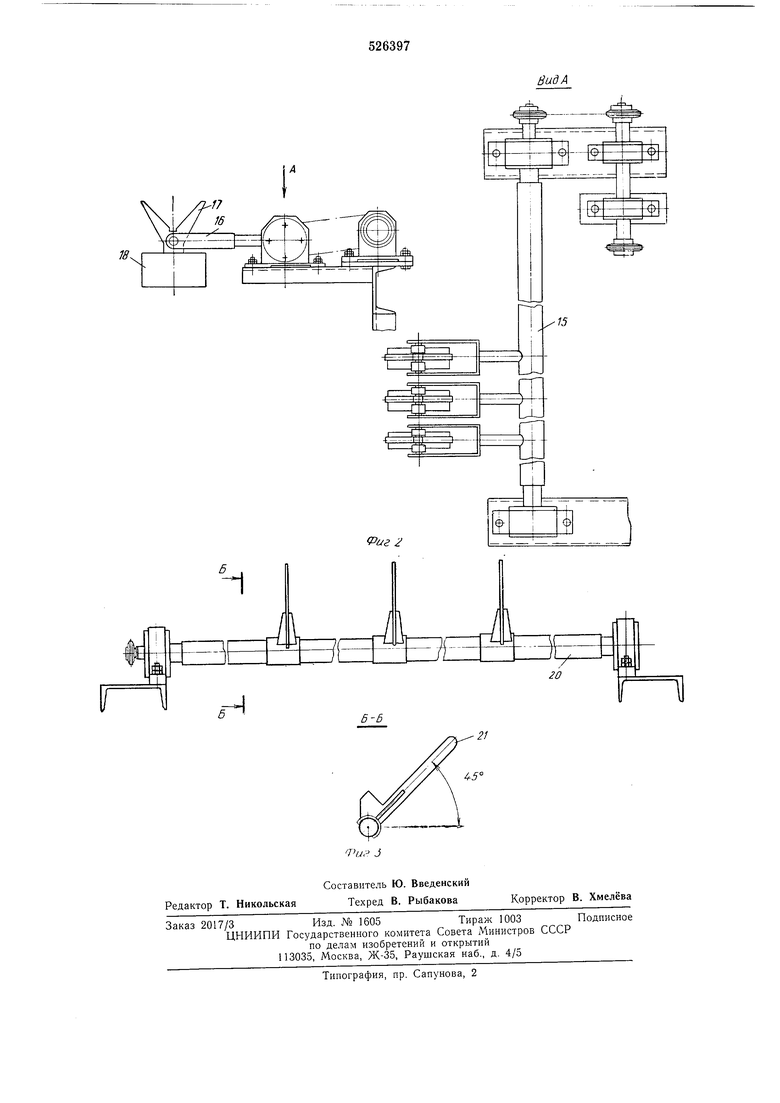
перемещению детали до ее встречи с упором конечного выключателя 19, обеснечивающего периодическое перемещение внутреннего конвейера 9. За один полный оборот перекладчик 10 снимает с рольганга 5 поступившее изделие, переносит через ролики и, совершая дальнейшее перемещение, оставляет деталь на движущихся цепях конвейера 9. При этом деталь укладывается на цепи теми поверхностями, которыми она опиралась на ролики рольганга 5, т. е. неокрашенными. К моменту останова цепей конвейера 9 вилки 17 рычагов 16 перекладчика 10 занимают исходное положение под осью рольганга 5, а деталь на цепях конвейера 9 перемещается в зону сушки на один шаг, освобождая место для укладки следующей детали. С внутреннего конвейера 9 деталь передается на нижнюю ветвь наружного конвейера 8 при помощи перекладчика 11 со склизом 12. Перекладчик И имеет вал с рычагами 20, оканчивающимися неподвижными вилками 21, и расноложен перпендикулярно к продольным осям конвейеров ниже верхней ветви внутреннего конвейера 9 и выше нижней ветви наружного конвейера 8. В исходном положении перекладчика И его рычаги 20 направлены под углом снизу вверх по касательной к начальным окружностям звездочек вала 22 внутреннего конвейера 9. Вал перекладчика совершает качательное движение вокруг своей продольной оси. Движение вниз он совершает нри очередном движении внутреннего конвейера 9 под воздействием крестовидного устройства 23, размещенного на приводном валу 22, а его возврат в исходное положение осуществляется посредством контргруза 24. В исходном положении вал перекладчика фиксируется упором 25 для контргруза. Между рычагами перекладчика над нижней ветвью наружного конвейера установлены склизы 12. Наклон склизов обращен по направленню движения цепей нижней ветви наружного конвейера 8. В начале движения цепей конвейера 9 вал перекладчика 11 остается некоторое время неподвижным. Это нозволяет детали, находящейся на цепях внутреннего конвейера 9, переместиться на вилки 21 перекладчика и дойти до их упоров, носле чего начинается вращение вала нерекладчика И и наклон вилок 21 с деталью. Вилки 21 освобождаются от воздействия приводного вала 22 конвейера тогда, когда деталь по склизам 12 выйдет из зоны траекторий их обратного движения под действием контргруза. Конвейер 8 приводиться в движение электродвигателем 26 через редуктор 27. Нижняя ветвь конвейера 8 используется для нродолжения перемещения детали после первой окраски в зоне сушки и одновременно используется для подачи высушенных деталей на передаточный