАгОТОВОК | 1976 |
|
SU795605A1 |
| Рабочая клеть трубоформовочного стана | 1982 |
|
SU1053923A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Клеть трубоформовочного стана | 1978 |
|
SU721141A1 |
| Валковая кассета стана для формовки полуцилиндров из листов конечной длины | 1972 |
|
SU470327A1 |
| Клеть трубоформовочного стана | 1975 |
|
SU579061A1 |
| Внутренняя оправка трубосварочного стана | 1987 |
|
SU1489869A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Способ изготовления двухшовных труб конечной длины | 1975 |
|
SU560663A1 |
| Рабочая клеть трубоформовочного стана | 1980 |
|
SU869903A1 |