валу может быть установлено любое количество звездочек 1 в зависимости от длины и жесткости транспортируемой и перекладываемой детали. Соответственно увеличивается и количество других элементов конвейера-перекладчика.
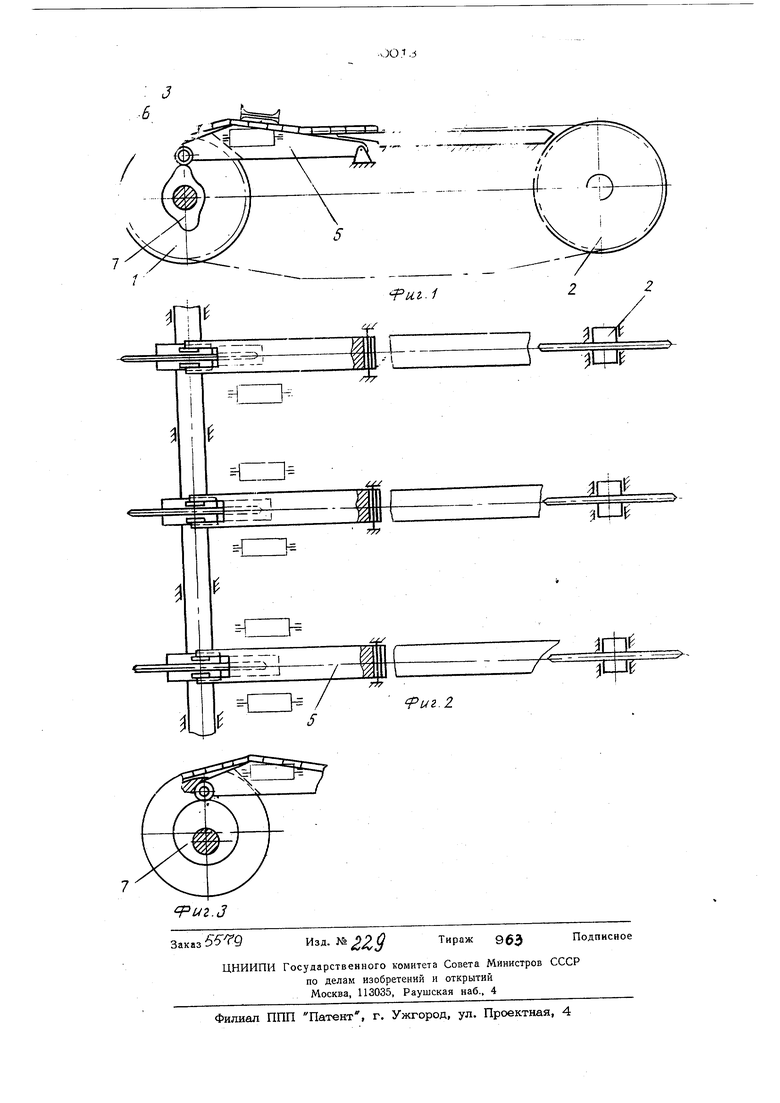
Между ветвями цепей 3 в зоне действия подвижных направл5пощих 5 располагается приемный рольганг, на который необходимо переложить деталь с конвейера. Уровень приемного рольганга выше уровня предложенного конвейера при опущенных направ.ляющих 5. На фиг. 1 показан конвейерперекладчик с поднятыми под действием кулачков 7 подвижными направляющими 5 перед укладкой .на приемный рольганг.
Конвейер работает следующим образом.
Деталь, переложенная на конвейер каким-либо механизмом в определенном месте перемещается на цепях в сторону приводных звездочек 1, которые вращаются в это время от привода. Дорожки качения кулачков 7 имеют такой профиль, что при подходе детали к зоне приемного рольганга они своими выступами через ролики 6 под- нимают подвижные направляющие 5 с цепями 3. Деталь подается выще приемного контейнера и затем опускается на него, чему способствует профиль дорожек качения кулачков 7. От конечного выключателя или датчика (не показаны) конвейер останавливается. Деталь рольгангом подается дальше, после чего конвейер-перекладчик готов переложить следующую деталь.
