(&
CD
ел
113
Изобретение относится к оборудованию поточных линий по выпуску сварочных электродов, а именно к устройствам для предварительного накопления стальных электродов для ручной дуговой сварки.
Целью изобретения является повышение производительности.
Конструктивное выполнение предложенной установки позволяет при его эксплуатации создать условия, обеспечивающие большее накопление изделий в случае простоев термозакалочного и другого оборудования, что в конечном итоге повышает производительность, кроме того, производство изделий становится более равномерным по времени что улучшает условия труда рабочего персонала.
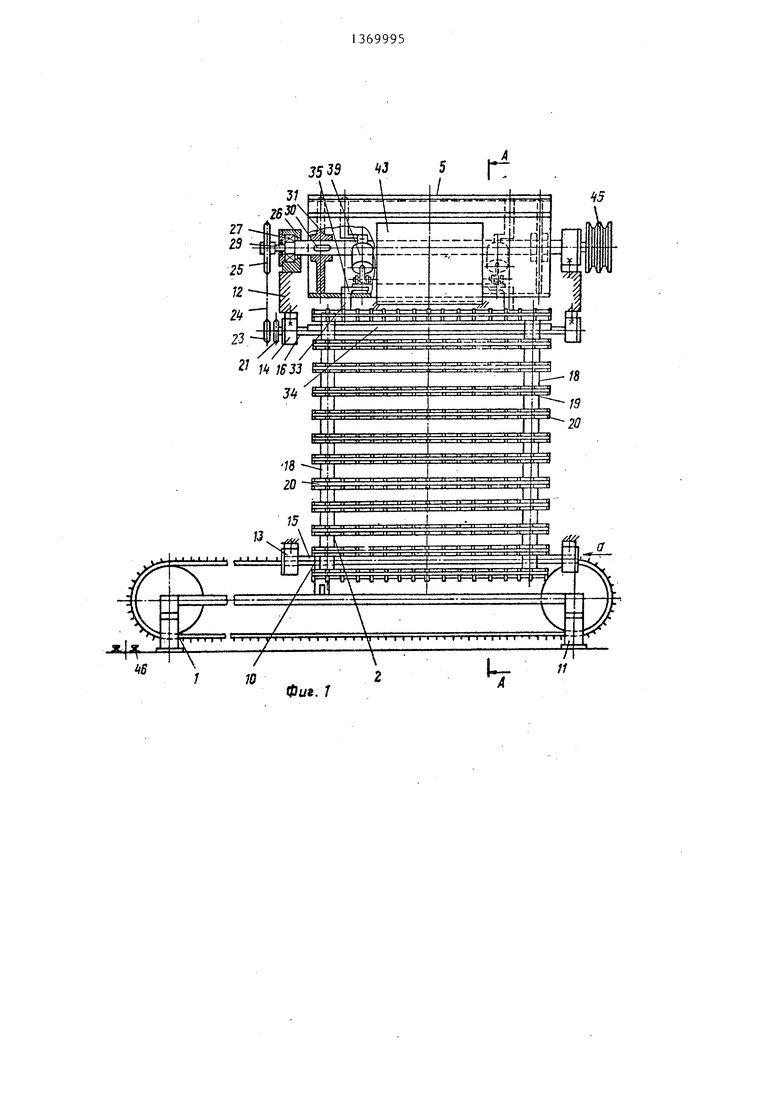
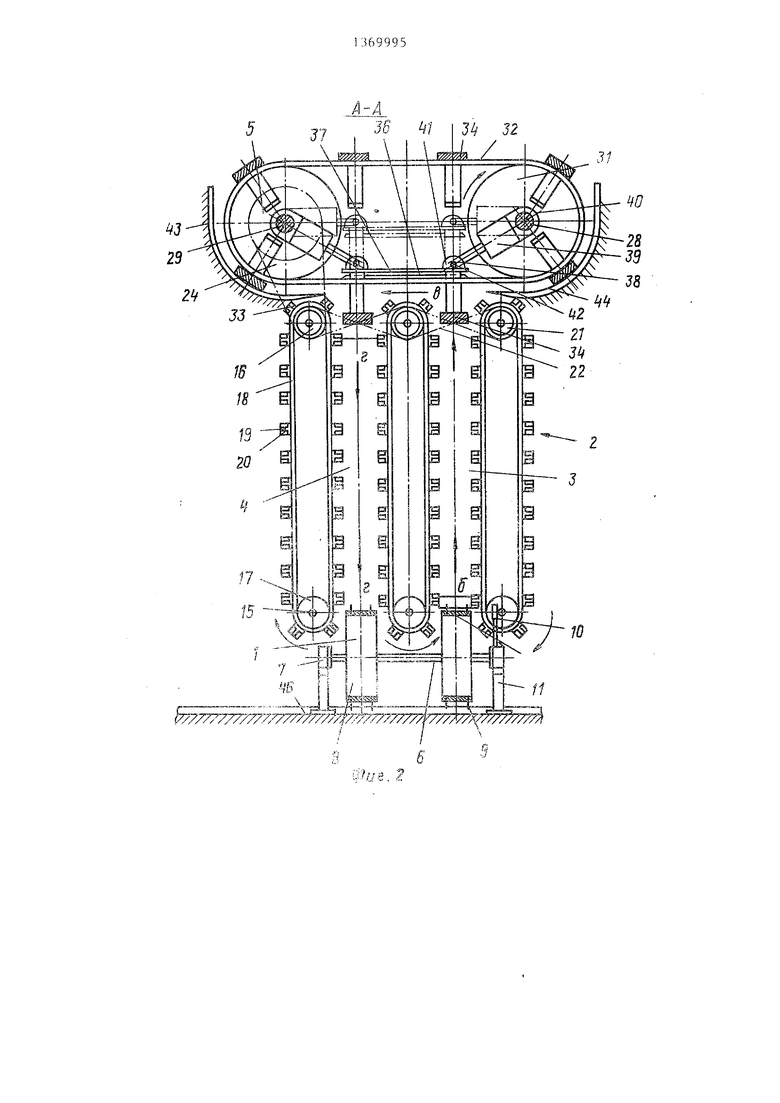
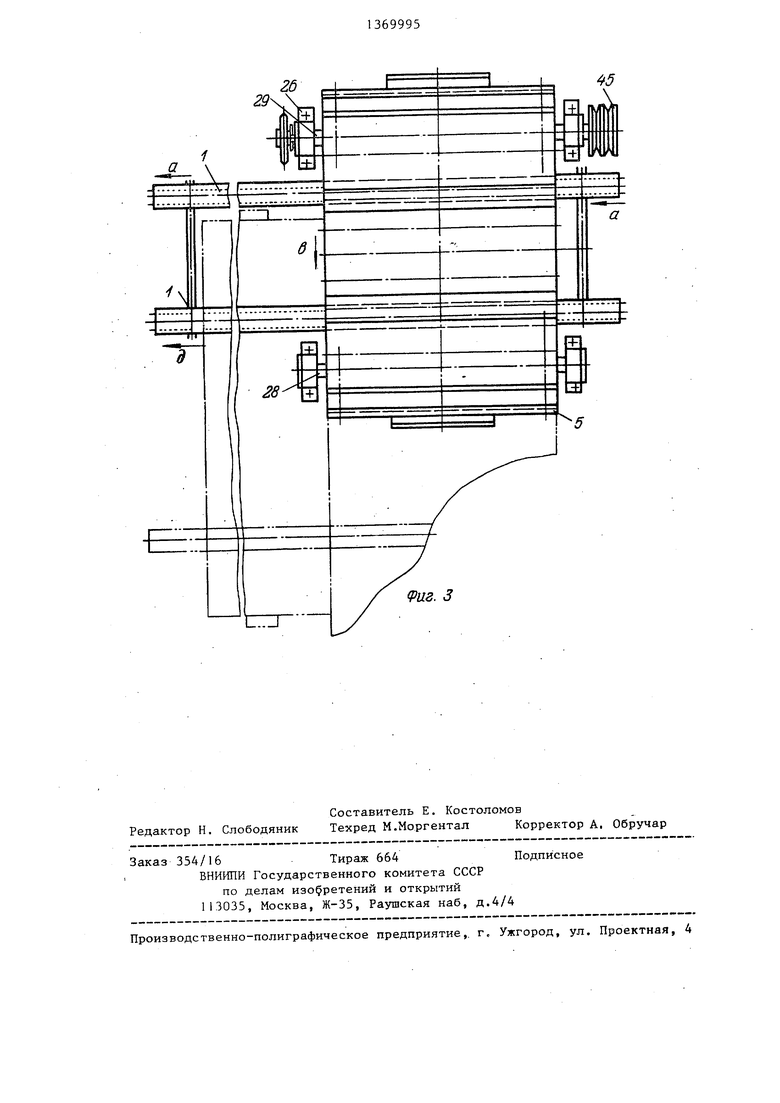
На фиг.1 изображена вертикальная конвейерная установка для транспортирования и накопления изделий, вид сбоку; на фиг.2 - разрез А-А на фиг.1 на фиг.З - установка, вид сверху.