ленточный транспортер 13 при помощи склиза 28 за счет разницы уровней между нижней ветвью наружного конвейера 8 и ленты транспортера 13. Передача с выгрузочного рольганга поливочной машины 2 на верхнюю ветвь наружного конвейера 8 так же осуществляется посредством перекладчика 29, конструкция которого аналогична конструкции перекладчика 10. Перекладчик 29 снабжен отдельным приводом, состоящим из пневмоцилиндра 30 и храпового механизма 31. Управление этим приводом осуществляется конечными выключателями 32 и 33, установленными- один на рольганге наливной машины, другой - на самом цилиндре 30. Детали верхней ветвью наружного конвейера 8 вводятся в сушильную камеру 7 и проходят через всю длину зоны сушки. В конце ветви высушенные детали по склизу 34 перемещаются на ленту выгружечного транспортера 35. Работа устаповки протекает в следующей последовательности. Подготовленная к работе установка включается с центрального пункта управления иа приемный рольганг 3 наливной машины 1 первой окраски с интервалом в 30 сек, укладываются детали. В это время работают все механизмы установки за исключением перекладчиков 10, 11, 29, внутреннего конвейера 9 и цепей 36 механизма подъема 14. Деталь транспортными устройствами 3 и 5 наливочной машины 1 проводится через наливочную головку, при этом окрашиваются две боковые поверхности, обращенные вверх. Далее деталь, выведенная на выгрузочный рольганг 5 машины 1, воздействует своим торцем на конечный выключатель 19. Срабатывает пневмоцилиндр 37 привода внутреннего конвейера 9 с помощью управляющего кланана 38, который поворачивает приводной вал 22 конвейера на один оборот и под воздействием конечного выключателя 30 пневмоцилиндра снова занимает исходное положение. Поворот приводного вала 22 конвейера 9 вызывает соответствующее перемещение его цепей. Одновременно с движением ценей конвейера 9 начинает поворачиваться вал перекладчика 10 деталей с рольганга 5 машины 1 на конвейер 9, деталь перекладывается на его движущиеся цепи и перемещается ими до их остановки, вал нерекладчика И за это время занимает исходное положение. Вместе с этим перемещением цепей конвейера 9 деталь находящаяся на цепях у звездочек его приводного вала 2, передается на вилки 21 второго перекладчика И, которые посе некоторой задержки начинают спускаться и кладут эту деталь на склиз 12. Вал перекладчика 12 перестает поворачиаться, когда деталь поступает со склиза 12 а цепи нижней ветви наружного конвейера , и, освободившись от связи с приводным ваом 22, возвращается контргрузом в исходное оложение.