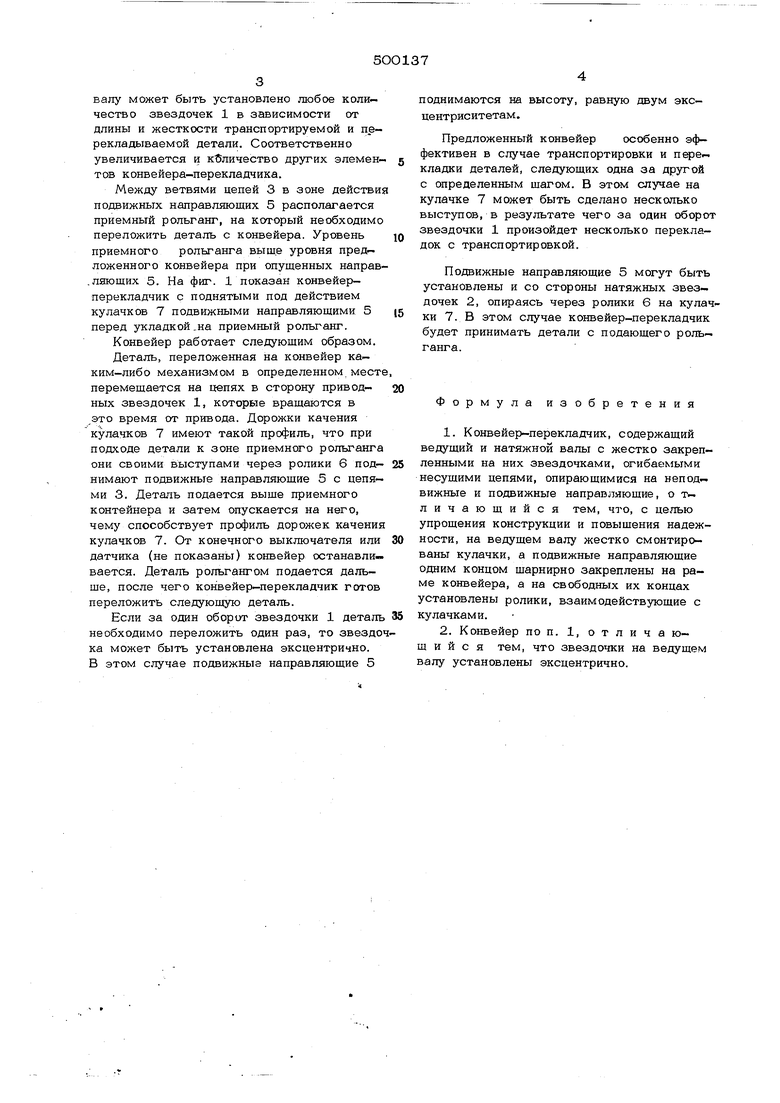
Если за один оборот звездочки 1 деталь необходимо переложить один раз, то звездочка может быть установлена эксцентрично. В этом случае подвижные направляющие 5
поднимаются на высоту, равную двум эксцентриситетам.
Предложенный конвейер особенно эффективен в случае транспортировки и п е-кладки деталей, следующих одна за другой с определенным шагом. В этом случае на кулачке 7 может быть сделано несколько выступов, в результате чего за один оборот звездочки 1 произойдет несколько перекладок с транспортировкой.
Подвижные направляющие 5 могут быть установлены и со стороны натяжных звездочек 2, опираясь через ролики 6 на кулачки 7. В этом случае конвейер-перекладчик будет принимать детали с подающего рольганга.
Формула изобретения
1. Конвейер-перекладчик, содержащий ведущий и натяжной валы с жестко закрепленными на них звездочками, огибаемыми несущими цепями, опирающимися на неподвижные и подвижные направляющие, о тличающийся тем, что, с целью упрощения конструкции и повыщения надежности, на ведущем валу жестко смонтированы кулачки, а подвижные направляющие одним концом шарнирно закреплены на раме конвейера, а на свободных их концах установлены ролики, взаимодействующие с кулачками.