Вертикальная конвейерная установка .для транспортирования и накоплени изделий, преимущественно стрежнеоб- разных сварочных электродов, содержит горизонтальные транспортеры I Для транспортирования сварочных электродов из закалочной печи и их подачи к упаковочному аппарату соответственно, вертикальные конвейеры 2 с восходящими 3 и нисходящими 4 транспортирующими ветвями, горизонтальный транспортер 5 для передачи изделий с восходящих 3 транспортирующих ветвей вертикальных конвейеров 2 на нисходя
щие
4 ветви, привод (не указан).
Каждый из горизонтальных транспортеров для транспортирования электродов из закалочной печи и подачи к упаковочной машине состоит из сидящих на общем валу 6, закрепленном в подшипниках 7, барабанов 8, несущих на себе вместе с другой парой барабанов ленты. На лентах с равным шагом и попарно параллельно валу 6, перпендикулярно к лентам, закреплены штыри 9, высота которых позволяет уложить несколько слоев изделий. Штыри 9 служат для удержания на конвейере в постоянной ориентации изделия. Горизонтальные транспортеры 1 имеют в своем составе фотоэлемент 10, закрепленный на их раме 11.
Секции спаренных вертикальных конвейеров 2 состоят из рамы 12, на ко0
1f
20
25
торой закреплено по три пары корпусов подшипников - нижних 13 и верхних 14, цесущих по три нижних 15 и три верхних 16 вала конвейеров 2. На валах 15 и 16 жестко посажены одинаковые звездочки 17, несущие вертикальные цепи 18, на которых горизонтальными рядами закреплены полки 19 таврового сечения так, что в пространствах б-б первой секции и г-г второй каждая пара соседних полок двух соседних цепей 18 находится на одинаковых уровнях в горизонтальной плоскости.
Для ориентированного переноса изделий полки 1 9 имеют с обеих сторон (сверху и снизу) вертикальные параллельные между собой концевые и промежуточные пластинки 20 (в вертикальных плоскостях находящиеся в одной плоскости), кнаружи .заостренные и имеющие форму четверти круга с радиусом, большим выступающей части штырей 9 горизонтальных транспортеров 1 .
0
5
0
5 0 5
На верхних валах 16 с одной стороны жестко закреплены звездочки 21, связанные перекрещенными приводными элементами fнапример, зубчатыми ремнями) 22, с соседними - дла вращения цепей 18 попарно в разные стороны.
На крайнем валу 16 жестко посажена приводная звездочка 23, связанная цепью 24 со звездочкой 25 горизонтального транспортера 5 для передачи изделий с восходящей транспортирующей ветви на нисходящую. Обе звездочки 23 и 25 имеют соотношение диаметров, соответствующее соотношению шагов полок 19 и расстоянию между вертикальными осями обеих секций.
Горизонтальный транспортер 5 опирается четырьмя корпусами подшипников 26 на раму 12. В корпусах 26 установлены подшипники 27, в которых закреплены валы 28 и 29. На валу 29 жестко насажена звездочка 25, На обоих валах 28 и 29 на шпонках 30 сидят звездочки 31, несущие на себе пластинчатое полотно - ленту 32. Длина полотна ленты и, соответственно, диаметр звездочек 31 кратны расстоянию между осйми секций спаренных вертикальных конвейеров 2 (целое число) и имеют на этих расстояниях по паре отверстий в пластинах полотна - ленты 32. В отверстия помещены штанги 33, несущие попарно электромагнитные
перекладчики 34 с выступами. Загнутые носки 35 свободных концов штанг 33 попарно направлены друг к другу. На фиг.2 показаны нижние две пары .штанг 33 в положении, когда к правому электромагнитному перекладчику 34 подходят стержнеобразные изделия - движение б, а левая только передала изделия на верхнюю полку вто{5ой секции - движение г.
