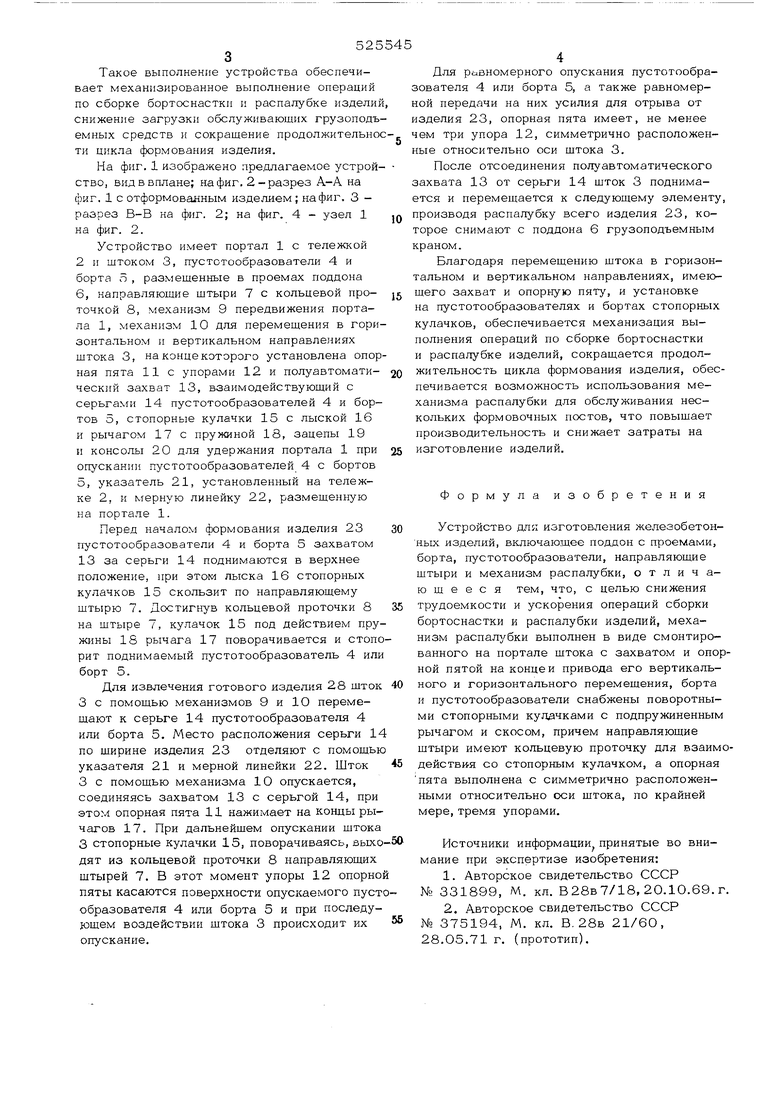
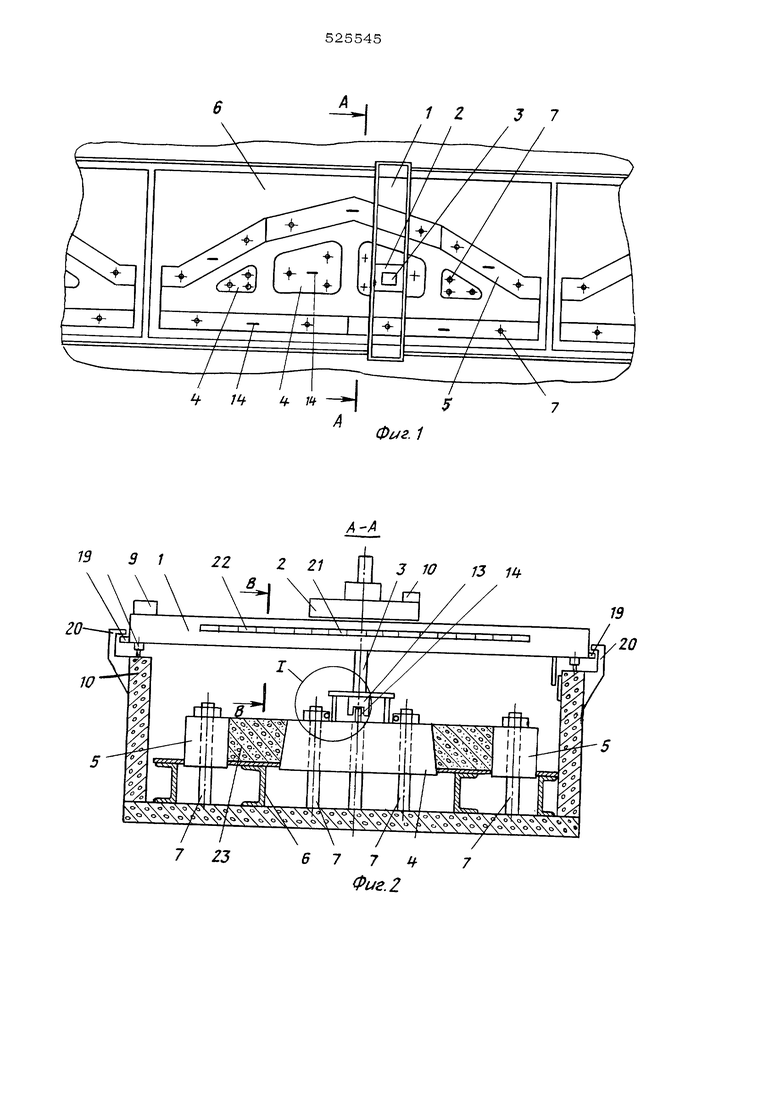
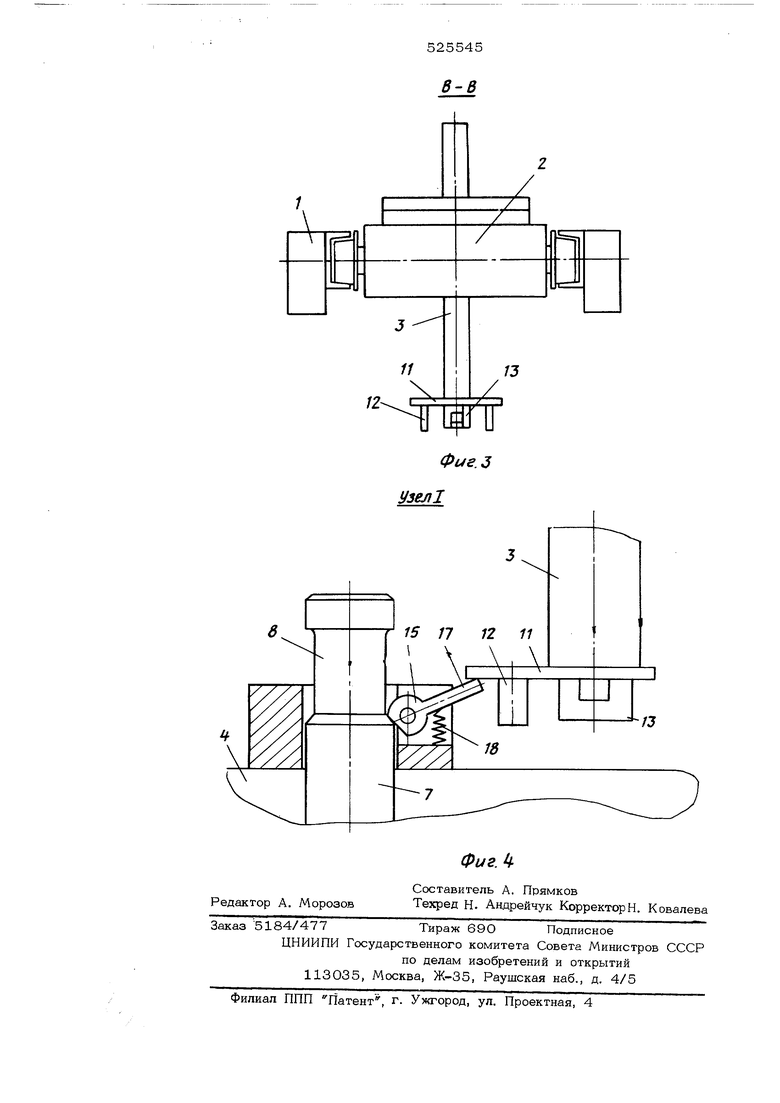
Такое выполнение устройства обеспечивает механизированное выполнение операций по сборке бортоснастки и распалубке издели снижение загрузки обслуживающих грузоподъ емных средств и сокращение продолжительно ти цикла формования изделия. На фиг. 1 изображено предлагаемое устрой ство, видввплане; на фиг. 2-разрез А-А на фиг. 1 с отформованным изделием; на фиг. 3 разрез В-В на фиг. 2; на фиг. 4 - узел 1 на фиг. 2. Устройство имеет портал 1 с тележкой 2и штоком 3, пустотообразователи 4 и борта п , размещенные в проемах поддона 6, направляющие штыри 7 с кольцевой проточкой 8, механизм 9 передвижения портала 1, механизм 10 для перемещения в гори зонтальном и вертикальном направлениях штока 3, на конце которого установлена опор ная пята 11с упорами 12 и полуавтоматический захват 13, взаимодействующий с серьгами 14 пустотообразователей 4 и бортов 5, стопорные кулачки 15 с лыской 16 и рычагом 17 с пружиной 18, зацепы 19 и консояы 20 для удержания портала 1 при опускании пустотообразоватепей 4 с бортов 5, указатель 21, установленный на тележке 2, и мерную линейку 22, размещенную на портале 1. Перед началом формования изделия 23 пустотообразователи 4 и борта 5 захватом 13 за серьги 14 поднимаются в верхнее положение, при этом лыска 16 стопорных кулачков 15 скользит по направляющему штырю 7. Достигнув кольцевой проточки 8 на штыре 7, кулачок 15 под действием пружины 18 рычага 17 поворачивается и стопо рит поднимаемый пустотообразователь 4 или борт 5. Для извлечения готового изделия 28 щток 3с помощью механизмов 9 и 10 перемещают к серьге 14 пустотообразователя 4 или борта 5. Место расположения серьги 14 по щирине изделия 23 отделяют с помощью указателя 21 и мерной линейки 22. Шток 3 с помощью механизма 10 опускается, соединяясь захватом 13 с серьгой 14, при этом опорная пята 11 нажимает на концы рычагов 17. При дальнейщем опускании щтока 3 стопорные кулачки 15, поворачиваясь, выхо дят из кольцевой проточки 8 направляющих щтырей 7. В этот момент упоры 12 опорно пяты касаются поверхности опускаемого пуст образователя 4 или борта 5 и при последующем воздействии щтока 3 происходит их опускание. Для равномерного опускания пустотообразователя 4 или борта 5, а также равномерной передачи на них усилия для отрыва от изделия 23, опорная пята имеет, не менее ем три упора 12, симметрично расположенные относительно оси щтока 3. После отсоединения полуавтоматического захвата 13 от серьги 14 щток 3 поднимается и перемещается к следующему элементу, производя распалубку всего изделия 23, которое снимают с поддона 6 грузоподъемным краном. Благодаря перемещению штока в горизонтальном и вертикальном направлениях, имеющего захват и опорную