2. Конвейер по п. 1, отлича ющ и и с я тем, что звездочки на ведущем валу установлены эксцентрично.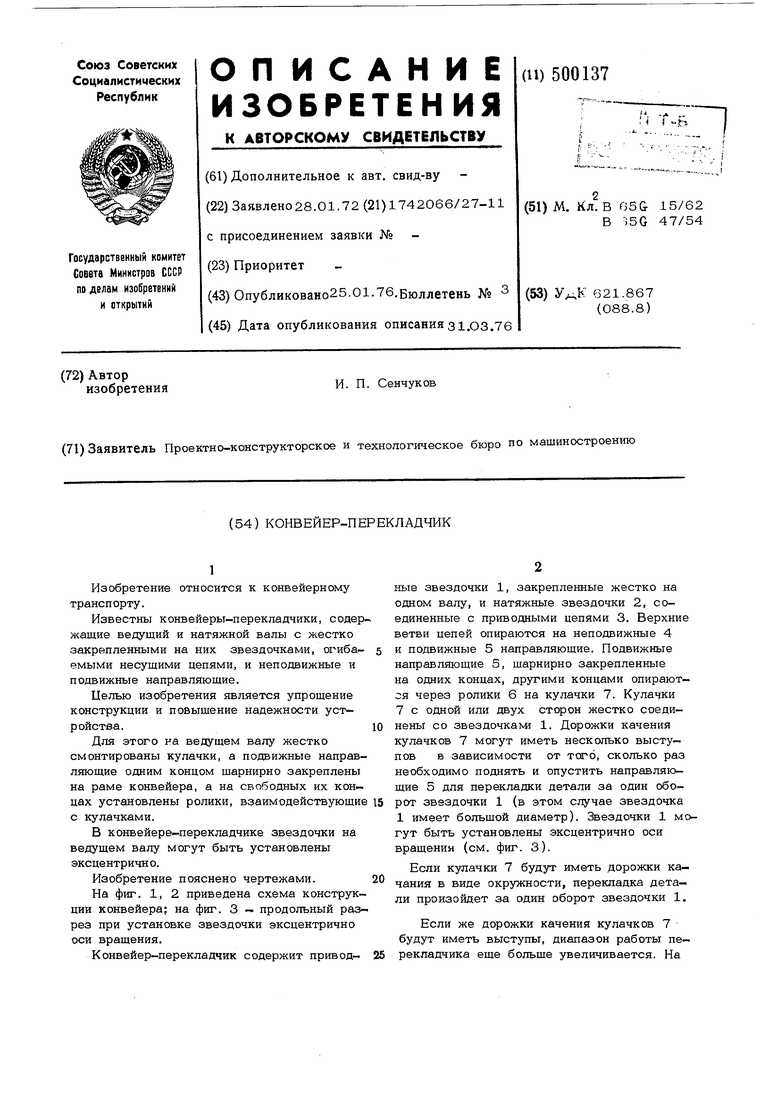
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для окрашивания и последующей сушки деревянных погонажных изделий | 1973 |
|
SU526397A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДРЕНАЖНЫХ ТРУБ | 1970 |
|
SU271358A1 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
| Сушильная установка для мелких изделий | 1987 |
|
SU1513354A1 |
| Вертикальный конвейер для штучных грузов | 1985 |
|
SU1257031A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Устройство для подачи материала в рабочую зону пресса и удаления отштампованных изделий | 1985 |
|
SU1321504A1 |
| АВТОМАТ УКЛАДКИ СВАРОЧНЫХ ЭЛЕКТРОДОВ В КОНТЕЙНЕР | 1996 |
|
RU2138380C1 |
| Шаговый конвейер | 1990 |
|
SU1787881A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |