Описываемое устройство относится к устройствам для сварки неповоротных , стыков труб, преимущественно, неплавящимся электродом в среде защитных газов с подачей присадочной проволоки, и, в частности, предназначено для сварки труб методом обратных проходов. Так как этот метод требует менять направление сварки после каждого прохода, то устройство для его осуществления содержит два механизма направления присадочной проволоки.
Однако управление работой устройств для направления присадочной проволоки осуществляется вручную, ибо невозможно дистанционное управление процессом сварки. Это приводит к понижению производительности труда.
Предлагаемое устройство направления присадочной проволоки отличается от известного тем, что на корпусе мундщтука смонтированы два рычага, на которых щарнирно установлены кулачки с храповой насечкой, взаимодействующие через продольные пазы в теле мундщтука с присадочной проволокой при перемещении ее в сторону, противоположную подаче. Это повыщает производительность труда, делает возможным дистанционное управление процессом сварки.
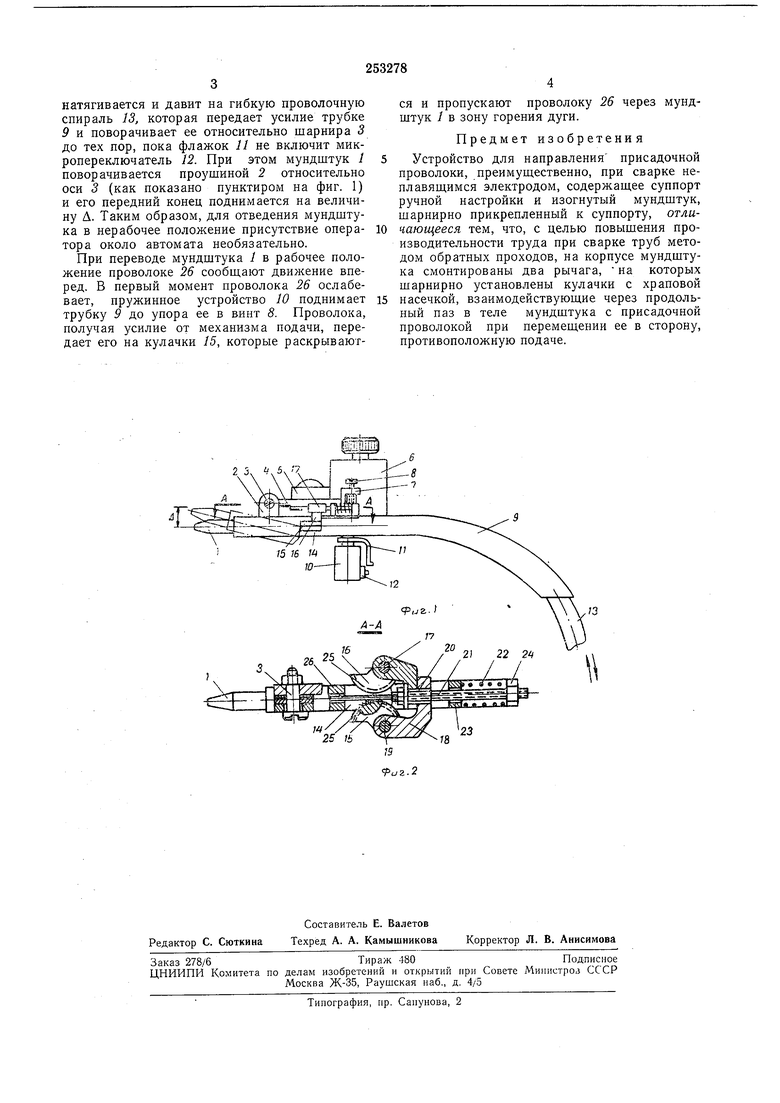
Мундщтук / проущиной 2 и щарниром 3 соединен с кронщтейном 4 горизонтального суппорта 5, который жестко связан с вертикальным суппортом 6. Кронщтейн 4 в задней части 7 имеет установочный винт 8, к которому прижата трубка 9 мундщтука. К винту 8 трубка 9 поджата пружинным устройством 10, в которое входит флажок 11 и микропереключатель 12. В изогнутый конец трубки 9 помещена гибкая проволочная спираль 13. Мундщтук имеет продольный паз 14, в который введены кулачки 15, через проущины 16 соединенные с обратными рычагами 17 и 18 с помощью осей 19. В отверстия 20 рычагов 17 и 18 вставлен винт 21, на который надета пружина 22, одним концом упирающаяся в выступ 23 мундщтука /, а другим - в гайку 24. На рабочих поверхностях 25 кулачков 15 нанесена храповая насечка.
При сварке проволока движется вперед между кулачками 15 с храповой насечкой, имеющей форму зубьев. При следующем проходе для отвода мундщтука в нерабочее положение проволоке 26 сообщают обратный ход с пульта управления; зубья храповой насечки врезаются в проволоку, кулачки 15 поворачиваются относительно осей 19, прекращая ее перемещение относительно мундщтука /. Поскольку механизм подачи проволоки продолжает сообщать ей тяговое усилие, она
натягивается и давит на гибкую проволочную спираль 13, которая передает усилие трубке 9 и поворачивает ее относительно шарнира 3 до тех пор, пока флажок 11 не включит микропереключатель 12. При этом мундштук I поворачивается проушиной 2 относительно оси 3 (как показано пунктиром на фиг. 1) и его передний конец поднимается на величину Д. Таким образом, для отведения мундштука в нерабочее положение присутствие оператора около автомата необязательно.
При переводе мундштука 1 в рабочее положение проволоке 26 сообщают вперед. В первый момент проволока 26 ослабевает, пружинное устройство 10 поднимает трубку 9 до упора ее в винт 8. Проволока, получая усилие от механизма подачи, передает его на кулачки 15, которые раскрываются и пропускают проволоку 26 через мундштук / в зону горения дуги.
Предмет изобретения
Устройство для направления присадочной проволоки, преимуш,ественно, при сварке неплавящимся электродом, содержащее суппорт ручной настройки и изогнутый мундштук, шарнирно прикрепленный к суппорту, отличающееся тем, что, с целью повышения производительности труда при сварке труб методом обратных проходов, на корпусе мундштука смонтированы два рычага, на которых шарнирно установлены кулачки с храповой насечкой, взаимодействующие через продольный паз в теле мундштука с присадочной проволокой при перемещении ее в сторону, противоположную подаче.
| название | год | авторы | номер документа |
|---|---|---|---|
| 13 СЕРО ЮЗЫ Л ЯПА ^-i-TaYJ-rt ТГ av Cf; тггг ^- f.-: -, «i Hlt.StTi=0-i;.A.r:r,i.. ПЛН; | 1973 |
|
SU385703A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Устройство для дуговой сварки | 1977 |
|
SU751539A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для газоэлектрической сварки | 1972 |
|
SU468724A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1958 |
|
SU115870A1 |
| Устройство для направления присадочной проволоки под электрод | 1974 |
|
SU526467A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