пяту, и установке на пустотообразователях и бортах стопорных кулачков, обеспечивается механизация выполнения операций по сборке бортоснастки и распалубке изделий, сокращается продолжительность цикла формования изделия, обеспечивается возможность использования механизма распалубки для обслуживания нескольких формовочных постов, что повыщает производительность и снижает затраты на изготовление изделий. Формула изобретения Устройство для изготовления железобетонных изделий, включающее поддон с проемами, борта, пустотообразователи, направляющие штыри и механизм распалубки, отличающееся тем, что, с целью снижения трудоемкости и ускорения операций сборки бортоснастки и распалубки изделий, механизм распалубки выполнен в виде смонтированного на портале щтока с захватом и опорной пятой на конце и привода его вертикального и горизонтального перемещения, борта и пустотообразователи снабжены поворотными стопорными кудачками с подпружиненным рычагом и скосом, причем направляющие щтыри имеют кольцевую проточку для взаимодействия со стопорным кулачком, а опорная пята выполнена с симметрично расположенными относительно сси щтока, по крайней мере, тремя упорами. Источники информации принятые во внимание при экспертизе изобретения: 1.Авторское свидетельство СССР М: 331899, М. кл. В28в7/18, 20.10.69. г. 2.Авторское свидетельство СССР № 375194, М. кл. В, 28в 21/60, 28.О5.71 г. (прототип).
