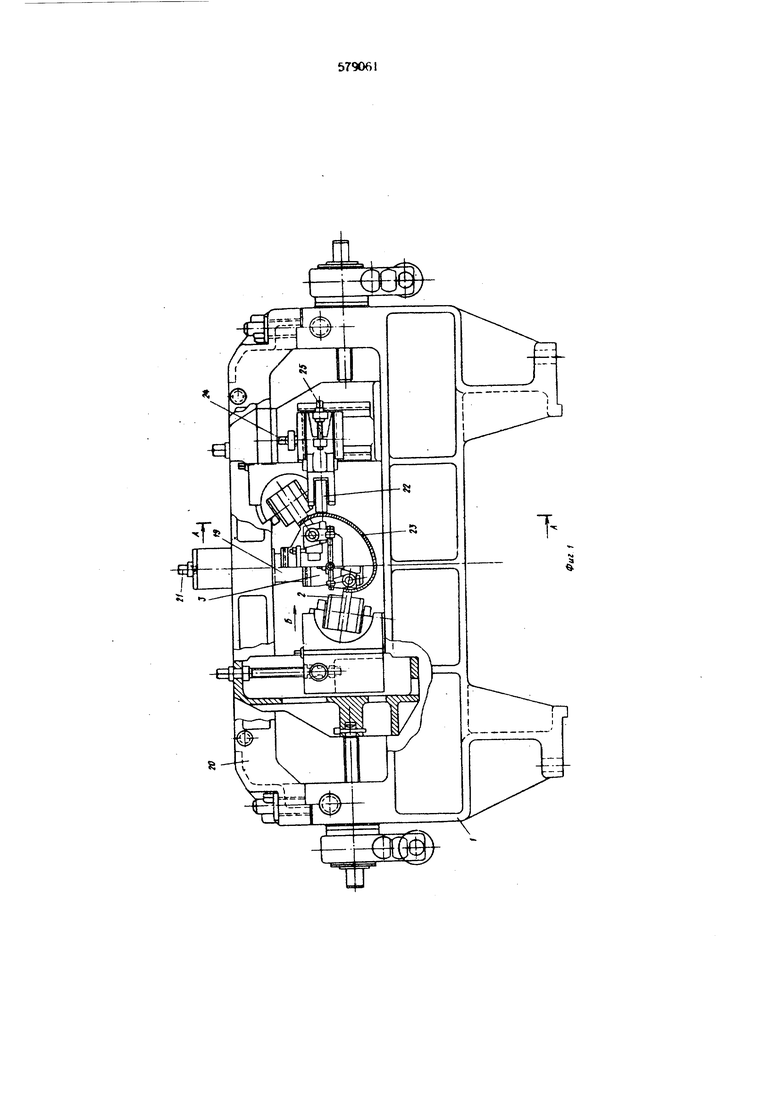
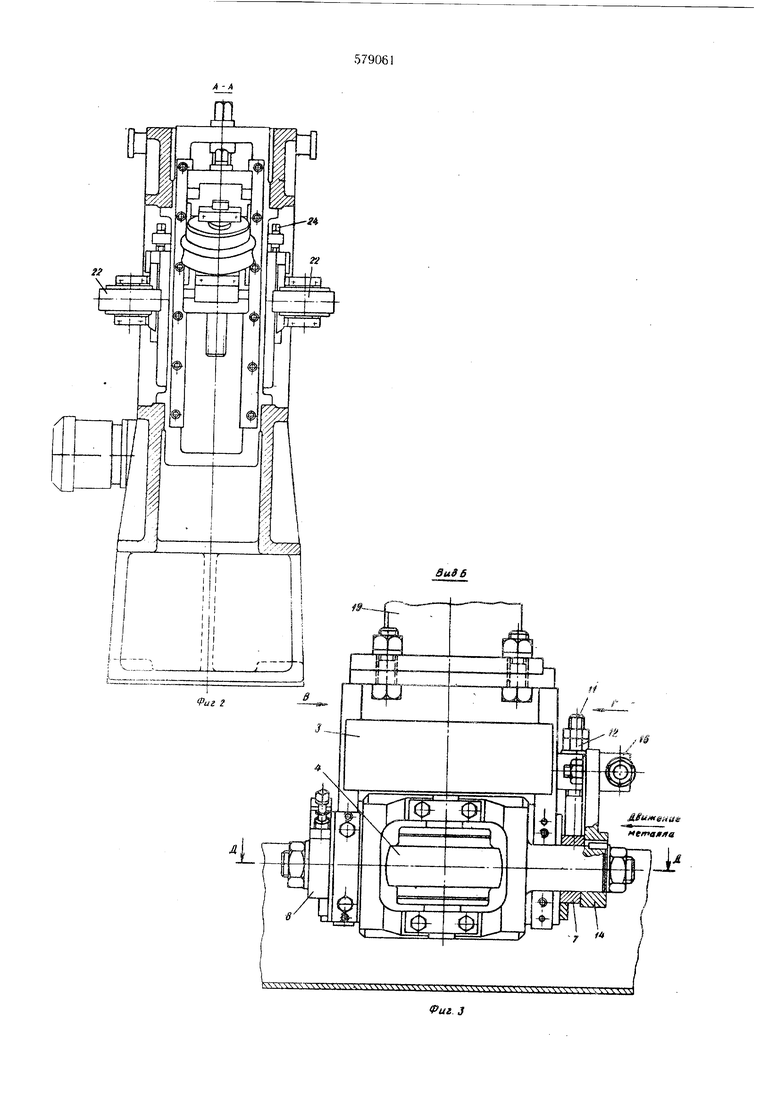
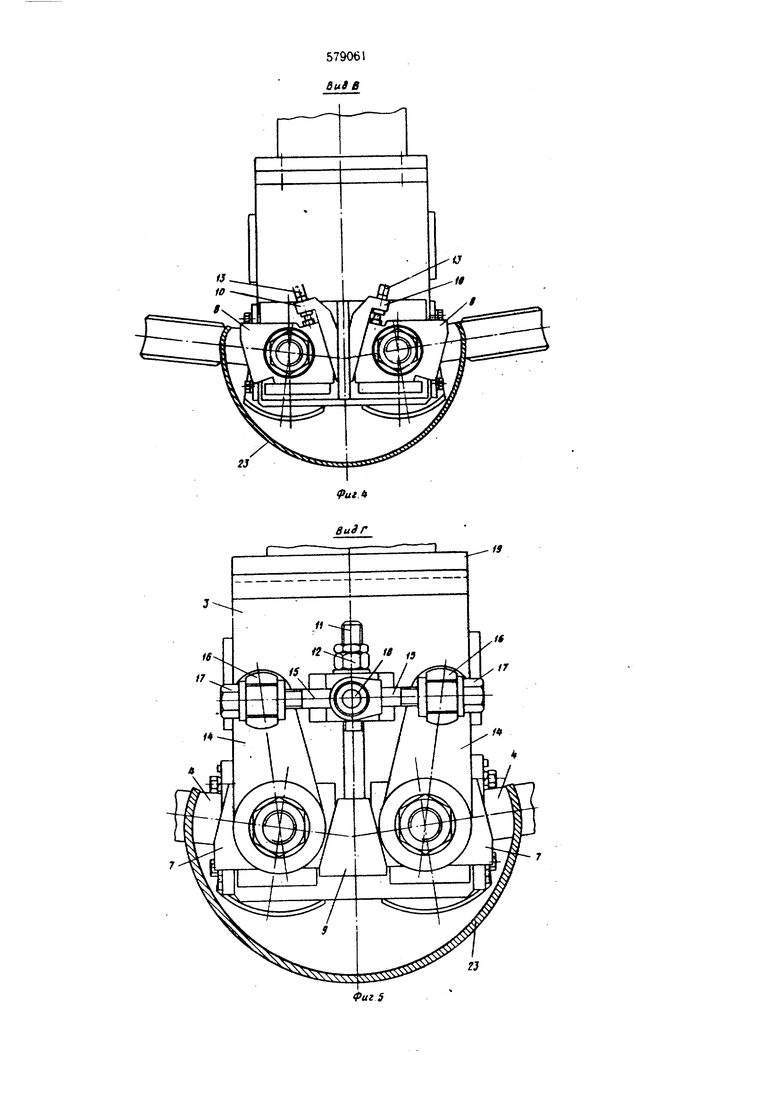
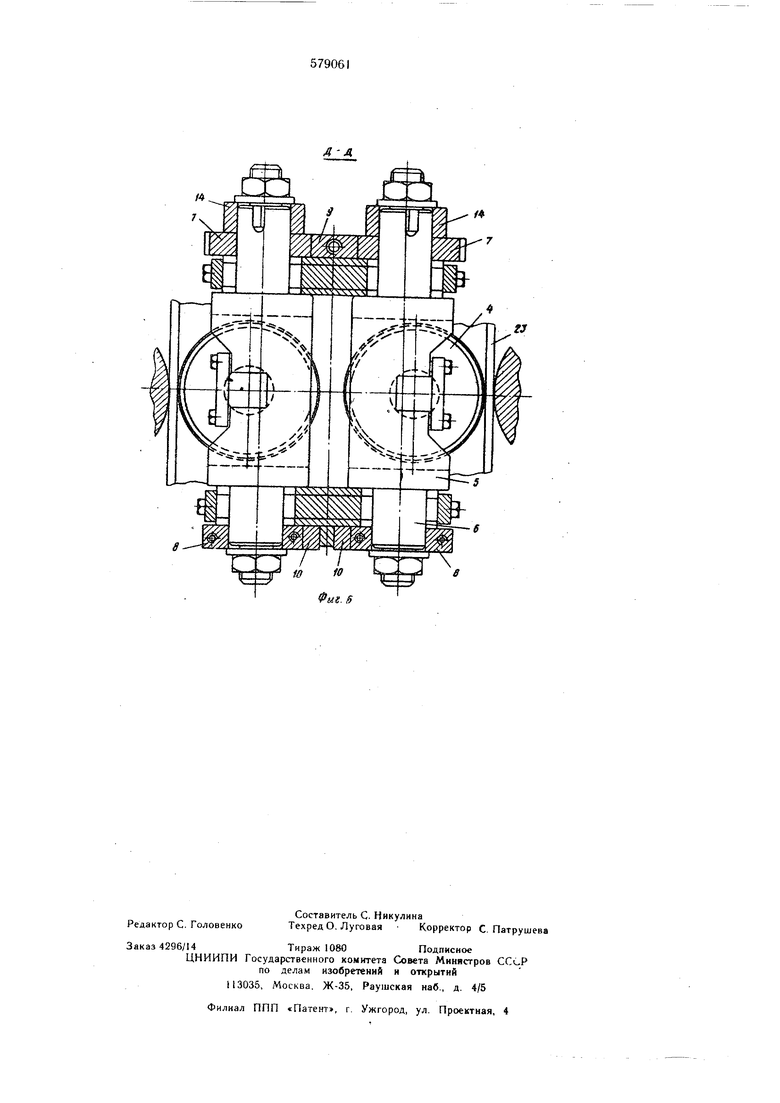
Изобретение относится к производству сварных прямошовных труб и может применяться для усовершенствования рабочих клетей трубоформовочных станов. Известна клеть трубоформовочного стана, содержащая станину с наружными валками, траверсу и внутренние ролики, размещенные в корпусах, шарнирно закрепленных на траверсе Г). Из-за отсутствия возможности поперечной регулировки внутренних роликов эта клеть не обеспечивает качественной формовки кромок для стенок различной толщины. Известна также клеть трубоформовочного стана, содержащая станину с наружными регулируемыми валками, траверсу, внутренние рюлики, размещенные в корпусах, оси поворота которых щарнирно закреплены на траверсе, имеханизм регулирования внутренних роликов, выполненный в виде винтовой парыГЗ. Однако из-за недостаточной жесткости узла внутренних роликов, а также из-за наличия, зазоров в соединении винтовой пары качество формовки кромок получается ннзким. Целью изобретения является повышение жесткости узла внутренних роликов для обеспечения качественной формовки кромок трубной заготовки. Указанная цель достигается тем, что в предлагаемой клети трубоформовочного стана на осях поворота корпусов смонтированы башмаки, по паре с каждой стороны роликов, а траверса снабжена клином, установленным на ней с возможностью вертикального перемещения и взаимодействующим с одной парой башмаков, а также клиновыми замками, взаимодействующими с другой парой башмаков. На фиг. 1 изображена клеть трубоформовочног.о (для наименьшего н нанбс льшего диаметров формуемых трубных заготовок), общий вид; на фиг. 2 - разрез А - А фиг. Г, на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - вид по стрелке В на фиг. 3; на фиг. 5 - вид по стрелке Г на фиг. 3; на фиг. 6 - разрез Д Д })иг. 3. K.iLTb трубоформовочного стана содержит станину 1 с наружными регулируемыми валкам-и. 2, траверсу 3 и внутренние ролики 4. Последние размещены в корпусах 5, оси поворота 6 которых шарнирно закреплены на траверсе 3. На осях поворота 6 смонтированы башмаки 7 и 8, по паре с каждой стороны роликов 4. Траверса 3 снабжена клином 9, установленным на ней с возможностью вертикального перемещения и взаимодействующим с парой башмаков 7. Кроме того, траверса 3 снабжена клиновыми замками 10, взаимодействующими с парой башмаков 8. Хвостовик i 1 клина 9 имеет резьбовую нарезку, на которой навинчена регулирующая гайка 12 для фиксации клина 9 на траверсе 3 в нужном положении. Каждый клиновой замок 10 взаимодействует одной своей стороной с направляющей траверсы 3, а другой - с башмаком 8. Для перемещения клиновых замков SO в башмаках 8 укреплены винты 13. Со стороны клина 9 на оси 6 установлены рычаги 14, связанные с тягами 15 шарниром 16 и закрепленные на ней гайками 17. Тяги 15 соединены между собой осью 18, закрепленной на траверсе 3, а траверса 3 прикреплена к пиноли 19, установленной с возможностью перемещения в крышке 20 станины 1 и снабженной механизмом перемещения 21. На вертикальных стенках, по обе стороны от оси формовки, установлены ролики 22, служащие для направления;отформованной заготовки 23 и снабженные механизмом 24 регулирования по высоте и механизмом 25 поперечной настройки. Клеть работает следующий образом. Перед поступление.м сформованной в клетях с открытым К1либром трубной заготовки 23 в клеть трубоформовочного стана последняя должна быть настроена на параметры этой заготовки. Посредством механизма 24 и механизма 26 H2i ;:-вляющие ролики 22 устанавливаются в i-i;eDVi-;- ;x; ааложенне в зависимости of дяаметра и профиля трубной заготовки 23 в данном сечсН:-;:-, При этом поверхности напргзвляющих 22 должны касаться профиля трубной -;:ружные валки 2 устанавливаю; -,,--.лс, при котором .их калибры обесп -: :-;;;; ззданного профиля кромок Tpyi сз внутренних роликов 4 яроизвоаством перемещения башмаков 7 и : грсь:с :де;: -;г башмаков 7 производится поcpfjicisciri вер икального передвижения клина 9 Пс;- 37ОМ зазор, возникающий между клином fe ;j :-:лг:новой поаерхкостью башмака 7, выбирает: ;;; Е нужном положении клин 9 жестко фиксируется регулирующей гайкой 12, обеспечивая дс-сгаточную .жесткость узла внутренних роликовГ1ри ввинчивании или вывинчиваник вита ;-1 к.пкновой замок 10 перемещается, при этом он контактирует с одной стороны с башмаком 8, а с другой стороны - с направляющей траверсы 3. Перемещение клинового замка 10, в свою очередь, вызывает перемещение башмаков 8 в поперечном направлении. При этом также происходит выборка зазоров в сопряжении клиновой поверхности бащмака 8 и поверхности направляющей траверсы 3 с клиновым замком 10, благодаря чему обеспечивается достаточная жесткость узла внутренних роликов 4. Внутренние ролики устанавливают по профилю заготовки посредством поворота осей 6 рычагами 14, угловое перемещение которых осуществляется через шарниры 16 путем осевого перемещения гаек 17. В результате такой установки клеть трубоформовочного стана настроена на формовку кромок трубной заготовки нужного диаметра. В подготовленную таким образом клеть подается трубная заготовка 23, предварительно сформованная в клетях с открытым калибром. И здесь происходит выформовка обеих кромок трубной заготовки наружными и внутренними валками. Предложенная клеть трубоформовочного стана позволяет обеспечить качественную формовку трубной заготовки. Формула изобретения Клеть трубсформовочного стана, содержащая станину с наружными регулируемыми валками, траверсу и внутренние ролики, размещенные Б корпусах, оси поворота которых шаринрно закреплены на траверсе, отличающаяся тем, что, с, целью улучшения качества формовки кромок трубной заготовки путем повышения жесткости узла внутренних роликоа, на осях поворота корпусов смонтированы баш.эдаки, по паре с каждой стороны роликов, а траверса снабжена клином, установленнымна ней с возможностью вертикального перемеще.чйя-й взаимодействующим с одной парой башкакОВ. а также гс иновыми замками, взаимодейств/ ощими с другой парой башмаков. Источники информации, принятые во вн ыание при экспертизе: 1.Авторское свидетельство № 360993 кл. В 21 С 37/06, 1971. 2,Патент Англии Л% 118062. кл. В 3 А 1970.
-6u8B
23
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть трубоформовочного стана | 1978 |
|
SU721141A1 |
| Рабочая клеть трубоформовочного стана | 1982 |
|
SU1053923A1 |
| Кромкогибочная клеть трубоформовочного стана | 1979 |
|
SU878387A1 |
| Формовочный стан | 1975 |
|
SU599882A1 |
| Клеть трубоформовочного стана | 1976 |
|
SU623606A1 |
| Клеть трублформовочного стана | 1977 |
|
SU626855A1 |
| Кромкогибочная клеть трубоформовочного стана | 1980 |
|
SU889183A1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Рабочая клеть трубоформовочного стана | 1980 |
|
SU869903A1 |
13
гз
/4
гу