Б этот момент носки 35 всех штанг 33 обеих перекладчиков 34 находятся в зацеплении с двумя пазами 36 плиты 37, кинематически связанной с приводами вертикальных и горизонтального транспортеров, находящейся в непосредственной близости от пластин нижней ветви полотна - ленты 32 и удер- живаемой в этом положении четырьмя штоками 38 четырех пневмоцилиндров 39. Последние попарно насажены подшипниками своих хвостовиков 40 на ва пы 28 и 29, и через.проушины 4 плиты 37 и четыре пальца 42 штоками 38 связаны с плитой 37. Штоки 38 (фиг.2) показаны в крайне выдвинутом положении. Крайне втянутое положение штоков 38 соответствует горизонтальному
дает вращение шкиву 45, который вращает по часовой стрелке вал 29 перекладчика 34. Последний через звездочку 25 и цепь 24 передает вращение крайнему валу 16, от которого через перекрещенные приводные элементы 22 вращение передается на цепи 18 вертикальных конвейеров 2. Таким обра- 0 зом включаются в работу обе секции. При этом, проворачиваясь вокруг звездочек 17, сидящих на валах 15, цепи 18 подводят свои полки 19 первой секции (правой - на фиг.2) вверх и пол- 5 ки 19--захватывают изделия с ленты горизонтального транспортера 1. Имеющиеся на полках второй секции изделия при этом опускаются по направлению г к левой ленте горизонтального 0 транспортера 1. Вверху изделия в первой секции ожидает включенный электромагнитный перекладчик 34, и подошедшие к ней изделия примагничиваются .
5 После выполнения полками 19 одного шага привод отключается. Затем пнев- моцилиндры 39 втягивают свои штоки 38 до конца и через пальцы 42 и проушины 4 поднимают плиту 37 с паза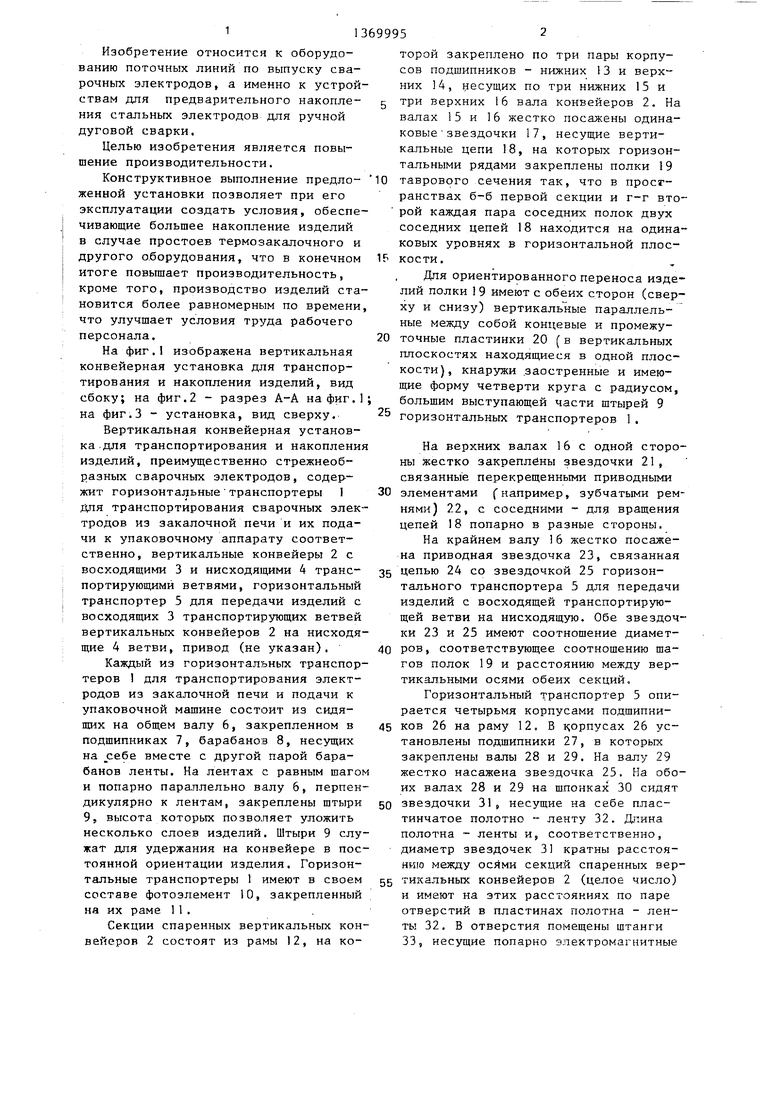
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| ПОЛОЧНЫЙ ЛЕНТОЧНЫЙ ЭЛЕВАТОР | 2009 |
|
RU2406672C1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Установка для формирования настилов полотен эластичного материала | 1982 |
|
SU1079577A1 |
| УСТАНОВКА ДЛЯ СУШКИ | 1998 |
|
RU2145049C1 |
| Поточная линия для переработки алюминиевых шлаков | 2023 |
|
RU2821798C1 |
| УСТАНОВКА ДЛЯ СУШКИ ПЛОСКИХ ШТУЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU170861A1 |
| Устройство для соединения рабочих органов с приводом | 1985 |
|
SU1295066A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
Изобретение относится к оборудованию поточных линий по выпуску сварочных электродов. Целью изобретения является повышение производительности.- Это достигается созданием многоступенчатого (многомодульного) накопителя, каждый модуль которого сое-, тоит из двух секций: восходящей от приемного транспортера до потолка здания и нисходящей от потолка до вы- дающего транспортера, расположенного у пола. Такие объемные модули являются общим случаем известных плоских транспортерных накопителей, которые являются частнъм случаем модулей. Сохранение первоначальной ориентации изделий и возможность выдавать изделия через горизонтальный транспортер перекладчиками помимо вертикальных конвейеров (накопителей) позволит эксплуатировать такие устройства совместно и с упаковочными автоматами. Вертикальные конвейеры секции взаимодействуют с горизонтальными транспортерами, а передача изделий с восходящей ветви на нисходящую осуществляется поверху (и с модуля к модулю - понизу) перекладчиком горизонтального типа. Переноска стальных электродов при этом осуществляется магнитньм эффектом, 3 ил. i . (Л
положению пневмоцилиндров 39 и пока- зо ми в крайнее верхнее положение. Посзано штрихпунктиром.
Остальные электромагнитные перекладчики 34 показаны (фиг.2) прижатыми к пластинам полотна - ленты 32. Штанги 33 их задвинуты внутрь пространства горизонтального транспортера 5. Этому способствуют специальные закругленные направляющие 43 и 44, имеющиеся слева и справа от валов 29 и 28 и закрепленные стационарно к раме 12.
На свободном конце вала 29 жестко посажен приводной шкив 45.
Параллельно валам горизонтальных транспортеров 1 и перпендикулярно к ним самым (со стороны выдачи изделий) на полу цеха смонтированы рельсы 46 для упаковочного автомата.
Вертикальная конвейерная установ35
ледняя поднимает за носки 35 штанги 33, а вместе с ними - и злектромйг- нитные перекладчики 34, входящие в пространство обеих -секций вертикальных конвейеров 2. Одновременно правый электромагнитный перекладчик 34 забирает вверх стержнеобразные изделия с верхней полки 1-й секции - восходящей ветви 3.
