1
Изобретение относится к области сварочного производства и может быть использовано в автоматах для сварки неповоротных стыков труб неплавящимся электродом с присадкой, а также может найти широкое применение в условиях производственного монтажа трубопроводов и оборудования.
Известно устройство для направления присадочной проволоки под неПиПавящийся электрод, содержащее мундштук, приемную втулку, соединяющий их гибкий элемент в виде проволочной спирали и дополнительную гибкую связь в виде трубчатой вставки, нрикренленную к спирали бандажами.
Однако у этого устройства трубчатые вставки из металла теряют гибкость, шланг становится абсолютно жестким, что делает невозможным регулировку положения мундштука в пространстве.
Предложенное устройство отличается от известного тем, что с целью обеспечения равномерности скорости подачи проволоки за счет увеличения продольной жесткости гибкого элемента при наличии гибкости во всех боковых направлениях дополнительная гибкая связь выполнена в виде проволоки с диаметром 1 -1,2 от диаметра проволоки спирали, концы которой жестко прикреплены к мундштуку и приемной втулке, а бандажи, имеющие ширину, равную 2-3 диаметрам проволоки спирали, и толщину 0,4-0,6 диаметра проволоки спирали установлены друг от друга на расстоянии, равном 10-15 диаметрам проволоки спирали.
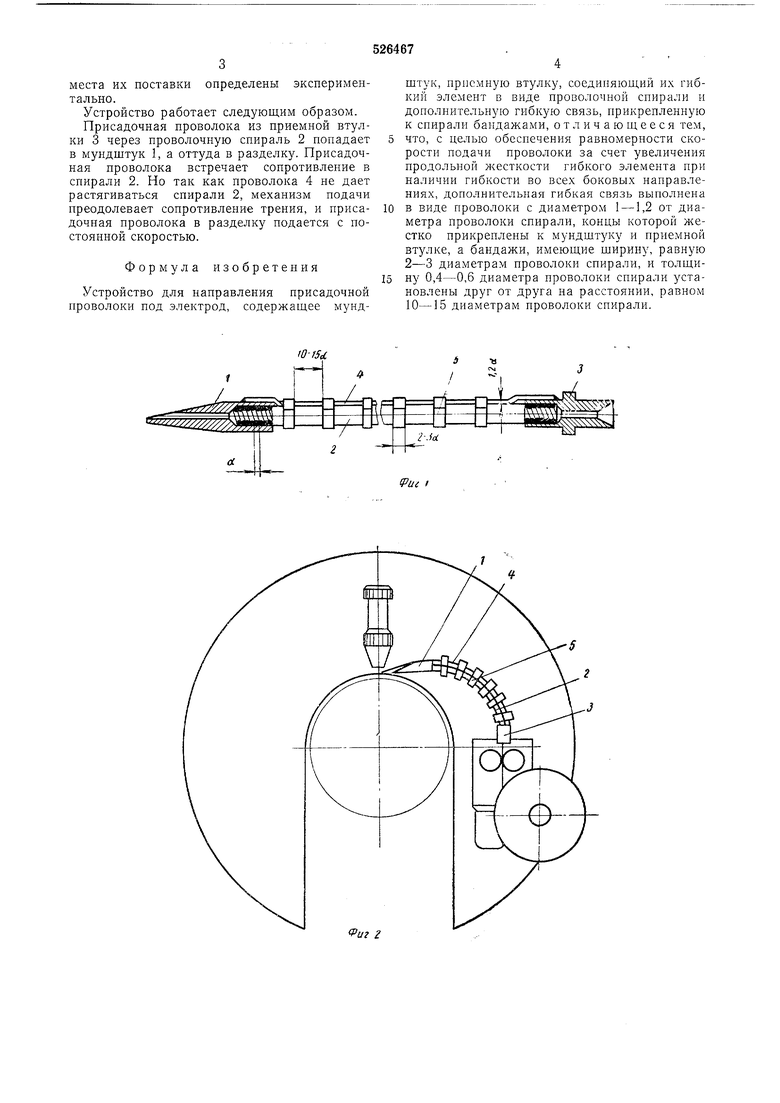
На фиг. 1 представлено предложенное устройство; на фиг. 2 - устройство, установленное на планшайбе трубосварного автомата.