1 ZJ 7
/ / / / / / . 1 7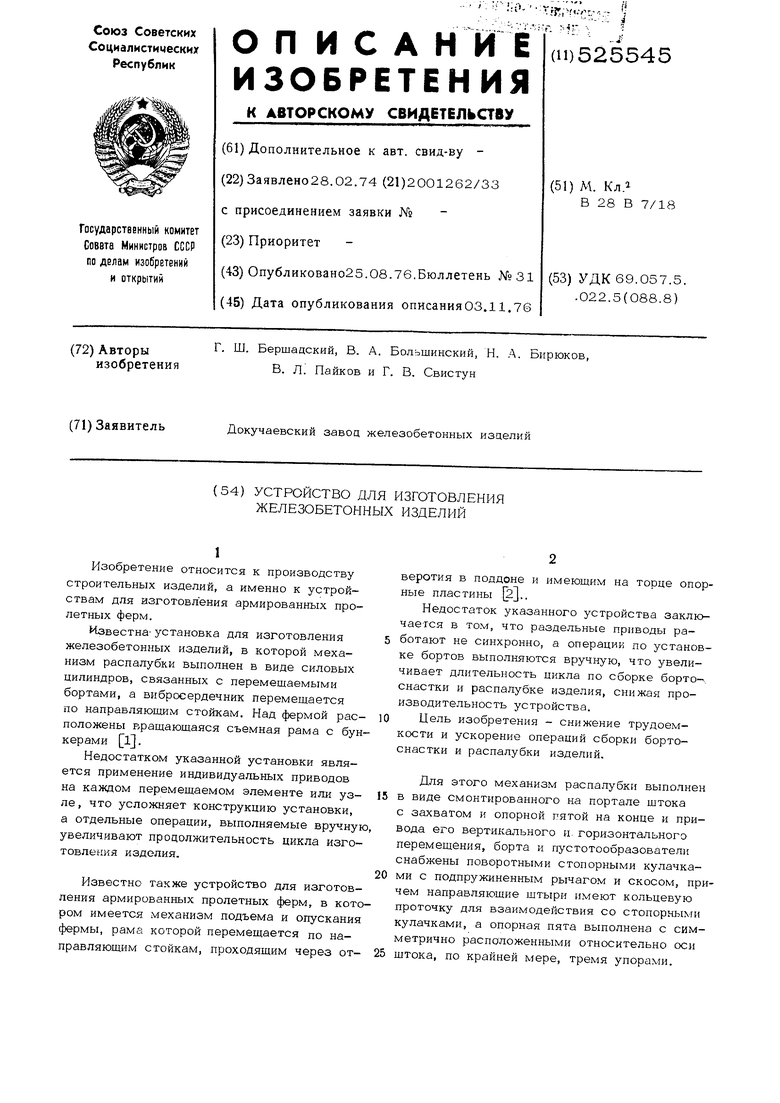
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Пост сборки и разборки форм в технологической линии для изготовления железобетонных труб | 1981 |
|
SU961961A1 |
| Установка для изготовления пустотелых бетонных изделий | 1984 |
|
SU1256968A1 |
| Пост распалубки свежеотформованных бетонных изделий | 1984 |
|
SU1294617A1 |
| Устройство для изготовления бетонных объемных элементов | 1975 |
|
SU527289A1 |
| Транспортное средство для перегрузки грузов | 1986 |
|
SU1437322A1 |
| Кассетная установка для формованияиздЕлий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU808306A1 |
| Устройство для изготовления железобетонных изделий | 1979 |
|
SU880743A1 |
| Установка для формования изделий с пустотами из бетонных смесей | 1981 |
|
SU1004109A1 |
| Установка для формования многопустотных панелей из бетонных смесей | 1990 |
|
SU1742070A1 |
13 1Ц8-В
