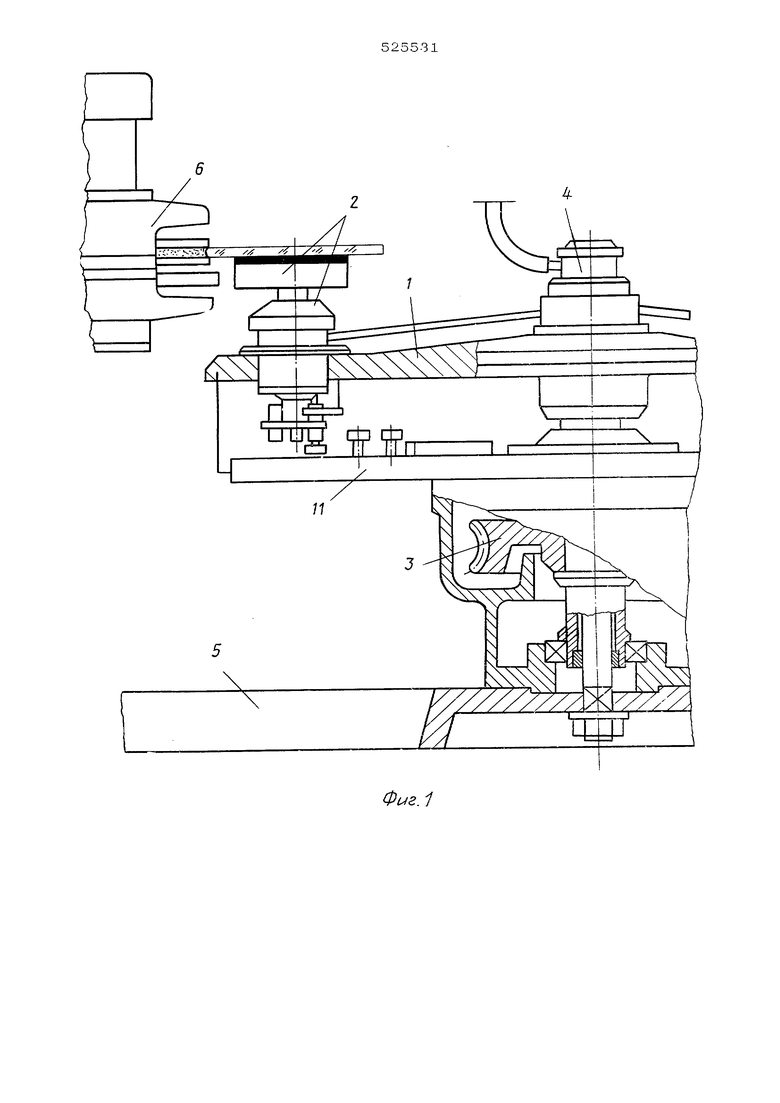
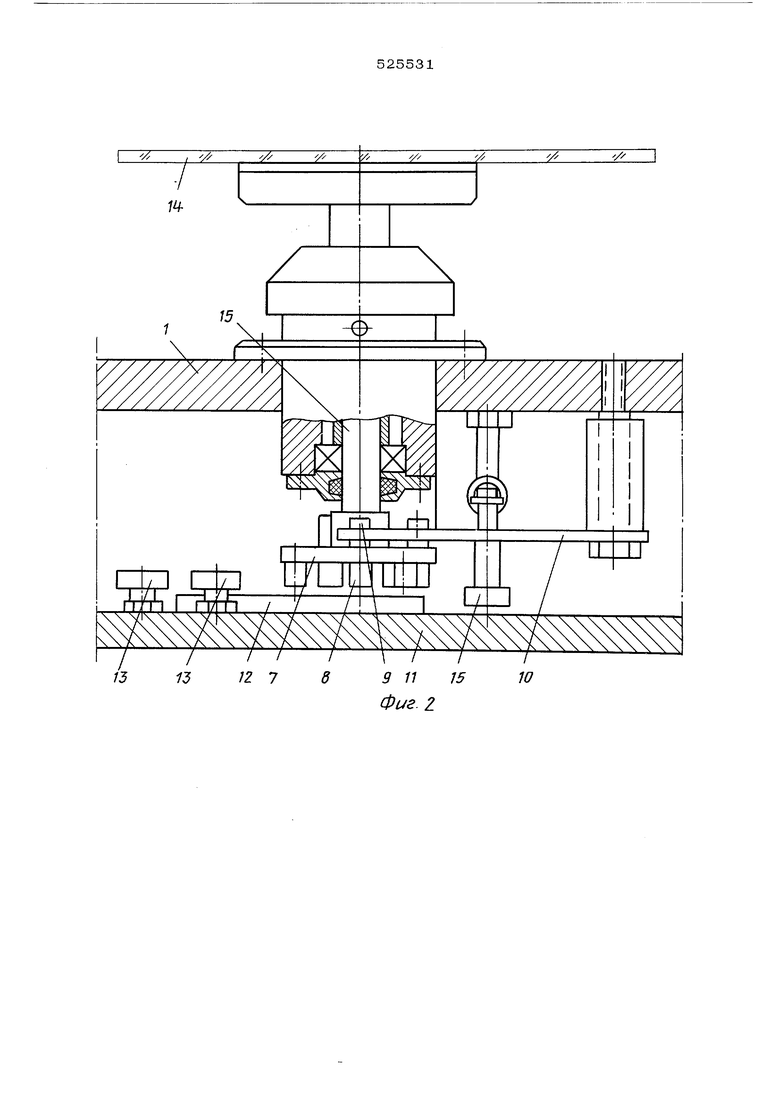
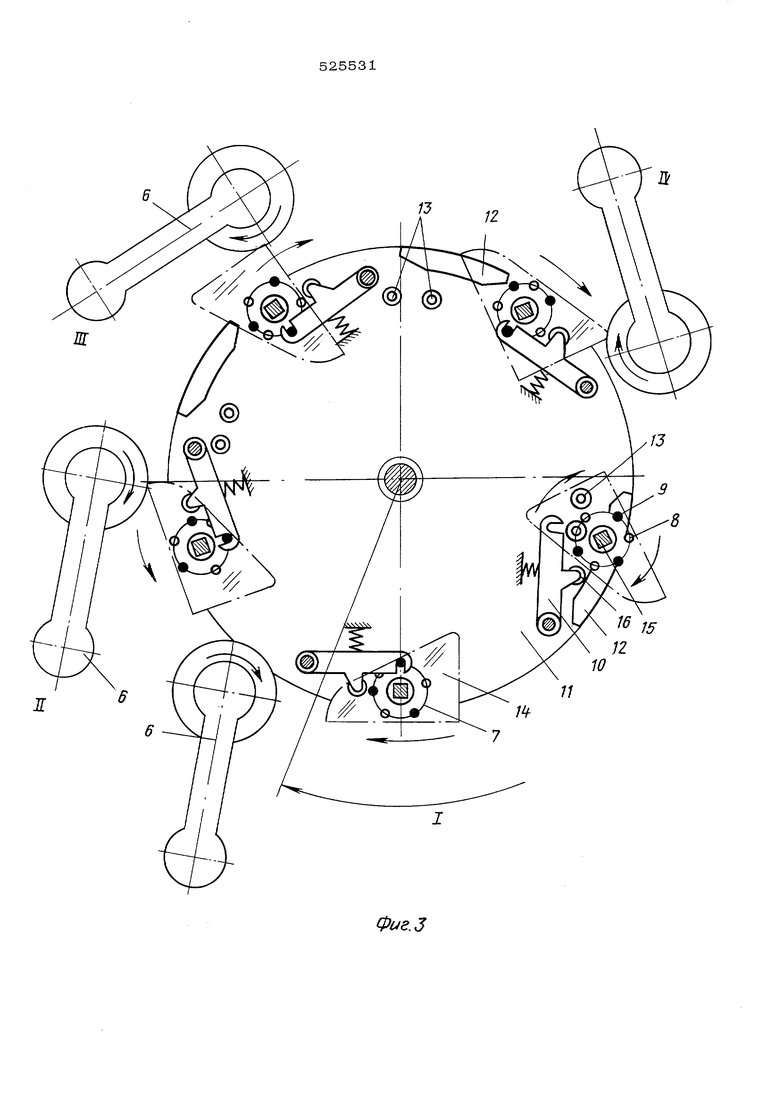
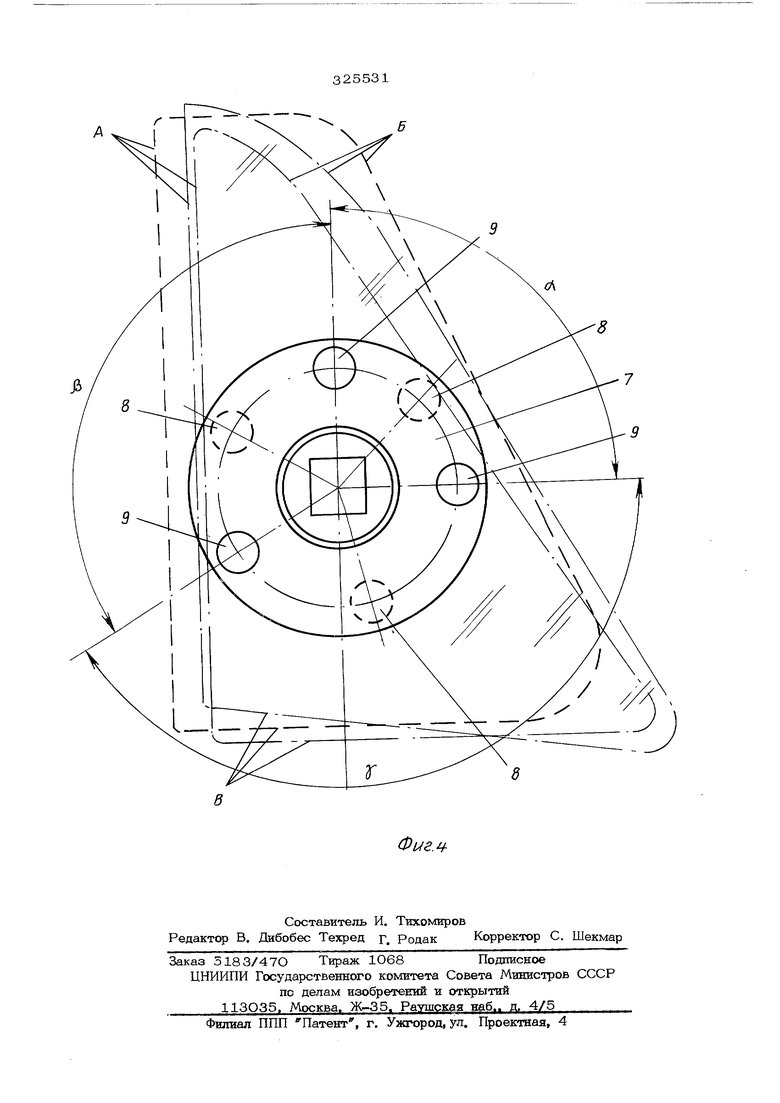
(54) КАРУСЕЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛОСКИХ ФИГУРНЫХ СТЕКОЛ граммном диске 7 пропорциональны длинам кромок А, Б, В обрабатываемого изделия. Для поворота шшшделей на крышке 11 привода 3 станка закреплены профилированные планки 12 и попарно расположенные с определенным ша1Х)М ролики 13. На фиг. 3 показан механизм привода поворота шпинделей и схема обработки сторон стекла. Необработанная заготовка 14 стекла из зоны I укладки поступает в зону Г1 , где на первой и второй консолях производится комбинированная обработка прямой стороны детали; в зоне Щ - на третьей консоли притупляются кромки меньшей стороны стекла; в зоне IV - завершается процесс обработки периметра заготовки стекла. Во время обработки сторон стекла подпружиненный фиксируюший рычаг 1О удерживает за палец 9 диска 7 шпиндель 15 с заготовкой 14 стекла от проворачивания. В нерабочих зонах после второй, третьей и четвертой консолей 6 шпиндели поворачиваются на определенное угловое расстояние