Мундштук 1 соединен проволочной спиралью 2, выполненной из проволоки диаметром
d, с приемной втулкой 3. Чтобы проволочная спираль 2 не растягивалась в продольпом направлении в процессе прохождения сквозь нее присадочной проволоки, к мундштуку 1 и нриемной втулке 3 приведена проволока 4, нмеющая длину проволочной спирали 2.
Диаметр проволоки 4 определен экспериментально из расчета гибкости спирали 2 и равен 1-l,2cf. Проволока 4 является дополнительной жесткой связью в продольном направлении, однако она не препятствует боковым перемещениям мундштука I. Чтобы проволочная спираль 2 не отошла от проволоки 4 и не получила свободу в поперечном направлении, проволока 4 соединена со спиралью 2
бандажами 5. Последние охватывают спираль 2 и проволоку 4. Ширину бандажей 5 выбирают равной 2-3d, а толщину -0,4-0,6rf. Для сохранения поперечной гибкости спирали 2 по всей длине бандажи устанавливают через 2030 мм или 10-ISrf. Размеры бандажей 5 и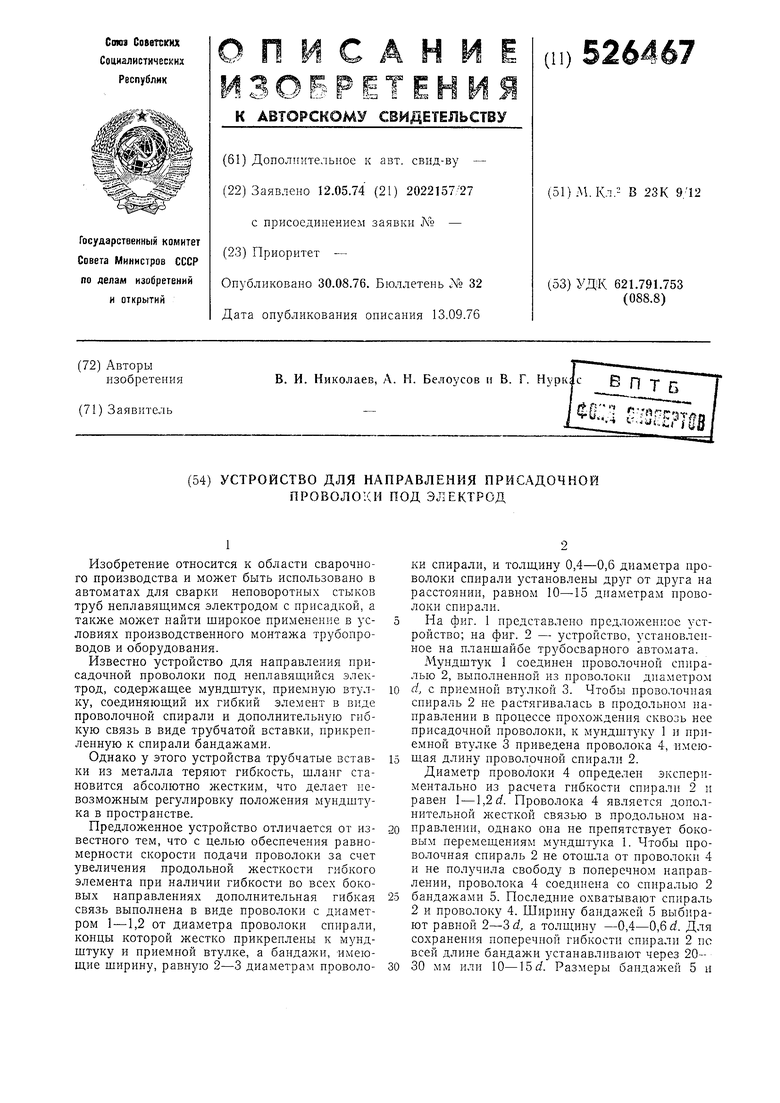
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для направления сварочной проволоки | 1984 |
|
SU1259578A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| Головка для сварки кольцевых стыков | 1976 |
|
SU590117A1 |
| Устройство для электродуговой приварки труб к трубным решеткам | 1977 |
|
SU732105A1 |
| Токоподводящее устройство | 1979 |
|
SU821093A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| ТРАКТ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1967 |
|
SU196210A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1018833A1 |
| УСТРОЙСТВО для НАПРАВЛЕНИЯ ПРИСАДОЧНОЙПРОВОЛОКИ | 1969 |
|
SU253278A1 |
| Устройство для сварки | 1986 |
|
SU1357171A1 |