Когда к фотоэлементу 10 снова по- дойдут поленте горизонтального транс- i портера изделия, цикл работы секций вертикальных конвейеров 2 повторяется. Одновременно с этим совершает 45 вращение по часовой стрелке пластинчатое полотно - лента 32 горизонтального транспортера 5. При этом левый электромагнитный перекладчик 34
40
входит в пространство между полотном - ка для транспортирования и накопления gQ лентой 32 горизонтального транспор- изделий работает следующим образом. тера 5 - и левой закругленной направ- Когда стержнеобразные изделия, ляющей 43, после чего носки 35 левых поступающие из термозакалочной печи штанг 33 выходят из пазов 36 плиты (стальные сварочные электроды), по 37. Правые штанги 33 скользят своими приемной ленте горизонтального транс- gg носками по пазам 36 влево, и правый портера 1 дойдут до фотоэлемента - электромагнитный перекладчик 34, за- движение а на фиг.1, - последний пЬ- груженный изделиями, занимает место дает команду приводу накопителя Сне ушедшего влево, а его место зани- . показан) на включение. Привод пере- мает -.подошедший: с правой направляю5
ледняя поднимает за носки 35 штанги 33, а вместе с ними - и злектромйг- нитные перекладчики 34, входящие в пространство обеих -секций вертикальных конвейеров 2. Одновременно правый электромагнитный перекладчик 34 забирает вверх стержнеобразные изделия с верхней полки 1-й секции - восходящей ветви 3.
Когда к фотоэлементу 10 снова по- дойдут поленте горизонтального транс- i портера изделия, цикл работы секций вертикальных конвейеров 2 повторяется. Одновременно с этим совершает 5 вращение по часовой стрелке пластинчатое полотно - лента 32 горизонтального транспортера 5. При этом левый электромагнитный перекладчик 34
0
После этого два электромагнитных перекладчика 34, которые удерживает за штанги 33 плита 37, за счет возврата штоков 38 в исходное (вьщвину- тое) положение занимают нижнее положение . Здесь правый электромагнитный перекладчик 34 включается, а левый - выключается. Последний таким образом подает привезенные изделия на верхнюю полку 19 второй секции (движение г) нисходящей ветви 4. К правому же
ю щ а я с я тем, что, с целью повышения производительности, восходящая и нисходящая транспортирующие ветви образованы тремя рядом расположенныэлектромагнитному перекладчику 34 из- 15 на нисходящую, приводы, о т л и ч а- делия примагничиваются вновь. Когда фотоэлементом вновь включается привод, цикл повторяется: цепи 18 транспортеров обеих секций проворачиваются на шаг, подводя свои полки 19 следу- 20 ми вертикальными конвейерами, а гори- ющим, уже описанным, образом - в пра- зонтальньй транспортер содержит уста- вой секции изделия забираются нижними полками 19с правой ленты горизонтального транспортера 1, а верхние
новленные перпендикулярно ленте транспортера с возможностью перемещения и с щагом, равньш расстоянию между
полки отдают изделия злектромагнитно- 25 осями вертикальных транспортеров, му перекладчику 34, а в левой секции - перекладчики с выступами и располо- нисходящей ветви, наоборот - верхние женную над нижней лентой плиту с приводом ее вертикального перемещения, кинематически связанным с приводами
полки принимают изделия от электромагнитных перекладчиков 34, а нижние
полки отдают.изделия левой ленте го- 30 вертикальных и горизонтального трГансризонтального транспортера 1.
Левая лента выдает изделия (движение д) к упаковочному автомату.
8
расположенному против нее на рельсах 46.
Формула изобретения
Вертикальная конвейерная установка для транспортирования и накопления изделий, преимущественно стреж-- необразных сварочных электродов,, включающая восходящие и нисходящие транспортирующие ветви и горизонтальный транспортер для передачи изделий с восходящей транспортирующей ветви
ю щ а я с я тем, что, с целью повышения производительности, восходящая и нисходящая транспортирующие ветви образованы тремя рядом расположеннына нисходящую, приводы, о т л и ч а- ми вертикальными конвейерами, а гори- зонтальньй транспортер содержит уста-
на нисходящую, приводы, о т л и ч а- ми вертикальными конвейерами, а гори- зонтальньй транспортер содержит уста-
новленные перпендикулярно ленте транспортера с возможностью перемещения и с щагом, равньш расстоянию между
портеров, при этом плита имеет пазы для взаимодействия с выступами каж- дого перекладчика Л
6
Ю
Фиг. 1
11
11 i(
77777777777/777 7/Л7: :Г/77/,
J J2
31
Фие. 2
Риг. 3
| ВЕРТИКАЛЬНАЯ КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ТРАНСПОРТИРОВАНИЯ ЛИСТОВ | 1972 |
|
SU430012A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