для ориентащш сторон деталей перед обработкой кромок. При программном повороте шпинделей 15 ролик 16 фиксирующего рычага 1О, взаимодействуя с профилированной планкой 12 выводит рычаг 1О из зацепления с пальцем 9 диска 7. Одновременно цапфы 8 диска 7, взаимодействуя с роликами 13, поворачивают шпиндель 15 на заданное угловое расстоянию. РОЛИК 16 рычага 1О сходит с про филированной планки 12, подпружиненный рычаг 1О фиксирует положение шпинделя 14, Процесс обработки кромок заготовок стекла идет пооперационно, поточно. Формула изобретения 1. Карусельный станок для обработки кромок плоских фигурных стекол, содержащий установленную на основании врашаюшуюся планшайбу с расположенными на ее периферии вертикальными шпинделями изделий и подвижные консоли с врашающимся абразивным инструментом, отличающ и и с я тем, что, с целью повышения качества и производительности обработки, станок снабжен расположенными на нижнем конце шпинделей дисками, несущими на своей нижней поверхности цапфы, взаимодействующие с установленными на основании роликами, обеспечивающими поворот шпинделей, а на верхней поверхности - пальцы, контактирующие с установленными на планшайбе подпружиненными фиксирующими рычагами, при повороте шпинделей взаимодей- ствутощими с профилированными планками, смонтированными на основании. 2. Станок и, 1, отличающий - с я тем, что, число пальцев на диске равно числу сторон обрабатываемой заготовки, а угловое расстойпние между пальцами на диске пропорционально длинам кромок обрабатываемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кромок плоских стекол | 1982 |
|
SU1071404A1 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
| Устройство для обработки кромок плоских стекол | 1974 |
|
SU500034A1 |
| Карусельный многопозиционный полуавтоматический станок непрерывного действия для обработки фасонных изделий | 1967 |
|
SU296370A1 |
| Установка для обработки кромок стекол | 1976 |
|
SU751588A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| КАРУСЕЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ФАСОННБ1Х СТЕКЛОИЗДЕЛИЙ | 1973 |
|
SU361987A1 |
| Устройство для обработки кромок стекла | 1976 |
|
SU682354A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Станок для абразивной обработки ко-лЕц пОдшипНиКОВ КАчЕНия | 1979 |
|
SU837787A1 |
11
.1
Фие,5