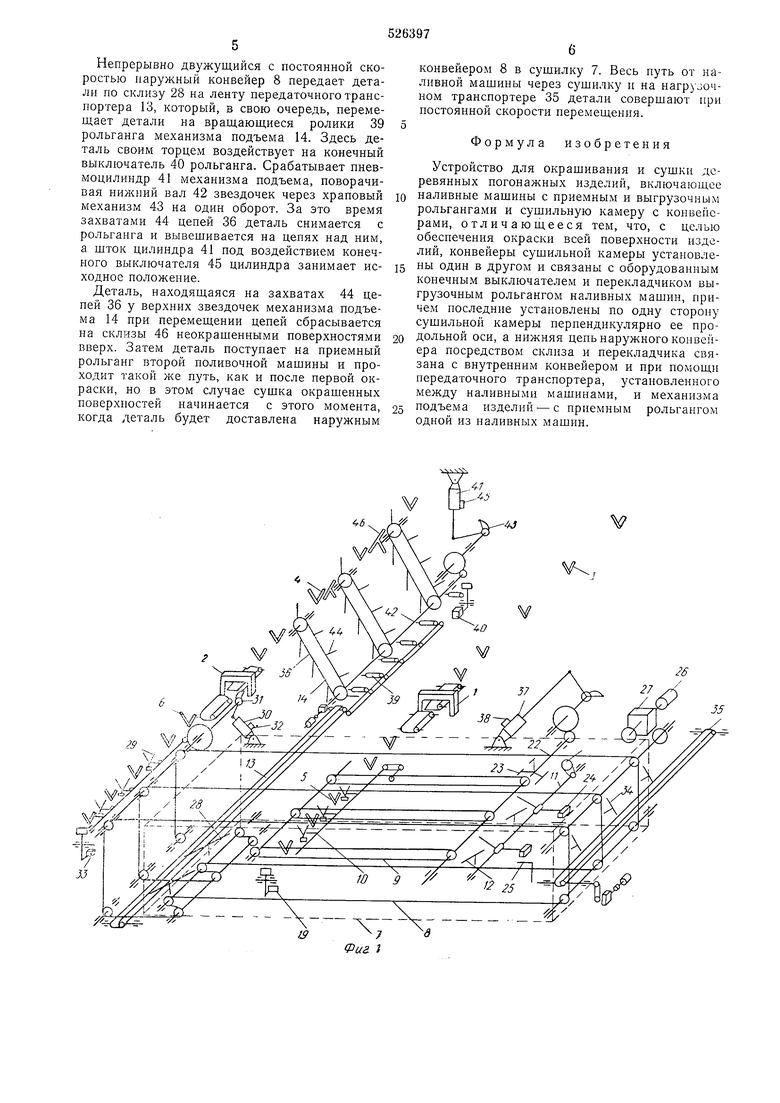
Непрерывно двужущийся с постоянной скоростью наружный конвейер 8 передает детали по склизу 28 на ленту передаточного транспортера 13, который, в свою очередь, перемепиает детали на враш,ающиеся ролики 39 рольганга механизма подъема 14. Здесь деталь своим торцем воздействует на конечный выключатель 40 рольганга. Срабатывает пневмоцилиндр 41 механизма подъема, поворачивая нижний вал 42 звездочек через храповый механизм 43 на один оборот. За это время захватами 44 цепей 36 деталь снимается с рольганга и вывешивается на цепях над ним, а шток цилиндра 41 под воздействием конечного выключателя 45 цилиндра занимает исходное положение.
Деталь, находящаяся на захватах 44 цепей 36 у верхних звездочек механизма подъема 14 при перемещении цепей сбрасывается па склизы 46 неокрашенными поверхностями вверх. Затем деталь поступает на приемный рольганг второй поливочной машины и проходит такой же путь, как и после первой окраски, но в этом случае сушка окрашенных поверхностей начинается с этого момента, когда деталь будет доставлена наружным
конвейером 8 в сушилку 7. Весь путь от наливной машины через сушилку и на нагрузочном транспортере 35 детали совершают при постоянной скорости перемещения.
Формула изобретения
Устройство для окрашивания и сушки деревянных погонажных изделий, включающее
наливные машины с приемным и выгрузочным рольгангами и сушильную камеру с конвейерами, отличающееся тем, что, с целью обеспечения окраски всей поверхности изделий, конвейеры сушильной камеры установлены один в другом и связаны с оборудованным конечным выключателем и перекладчиком выгрузочным рольгангом наливных машин, причем последние установлены по одну сторону сушильной камеры перпендикулярно ее продольной оси, а нижняя цепь наружного конвейера посредством склиза и перекладчика связана с внутренним конвейером и при помощи передаточного транспортера, установленного между наливными машинами, и механизма
подъема изделий - с приемным рольгангом одной из наливных машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| Линия отделки щитовых деталей лакокрасочными материалами | 1984 |
|
SU1266814A1 |
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |
| Конвейер-перекладчик | 1972 |
|
SU500137A1 |
| ПЕРЕКЛАДЧИК | 1973 |
|
SU367028A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| Линия комплексной отделки щитовых деталей мебели | 1988 |
|
SU1574488A1 |
| Устройство для загрузки хлеба в вертикально установленные полочные контейнеры | 1982 |
|
SU1134150A2 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Вертикальная конвейерная установка для транспортирования и накопления изделий | 1984 |
|
SU1369995A1 |